توجيه CNC
±0.1 مم
الدقة البعدية
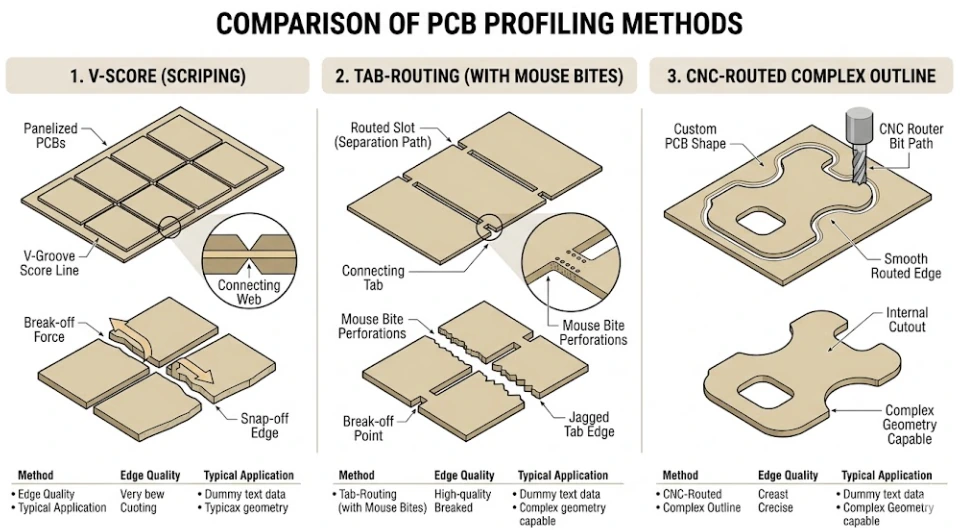
الأفضل للمحيطات المعقدة والمنحنيات والنتوءات والفتحات الداخلية. يناسب أي شكل للوحة. تكون جودة الحافة ناعمة ونظيفة. لكنه يحتاج إلى مسار توجيه بعرض 1.6-2.4 مم بين اللوحات، ما يقلل الاستفادة من اللوح مقارنة بـ V-score.

فصل دقيق
تمثل عملية فصل اللوحة الخطوة التصنيعية الأخيرة التي تحدد الدقة البعدية وجودة الحافة ومدى التوافق مع خطوط التجميع الآلية. توفر APTPCB جميع طرق فصل ألواح PCB على منصة إنتاج واحدة: توجيه CNC للمحيطات المعقدة، وV-score (V-cut) لتعظيم الاستفادة من اللوح، والفصل عبر ألسنة مثقبة للتجميعات غير المستطيلة، والفصل بالليزر للدوائر المرنة بدون إجهاد ميكانيكي، وطلاء الحواف لتصاميم الوحدات ذات الفتحات النصفية. وتتم معايرة كل طريقة بحسب نوع الركيزة، سواء كانت FR-4 أو البولي إيميد أو PTFE أو MCPCB، مع دقة أبعاد ±0.1 مم وحواف خالية من الانفصال الطبقي.
حلول فصل متكاملة
بصفتنا مصنعا متكاملا لخدمات فصل الألواح وتشكيل حواف PCB، تنفذ APTPCB جميع أساليب فصل اللوحات ضمن موقع إنتاج واحد، ما يلغي التشتت الذي يدفع كثيرا من الفرق إلى توزيع التصنيع وتصميم تجميع الألواح وعمليات الفصل على عدة موردين. فمن شركات العتاد الناشئة في وادي السيليكون التي تحتاج إلى توجيه CNC عالي الدقة لمحيطات لوحات الأجهزة القابلة للارتداء وإنترنت الأشياء، إلى موردي الفئة الأولى في قطاع السيارات الأوروبي الذين يشغلون مصفوفات V-score كبيرة الحجم عبر خلايا فصل آلية، نطابق طريقة الفصل مع هندسة لوحتك ومادتها وسير عمل التجميع الفعلي لديك.
تتعامل أجهزة التوجيه CNC عالية السرعة من Schmoll وLPKF لدينا مع أشكال PCB المعقدة، بما في ذلك المنحنيات والحواف ذات الفتحات النصفية ومواضع الأصابع الذهبية المشطوفة والفتحات الداخلية، بدقة ±0.1 مم. كما يوفّر خط V-score (V-cut) الآلي فصلا بخطوط مستقيمة مع تحكم في الجسر المتبقي بين 0.3 و0.5 مم. ويتيح الفصل عبر ألسنة مثقبة تنفيذ أي هندسة تقريبا داخل مصفوفة اللوح مع فصل نظيف يدويا أو آليا. أما في اللوحات المرنة والصلبة المرنة واللوحات الرقيقة (<0.8 مم)، حيث قد يؤدي الإجهاد الميكانيكي إلى تشقق نقاط اللحام أو تلف المكثفات الخزفية، فإن نظام الفصل الليزري بالأشعة فوق البنفسجية لدينا يحقق فصلا خاليا من الإجهاد بدقة ±0.05 مم، من دون تماس أداة أو اهتزاز أو انثناء ميكانيكي.
يرتبط قرار اختيار طريقة الفصل ارتباطا مباشرا بكل من تدفق التصنيع ومعالجة الشقوق والفتحات والتعامل بعد SMT. ولهذا نراجع تجميع الألواح واستراتيجية الفصل ومعالجة الحافة معا خلال مراجعة DFM بدلا من التعامل مع تشكيل الحواف كخطوة متأخرة.
دليل اختيار الطريقة
تعتمد طريقة الفصل المثلى على شكل اللوحة ونوع المادة وطريقة التجميع وحجم الإنتاج ومتطلبات جودة الحافة. استخدم هذا الدليل قبل اعتماد تصميم panel النهائي.
الأفضل للمحيطات المعقدة والمنحنيات والنتوءات والفتحات الداخلية. يناسب أي شكل للوحة. تكون جودة الحافة ناعمة ونظيفة. لكنه يحتاج إلى مسار توجيه بعرض 1.6-2.4 مم بين اللوحات، ما يقلل الاستفادة من اللوح مقارنة بـ V-score.
الأفضل للوحات المستطيلة ضمن مصفوفات الإنتاج الكبير. عدم وجود مسار توجيه بين اللوحات يعني أقصى استفادة من اللوح وأقل كلفة مواد. لا يسمح إلا بالفصل بخطوط مستقيمة. تكون حافة الكسر أكثر خشونة. ويتطلب تباعدا ≥0.5 مم بين المكونات وخط الشق.
الأفضل للوحات غير المستطيلة التي يجب أن تبقى مثبتة ضمن اللوح أثناء تجميع SMT. يدعم أي محيط. وتبقى اللوحات مثبتة بواسطة ألسنة بعرض 2.0-3.0 مم مع ثقوب غير مطلية بقطر 0.5-0.6 مم متقاربة جدا. ويبقى أثر صغير عند نقاط الفصل.
من دون أي إجهاد ميكانيكي: لا يوجد تماس أداة ولا اهتزاز. مطلوب للوحات flex واللوحات الرقيقة (<0.8 مم) واللوحات التي تضم مكونات على مسافة ≤0.1 مم من الحافة. ينتج الليزر فوق البنفسجي حواف ناعمة وخالية من الزوائد. غير أن زمن الدورة وتكلفته أعلى من الطرق الميكانيكية.
توجيه CNC: مسافة ≥0.3 مم من الحافة المقطوعة. V-score: مسافة ≥0.5 مم من مركز الأخدود، لأن الإجهاد الميكانيكي أثناء الفصل يمتد إلى هذه المنطقة. الفصل بالألسنة المثقبة: تكون المسافة المطلوبة فقط عند مواقع الألسنة. الفصل بالليزر: ≥0.1 مم، وهو أصغر تباعد بين جميع الطرق. حدّد طريقة الفصل في ملاحظات Gerber والتصنيع حتى تتمكن مراجعة DFM من التحقق من مواضع المكونات قبل بدء الإنتاج.
المواصفات
مواصفات القدرة الكاملة لجميع عمليات تشكيل الحواف وفصل الألواح ومعالجات الحواف الخاصة.
| الطريقة | الدقة | جودة الحافة | أشكال اللوحات | أدنى تباعد للمكوّنات | أفضل تطبيق |
|---|---|---|---|---|---|
| توجيه CNC | ±0.1 مم | ناعمة ونظيفة | أي شكل، منحنيات، فتحات | ≥0.3 مم | محيطات معقدة، لوحات مفردة، ركائز PTFE/Rogers |
| V-Score / V-Cut | ±0.1 مم في الموضع | حافة كسر خشنة | خطوط مستقيمة فقط | ≥0.5 مم | مصفوفات مستطيلة، أعلى استفادة من اللوح |
| الفصل بالألسنة + Mouse-Bite | ±0.1 مم | أثر لسان صغير | أي شكل + تثبيت داخل اللوح | ≥0.3 مم (خارج مناطق الألسنة) | لوحات غير مستطيلة، مصفوفات تجميع SMT |
| الفصل الليزري (UV) | ±0.05 مم | ممتازة وخالية من الزوائد | أي شكل، مواد رقيقة | ≥0.1 مم | Flex وRigid-Flex واللوحات الرقيقة والحواف القريبة من المكونات |
| القص بالقالب | ±0.1 مم | قطع نظيف | محيطات بسيطة | ≥0.3 مم | فصل flex PCB في الإنتاج الكبير |
| معالجة الحافة الخاصة | المواصفة | الملاحظات والتطبيق |
|---|---|---|
| طلاء الحواف (Castellation) | أنصاف ثقوب مطلية، قطر 0.5-1.2 مم | تثبيت الوحدات باللحام على اللوحة الأم. تتم الطلاءات قبل التوجيه كي يكشف القطع الجدار ذي الأنصاف المثقبة. |
| شطف أصابع التوصيل الذهبية | شطب بزاوية 20° أو 30° مع عمق مضبوط | لإدخال موصلات card-edge. يتم الشطب بعد الطلاء الذهبي الصلب؛ ويزيل العمق 30-50% من سماكة الحافة. |
| Chamfering | كسر حافة 45°، بمقدار 0.3-0.5 مم | إزالة حدة الحافة لتسهيل المناولة بأمان، وليس لمناطق تلامس الموصل. |
| الفتحات الداخلية | أدنى عرض 1.0 مم، ونصف قطر داخلي ≥ نصف قطر الأداة (0.5-1.2 مم) | خلوص للموصلات وتدفق الهواء والتكامل الميكانيكي. |
| الشقوق المطلية | أدنى عرض 0.6 مم، وجدران مطلية بالنحاس | لموصلات blade وUSB والطرفيات عالية التيار. يتم الثقب والطلاء قبل التوجيه. |
| تفريز بعمق مضبوط | دقة عمق ±0.1 مم | تجاويف للمكوّنات وجيوب copper coin وتقليل السماكة في مناطق flex. |
| الجسر المتبقي في V-Score | 0.3-0.5 مم ±0.1 مم | يتحكم بقوة الكسر. كلما كان أرق كان الفصل أسهل، وكلما كان أثخن زادت صلابة اللوح أثناء التجميع. |
| ثقوب Mouse-Bite | قطر 0.5-0.6 مم، وخطوة 0.75-1.0 مم | ثقوب فصل غير مطلية في الفصل بالألسنة المثقبة. وتتحكم المسافة بينها بقوة الفصل. |
أبعاد اللوح: الحد الأقصى 18 × 24 بوصة (457 × 610 مم). أدنى بعد للوحة: 5 مم من أي جانب في حالة توجيه CNC. يتوفر V-score لسماكات لوحات بين 0.4 و3.2 مم. ويكون الفصل بالليزر مثاليا للوحات بسماكة ≤1.6 مم.
قدرات متقدمة
إلى جانب قص محيط اللوحة القياسي، تتيح هذه العمليات المتخصصة إنشاء خصائص حافة فريدة من أجل دمج الوحدات وأنظمة الموصلات والهندسات الصعبة.
تعتمد لوحات PCB ذات castellation على أنصاف ثقوب مطلية بالنحاس على حافة اللوحة لإنشاء pads لحامية تتيح تثبيت الوحدة مباشرة على اللوحة الأم كأنها مكوّن SMT كبير. وتتطلب هذه العملية حفر ثقوب through-hole كاملة على طول الحافة المستهدفة، ثم طلاؤها بالنحاس ضمن الحمام الكهروكيميائي نفسه المستخدم لثقوب PTH، وبعد ذلك يمر مسار routing عبر خط مركز الثقب أثناء profiling النهائي لإظهار الجدار نصف الدائري. نحن نصنع وحدات Wi‑Fi مثل ESP32 وعوامل الشكل من فئة nRF52، ووحدات Bluetooth LE، ومركزات LoRa، ووحدات GPS/GNSS، ووحدات إدارة الطاقة وفق متطلبات castellation. كما يوفر edge plating استمرارية أرضية محيطية كاملة لتطبيقات الحجب RF التي تتطلب حافة موصلة غير منقطعة.
تتطلب موصلات card-edge في PCIe وPCI وDDR وM.2 وSODIMM حافة إدخال مشطوفة لتوجيه اللوحة بسلاسة داخل المنفذ من دون إتلاف أصابع التلامس المطلية بالذهب أو آلية موصل ZIF. ونقوم بتشكيل شطب لحواف الإدخال بزاوية 20° (المعيارية) أو 30° (شطب أعمق للموصلات الأكثر صلابة) باستخدام آلات دقيقة تتحكم في الزاوية والعمق والتشطيب عبر كامل عرض صف الأصابع. ويتم bevel دائما بعد hard gold plating (عادة 30 µin / 0.75 µm) لضمان امتداد الذهب إلى سطح الشطب. كما يتم ضبط عمق الشطب لإزالة 30-50% من سماكة الحافة مع التحقق من التجانس عبر كامل عرض لسان الموصل.
يستخدم نظام LPKF للفصل الليزري بالأشعة فوق البنفسجية شعاعا بطول موجي 355 nm لإزالة مادة اللوحة بالاستئصال من دون أي تماس ميكانيكي، ما يلغي الاهتزاز وقوى الانثناء التي يفرضها توجيه CNC على اللوحات المجمعة. ويعد هذا الفصل الخالي من الإجهاد أساسيا في حالات لوحات flex وRigid-Flex حيث قد يؤدي التوجيه إلى انفصال طبقي عند واجهة PI-copper قرب منطقة الانتقال، وكذلك في اللوحات التي تحتوي على مكثفات MLCC قريبة من الحافة حيث تسبب الاهتزازات شقوقا مجهرية، وفي اللوحات فائقة الرقة (<0.8 مم) حيث يسبب الاهتزاز التواء اللوحة، وفي أي تصميم توضع فيه المكونات على مسافة أقل من 0.3 مم من الحافة. ويحقق الفصل بالليزر دقة ±0.05 مم، أي أضيق بمرتين من توجيه CNC، مع حواف ملساء وخالية من الزوائد ومع أقل قدر من الكربنة بفضل طول الموجة UV المحسّن.
تُنفّذ الفتحات الداخلية باستخدام التوجيه الغاطس على CNC، حيث يدخل المغزل إلى داخل اللوح ويقطع النافذة المطلوبة. ويبلغ أدنى عرض للفتحة الداخلية 1.0 مم، وهو حد تفرضه أقطار أدوات التوجيه. أما الزوايا الداخلية فلها نصف قطر أدنى يساوي نصف قطر الأداة (0.5-1.2 مم)، بينما تتطلب الزوايا الأشد حدة استراتيجيات متعددة التمريرات. وبالنسبة إلى الشقوق الداخلية المطلية المستخدمة مع USB-A وموصلات blade وشرائط الطرفيات عالية التيار، فيجب أولا ثقب محيط الشق لتكوين أسطح قابلة للطلاء قبل التوجيه: إذ يحفر الشق كسلسلة من الثقوب المتداخلة، ثم يطلى، وبعدها تُنهى الجدران إلى البعد النهائي بواسطة التوجيه. وتضمن هذه السلسلة تغطية نحاسية كاملة على الجدران الأربعة للشق وقدرة موثوقة على نقل التيار وتثبيت الموصل.
ينشئ pocket milling ذو العمق المضبوط تجاويف داخل مساحة اللوحة من أجل المكونات السلبية المدمجة وإدخالات copper coin أو الخصائص الميكانيكية الخاصة. وتبلغ دقة العمق ±0.1 مم، وتُحافظ عليها عبر استراتيجيات متعددة التمريرات تمنع التشوه الحراري الناتج عن القطع العدواني في تمريرة واحدة. وفي تطبيقات الإدارة الحرارية مع embedded copper coin، يجب تشكيل الجيب بأبعاد دقيقة لضمان تموضع flush أثناء laminazione؛ إذ يؤدي عمق الجيب غير الصحيح إلى ضغط غير متجانس وتكوّن فراغات عند واجهة coin-dielectric. كما يستخدم pocket milling لإنشاء تخفيضات موضعية في سماكة اللوحة عند مناطق flex hinge في اللوحات الصلبة، ما يسمح بأنصاف أقطار انحناء مضبوطة من دون الحاجة إلى بنية rigid-flex كاملة.
تحتاج كل ركيزة PCB إلى أدوات وإعدادات routing خاصة من أجل الحصول على حواف نظيفة وخالية من الانفصال الطبقي. فمادة FR-4 القياسية تُقطع بشكل نظيف باستخدام فرايز كربيدية مع سرعات مغزل وتغذية محسّنة وفقا لـ Tg والسماكة. أما صفائح Rogers PTFE مثل RT/duroid وسلسلة RO3000 فتتطلب معدلات تغذية أقل بكثير ومسارات دخول وخروج خاصة، لأن مصفوفة PTFE اللينة تميل إلى التشوه بدلا من القطع النظيف عند الإعدادات القياسية، ما يسبب حواف غير منتظمة وانفصالا بين PTFE والنحاس على سطح القطع. كما تتطلب ركائز MCPCB المصنوعة من الألمنيوم أو النحاس أدوات كربيدية مطلية بالماس أو TiAlN وتبريدا مضبوطا وتسلسل إزالة زوائد لمنع لطخ المعدن عند واجهة المعدن والعازل. وتحتاج لوحات rigid-flex إلى تسلسل routing دقيق عند حد الانتقال بين الجزء الصلب والمرن، وغالبا ما تستفيد من الفصل بالليزر في مناطق flex الحساسة. وتحتوي قاعدة بيانات الإنتاج لدينا على برامج routing موثقة لكل مادة نعالجها.
تصميم panel
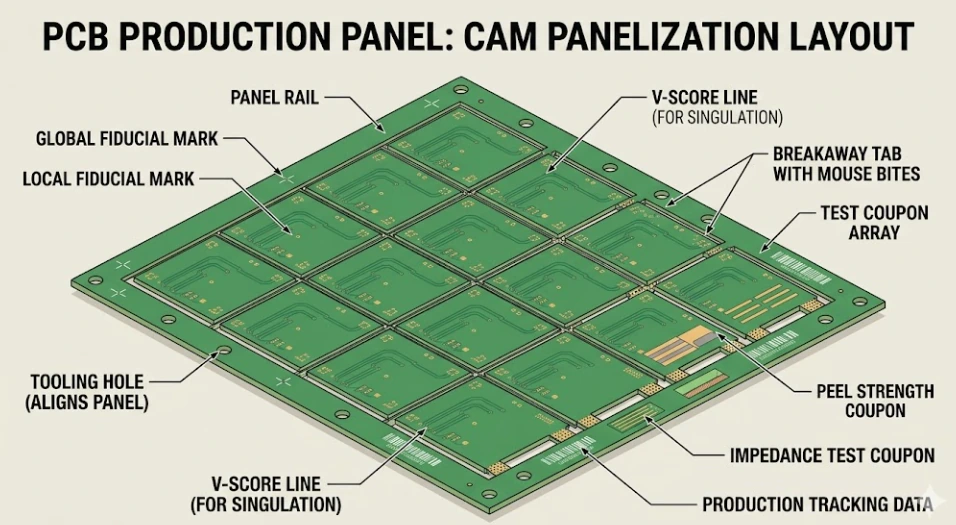
تمثل panelization، أي ترتيب الوحدات الفردية من PCB داخل panel الإنتاج، قرارا هندسيا يؤثر مباشرة في كلفة المواد وجودة التصنيع وتوافق خط التجميع وقيود طريقة الفصل وإمكانية الفحص. لذلك يجب حسم تصميم اللوح في مرحلة تسعير التصنيع، لا بعد طلب عدة وأدوات التجميع.
متطلبات التوافق مع خط التجميع
تتعامل ناقلات SMT مع panels ضمن مجالات عرض قياسية، عادة بين 50 و330 مم، مع rails لا تقل عن 5 مم على كل جانب لأغراض التثبيت. ويجب أن تتضمن هذه rails ما لا يقل عن ثلاثة fiducials عامة لكل panel، وثقوب tooling عند الزوايا، وتعريف الدفعة، وعلامات UL عند الحاجة، إضافة إلى coupons اختبار المعاوقة للبنى controlled-impedance. كما أن خلوصا مقداره ≥5 مم بين اللوحة وrail يمنع مشابك الناقل من التداخل مع المكونات القريبة من الحواف.
استفادة اللوح وتحسين المصفوفة
تستوعب ألواح الإنتاج القياسية لدينا بقياس 18 × 24 بوصة (457 × 610 مم) ترتيبات array متعددة. ففي ألواح V-score توضع اللوحات من حافة إلى حافة من دون فجوة، ما يحقق أعلى استفادة. أما في الألواح التي تقطع عبر CNC routing فإن مسار القطع يزيل مادة بين اللوحات ويقلل الاستفادة بنسبة 5-15% مقارنة بـ V-score. وقد تؤدي إدارة اتجاه اللوحة بزاوية 90° داخل array إلى زيادة عدد اللوحات لكل panel بنسبة 10-20%، لذلك يقيّم مهندسو CAM لدينا كلا الاتجاهين أثناء تصميم panelization. كما أن الأبعاد التي تقع ضمن ±1-2 مم من الكسور القياسية لأبعاد اللوح قد تحسن الاستفادة بصورة كبيرة.
قواعد تصميم Mouse-Bite (Stamp-Hole)
يعتمد tab routing مع ثقوب mouse-bite على tabs اتصال بعرض 2.0-3.0 مم بين اللوحة وrail، مع ثقوب غير مطلية بقطر 0.5-0.6 مم ومتباعدة بمقدار 0.75-1.0 مم على طول خط الانفصال. وينبغي أن يكون عدد tabs ومواضعها متماثلين لتجنب تقوس اللوح. بالنسبة للوحات الأقل من 50 مم: حد أدنى 2 tab في كل جانب. أما اللوحات الأكبر من 100 مم: فحد أدنى 3-4 tabs لكل جانب. وتُضبط قوة الكسر عبر تغيير تباعد الثقوب؛ فكلما زاد التقارب انخفضت القوة المطلوبة، وكلما اتسع التباعد زادت القوة وازدادت صلابة اللوح. وإذا كنت تحتاج إلى depaneling آلي inline، فحدد نطاق قوة الفصل المطلوب وسنضبط هندسة tab بما يناسب ذلك.
تطبيقات صناعية
تفرض الصناعات المختلفة متطلبات متخصصة، وأحيانا متعارضة، على profiling لوحات PCB، من مصفوفات SMT ذات الحجم الكبير إلى الأشكال المعقدة ذات السماحيات الدقيقة والـ castellation والفتحات الداخلية.
ألواح V-score لتحقيق أقصى استفادة من المواد في تشغيلات اللوحات المستطيلة عالية الحجم. ومصفوفات SMT محسنة تتضمن fiducials وثقوب tooling وأبعاد rails متوافقة مع الناقلات الآلية. كما يستخدم UV laser depaneling للوحـات الهواتف الذكية فائقة الرقة (≤0.8 مم) ولدوائر flex، حيث يمكن أن يؤدي الإجهاد الميكانيكي إلى تشقق مكثفات الفصل الخزفية الملحومة على بعد 0.2 مم من الحافة.
أنصاف ثقوب مطلية عند الحافة لوحدات Wi‑Fi مثل ESP32 وMediatek MT7682، ووحدات Bluetooth 5.x مثل nRF52840، ووحدات LoRa وGPS/GNSS، بهدف اللحام المباشر بتقنية SMT على اللوحات الأم، من دون الحاجة إلى pin headers وتقليل ارتفاع الوحدة. كما يوفّر edge plating استمرارية أرضية محيطية للحجب RF في الوحدات التي تتطلب امتثالا لمعايير FCC/CE الخاصة بالانبعاثات. إضافة إلى توجيه CNC للمحيطات المعقدة مع نوافذ خلوص للهوائي ومناطق RF keepout.
شطب دقيق بزاوية 20° أو 30° لألسنة card-edge في بطاقات PCIe Gen4/5، ووحدات DDR5 DIMM، وأقراص M.2 NVMe، وبطاقات backplane القابلة للإدخال في الخوادم. وتؤثر جودة الشطب مباشرة في قوة الإدخال وعمر الموصل واستمرارية المعاوقة عند واجهة gold finger، وهو أمر بالغ الأهمية للأزواج التفاضلية السريعة التي تتجاوز 32 Gbps لكل lane. ويضمن طلاء hard gold بسمك 30 µin قبل الشطب تغطية كاملة لسطح الحافة المشطوفة.
توجيه CNC بسماحية أبعاد ±0.1 مم للوحات ECU التي يجب أن تدخل بدقة داخل أغطية بلاستيكية مصبوبة بالحقن مع خلوصات تركيب مضبوطة عند نقاط التثبيت. كما يستخدم tab routing بقوة انفصال محددة لعمليات الفصل الآلي inline على خطوط SMT الخاصة بالسيارات ذات الإنتاجية العالية. وتُضاف chamfer للحواف من أجل المناولة الآمنة أثناء التجميع اليدوي. كما تتوفر وثائق IATF 16949 وتتبع SPC للأبعاد لأغراض تأهيل الموردين في قطاع السيارات.
محيطات لوحات معقدة مع فتحات داخلية لنوافذ وصول الموصلات وقنوات تدفق الهواء ودمج الحوامل الميكانيكية في هياكل avionics LRU. كما تستخدم عمليات milling ذات العمق المضبوط لتجاويف المكونات المدمجة في الإلكترونيات الدفاعية عالية الكثافة. ويوفر الفصل بالليزر خيارا ممتازا لتجميعات rigid-flex في المساحات الضيقة حيث قد يضر الإجهاد الميكانيكي بترابط PI-copper عند مناطق الانتقال. وتتوفر وثائق جودة الحواف وفق IPC-A-600 Class 3.
توجيه CNC متخصص للوحات LED ذات القاعدة الألمنيومية (Al-MCPCB) والقاعدـة النحاسية باستخدام أدوات كربيدية مطلية بـ TiAlN ومضبوطة لمنع تلبد الألمنيوم والزوائد المعدنية واللطخ عند واجهة المعدن والعازل. كما يمكن تنفيذ V-score لمصفوفات MCPCB في إنتاج ألواح LED العالي الحجم، مع الحاجة إلى معايرة خاصة لهندسة الشفرة وعمق القطع بحسب سماكة القاعدة المعدنية وخصائص طبقة العازل. والنتيجة حواف معدنية نظيفة بلا بروزات تعيق تثبيت اللوحة داخل هيكل وحدة الإضاءة.
إرشادات التصميم
صمم محيط اللوحة بما يزيد من كفاءة panelization على لوح الإنتاج. فاللوحات المستطيلة التي تكون أبعادها كسورا صحيحة من 457 مم (18 in) أو 610 مم (24 in) تستغل اللوح بأفضل صورة؛ فعلى سبيل المثال، تعطي لوحة 50 × 50 مم مصفوفة 9 × 12 = 108 لوحات لكل panel مع V-scoring، بينما تعطي لوحة 52 × 52 مم فقط 8 × 11 = 88 لوحة، أي أقل بنسبة 18%. وإذا كانت هناك مرونة في التصميم، فاستشر مهندسي CAM لدينا بخصوص أبعاد المحيط قبل تثبيت footprint نهائي قد يضعف كفاءة panelization. أما اللوحات غير المستطيلة، مثل الأشكال L أو T أو المحيطات المنحنية، فمن الأفضل تنفيذها عبر tab routing، وقد يمكن تعشيقها باتجاهات متعاكسة لتقليل المساحات المهدرة.
أدرج جميع متطلبات profiling ضمن fabrication documentation: محيط اللوحة على mechanical layer مخصص (Gerber RS-274X أو IPC-2581)، وطريقة profiling (CNC/V-score/tab/laser)، وأبعاد الفتحات الداخلية ومواضعها، وقطر ثقوب edge plating/castellation ومواقعها، وأبعاد gold finger وزاوية bevel، وتفضيلات panel array مثل عدد اللوحات والاتجاه وعرض rail، وأي متطلبات توافق مع depaneling الآلي مثل حدود عرض الناقل ونطاق قوة الفصل ونموذج آلة الفصل إذا كان معروفا. ويعد نقص معلومات profiling السبب الأكثر شيوعا في ظهور ملاحظات DFM التي تستلزم الرجوع إلى العميل قبل بدء الإنتاج.
اختر V-score عندما تكون اللوحات مستطيلة أو قريبة جدا من الشكل المستطيل، وعندما يبرر حجم الإنتاج زيادة عدد اللوحات لكل panel، ولا تكون الناحية الجمالية للحافة بعد الفصل عاملا حاسما، وتبقى جميع المكونات على مسافة ≥0.5 مم من خط الشق. أما tab routing فيكون الأنسب عندما تكون اللوحات غير مستطيلة، أو عندما تكون هناك حاجة إلى حافة نظيفة من جميع الجهات قبل التجميع، أو عندما تقع المكونات على مسافة أقل من 0.5 مم من أي حافة، أو حين يجب أن يتحمل اللوح عدة دورات reflow قبل الفصل النهائي من دون بدء كسر عند V-score. وتستفيد كثير من التصاميم من الجمع بين الطريقتين، مثل تطبيق V-score على الجوانب الطويلة المستقيمة وtab routing على الجوانب القصيرة ذات المقاطع غير المنتظمة بسبب الموصلات.
يجب اتخاذ القرارات المرتبطة بالـ profiling في مرحلة مبكرة، لأن هندسة محيط اللوحة ومواضع المكونات قرب الحواف وأماكن الموصلات وطريقة panelization كلها تؤثر في بعضها ويجب أن تكون منسجمة قبل إنهاء layout. وأي تغيير متأخر في طريقة profiling يستلزم إعادة DFM وربما إعادة تموضع المكونات المجاورة للحافة.
يصلح الفصل اليدوي، حيث يقوم المشغل بثني panel على امتداد V-score أو كسر وصلات tab يدويا، للإنتاج المنخفض (<500 لوحة/شهر) عندما لا تكون هناك جدوى من استثمار الأتمتة أو تقليل زمن الدورة. وتعتمد درجة الاتساق على مهارة المشغل، لذلك يلزم تدريب جيد لتفادي تجاوز حدود مرونة وصلات اللحام. أما آلات pizza-cutter المزودة بشفرة دائرية تتحرك على طول V-score فتتيح فصلا أسرع وأكثر ثباتا في الأحجام المتوسطة. وتوفر أجهزة التوجيه الآلية inline بعد التجميع أفضل جودة للحافة وأكثر النتائج البعدية ثباتا، وهي مطلوبة في تجميعات السيارات والمجالات الطبية والفضائية عالية الاعتمادية. أما الفصل بالليزر بعد التجميع فيمثل أعلى مستوى جودة، إذ لا يوجد أي تماس ميكانيكي أو نقل للإجهاد إلى أي مكون مركب بغض النظر عن قربه من خط الفصل.
تحتاج أنظمة depaneling بعد التجميع إلى علامات fiducial من أجل المحاذاة البصرية، إذ لا يمكن لبرنامج الفصل من دونها أن يصحح الانحرافات الموضعية الصغيرة بين اللوحات داخل panel، والتي تتراكم عادة في حدود ±0.2-0.5 مم نتيجة laminazione والتصوير وrouting. لذلك يجب وضع fiducials محلية في زاويتين متقابلتين قطريا من كل لوحة على شكل دوائر نحاسية قطرها 1.0 مم مع keepout خال من النحاس بعرض 3 مم، بالإضافة إلى fiducials عامة في الزوايا الأربع لrail. وتنفذ آلة الفصل الآلية تصحيحا من نقطتين أو ثلاث نقاط قبل تشغيل برنامج الفصل، لتعويض أي انزياح أو دوران في موضع panel المجمعة على fixture الفصل.
عندما تُجمع اللوحة ضمن panel وتُفصل بعد لحام SMT والفحص، فيجب اختيار طريقة depaneling بعد التجميع أثناء تصميم panel، وليس بعد ذلك. إذ يؤثر نمط الإجهاد أثناء الفصل مباشرة في موثوقية وصلات اللحام وخطر تلف المكونات، خصوصا مكثفات MLCC ودوائر BGA الدقيقة وحزم QFN الموضوعة بالقرب من خطوط الفصل.
يتم التحقق من جودة profiling وفقا لمعايير القبول في IPC-A-600 للفئة المطلوبة (Class 2 التجارية القياسية؛ Class 3 عالية الاعتمادية). وتشمل معايير الفحص الرئيسية: عدم وجود delamination على الحافة المقطوعة يتجاوز 50% من المسافة بين الموصل والحافة؛ وعدم وجود سحب لألياف الزجاج يتجاوز 0.13 مم؛ وعدم وجود بروز أو انكشاف للنحاس على الحواف المقطوعة بـ routing؛ وأن يكون سمك الجسر المتبقي في V-score ضمن ±0.1 مم من القيمة المحددة؛ وأن يبقى محيط اللوحة ضمن ±0.1 مم من الرسم الميكانيكي بالنسبة إلى الحواف المقطوعة بـ CNC. وتتم first-article measurement على أنظمة قياس بصرية أو CMM قبل إطلاق الإنتاج. كما يتابع نظام SPC الإنتاجي الأبعاد الحرجة ويحدد استبدال أدوات routing بحسب التآكل لضمان الحفاظ على السماحية طوال التشغيل.
Routing حسب المادة
تتطلب كل ركيزة مجموعة مخصصة من إعدادات routing، تشمل درجة الأداة وسرعة المغزل والتغذية ومعالجة الحافة، للحصول على أسطح قطع نظيفة وخالية من الانفصال الطبقي.
| الركيزة | التحدي الرئيسي في routing | حل APTPCB العملي | نتيجة الحافة |
|---|---|---|---|
| FR-4 القياسي (Tg 130-150) | سحب ألياف الزجاج عند التغذية العالية؛ وانفصال طبقي في الألواح السميكة (>3.2 مم) | نسبة تغذية/سرعة مضبوطة بحسب السماكة؛ واستخدام فرايز كربيدية حلزونية upcut/downcut لحافة نظيفة من الجهتين | قطع ناعم ونظيف مع حد أدنى من بروز الألياف |
| FR-4 عالي Tg (>170°C) | نظام راتنجي أكثر صلابة وكشطا يسرّع تآكل الأداة؛ واحتمال تشقق الحافة في التركيبات الهشة | أدوات كربيدية فائقة الجودة من فئة sub-micron؛ وتقليص فترات عمر الأداة؛ واستخلاص الغبار لمنع إعادة الترسيب الحراري | حافة نظيفة ومتجانسة على امتداد الدفعة مع مراقبة تآكل الأداة |
| Rogers RO4350B / RO3003 (PTFE) | مصفوفة PTFE اللينة تتشوه وتتمسح عند السرعات القياسية؛ مع احتمال انفصال PTFE عن النحاس عند الحافة | خفض سرعة المغزل ومعدل التغذية؛ والتحكم في زوايا الدخول والخروج؛ ومنع استخدام سائل التبريد لأنه يلوث مسام PTFE | من دون انفصال PTFE؛ وبروز النحاس على الحافة ضمن حدود IPC-A-600 |
| Taconic TLY / RT/duroid 5880 | PTFE نقي شديد الليونة؛ وأعلى خطر للانفصال الطبقي بين جميع الركائز؛ كما تتشقق الألياف الدقيقة بسهولة | معدل تغذية أدنى وأداة حادة مع استبدال متكرر؛ ويوصى بالفصل بالليزر عند وجود متطلبات حافة حرجة | مقبول مع CNC؛ والليزر مفضل عند ضيق المسافة بين المكونات والحافة |
| MCPCB ألمنيوم | زوائد معدنية عند واجهة الألمنيوم والعازل؛ وتراكم الألمنيوم على حافة القطع؛ وتولّد حرارة تسبب resin smear | قواطع كربيدية مطلية بـ TiAlN؛ وتبريد هوائي مضبوط؛ وإزالة زوائد inline باستخدام فرشاة كاشطة بعد routing | حواف الألمنيوم والعازل خالية من الزوائد واللطخ |
| MCPCB نحاس | تلبد النحاس على مجاري الأداة في الظروف القياسية؛ وتسخين موضعي يسبب لطخ العازل قرب القاعدة النحاسية | أدوات مطلية بالماس أو قواطع PCD؛ وتدفق تبريد مضبوط لمنع الضرر الحراري | حافة نحاسية نظيفة من دون آثار galling مع بقاء العازل مثبتا بالكامل |
| Flex من polyimide (PI) | غشاء PI الرقيق يتمزق ويتمدد بدلا من القطع النظيف؛ كما يزيد تكديس ألواح flex من الحرارة عند سطح القطع | القطع بالليزر هو الخيار المفضل، أو توجيه دقيق بسرعات منخفضة مع أدوات شديدة الحدة؛ ولوح داعم رغوي لمنع ارتفاع flex أثناء routing | الليزر: نظيف ومن دون تمزق. CNC: مقبول مع أداة حادة وتغذية منخفضة |
| Rigid-Flex (جزء صلب + انتقال PI) | خطر انفصال طبقي عند حدود rigid-to-flex؛ ولطخ لاصق في منطقة PI؛ وارتفاع الجزء المرن أثناء routing قرب الحدود | تسلسل routing مضبوط يبدأ من الجانب الصلب؛ مع الفصل بالليزر عبر مناطق PI؛ وتثبيت vacuum hold-down أثناء القطع | انتقال rigid-to-flex سليم من دون لطخ لاصق أو delamination |
| السيراميك (Al₂O₃, AlN) | ركيزة هشة تتشقق بسبب صدمة الأداة والاهتزاز؛ ولا يوجد تشوه لدن، فتنتشر الكسور فورا | أدوات مطلية بالماس أو laser scribing مع snap مضبوط؛ وسرعة حفر أدنى؛ وعزل اهتزازي للـ fixture | كسر نظيف من دون micro-fractures ظاهرة تحت فحص 10× |
تُخزّن إعدادات routing في قاعدة بيانات CAM الإنتاجية لدينا بحسب نوع المادة والسماكة وبنية النحاس. ويُؤكد نوع المادة خلال مراجعة DFM ثم يُخصص البرنامج الصحيح تلقائيا، ولا يلزم العميل أي إجراء إضافي سوى تحديد نوع اللامينيت في ملاحظات التصنيع.
الفصل بعد التجميع
بعد تجميع SMT والفحص، يجب فصل اللوحات عن مصفوفة panel من دون إتلاف المكونات المثبتة أو وصلات اللحام أو اللوحة نفسها. وتحدد طريقة depaneling في مرحلة تصميم panel؛ أما تغييرها بعد طلب أدوات التجميع فيكون مكلفا ويستغرق وقتا.
الفصل اليدوي - V-Score وTabs
يعتمد على ثني panels المشقوقة بـ V-score أو كسر الوصلات الناتجة عن tab routing يدويا. وهو مناسب للنماذج الأولية والإنتاج المنخفض (<500 قطعة/شهر) عندما لا يكون زمن الدورة حرجا. ويترك V-score حافة خشنة على خط الفصل، بينما يترك tab breakaway نتوءا صغيرا عند كل موضع mouse-bite قد يحتاج إلى تشذيب بقاطع جانبي. ويساعد تدريب المشغلين على توحيد التقنية والحد من انثناء اللوحة ومنع تشقق MLCC بسبب الانحناء الزائد.
الفصل بشفرة pizza-cutter
تتحرك شفرة دائرية دوارة على طول أخاديد V-score لتفصل اللوحات بسرعة وثبات أعلى من الفصل اليدوي. السرعة: 300-500 panel/ساعة. وهذه الطريقة مقتصرة على ألواح V-score ذات خطوط الفصل المستقيمة. كما تحتاج إلى معايرة لمحاذاة الشفرة وفحص منتظم لتآكلها حتى لا تنحرف إلى داخل مساحة اللوحة أو تترك بقايا زائدة من الجسر.
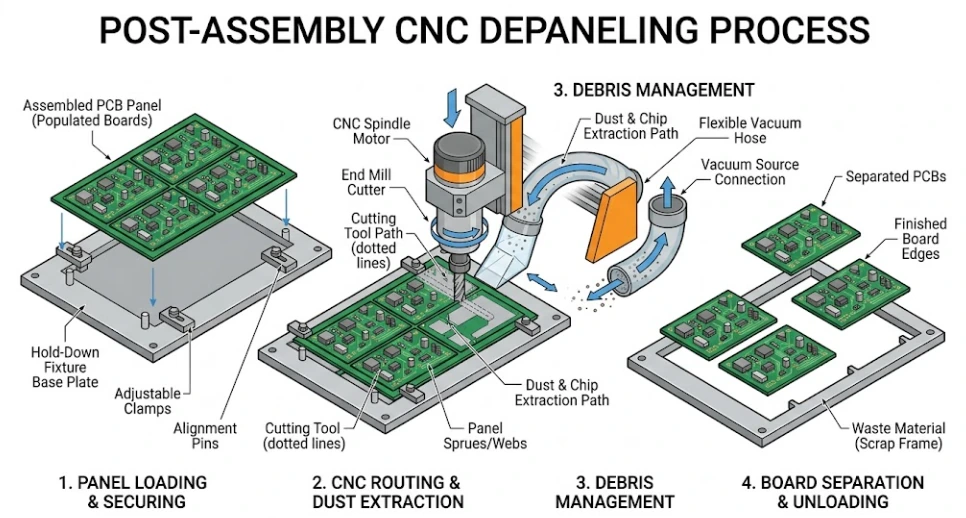
الفصل الآلي باستخدام CNC Router
يوفر routing بعد التجميع أفضل جودة حافة بين الطرق الميكانيكية، ويزيل تماما إجهاد انثناء اللوحة، إذ تقطع الفريزة ما تبقى من tab أو V-score web من دون ثني اللوحة. ويُشتق برنامج routing بعد التجميع من بيانات المحيط نفسها المستخدمة في تصنيع bare board. وهو مطلوب في البرامج عالية الاعتمادية ضمن قطاعات السيارات (IATF 16949) والمعدات الطبية (ISO 13485) والطيران، حيث يكون توثيق التحكم بالعملية شرطا أساسيا. كما تتوفر خدمات depaneling inline لدينا ضمن حلول turnkey PCB assembly.
UV Laser Depaneling بعد التجميع
يمثل أعلى مستوى من جودة الفصل بعد التجميع. إذ يقطع شعاع UV المركز المادة المتبقية في tabs أو V-score من دون تماس فيزيائي، أي من دون اهتزاز أو انثناء أو أي انتقال للإجهاد الميكانيكي إلى اللوحة أو مكوناتها. ومن مزاياه الحاسمة: عدم تعريض MLCC الموضوعة على بعد 0.1-0.2 مم من خط الفصل لأي إجهاد، وعدم توليد اهتزاز قد يسبب تشقق وصلات BGA في الحزم الكبيرة، وعدم وجود تماس ميكانيكي قد يزحزح الموصلات أو وحدات الهوائي غير المحكمة التثبيت. ولهذا يزداد اعتماده في لوحات حساسات ADAS للسيارات (رادار 77 GHz) وفي التجميعات الطبية التي يكون فيها أي فشل ميداني بسبب تشققات اللحام أمرا غير مقبول.
تحسين التكلفة
يعد اختيار طريقة profiling وتصميم panelization من أكثر القرارات تأثيرا في خفض تكلفة الوحدة ضمن إنتاج PCB الكمي. فقرارات الهندسة التي تؤخذ في مرحلة التصميم، لا بعد ذلك، هي التي تحقق أكبر أثر.
لا تنتج ألواح V-score أي هدر ناتج عن routing kerf بين اللوحات؛ فلوحة بقياس 50 × 50 مم على لوح 18 × 24 بوصة تعطي 108 لوحات، مقابل نحو 88 فقط عند ترك مسافات routing CNC. وهذا الفارق البالغ 23% في الاستفادة من المادة ينعكس مباشرة على تكلفة اللامينيت لكل وحدة في الإنتاج الكبير. وعندما يكون شكل اللوحة مستطيلا ولا تكون الناحية الجمالية للحافة حاسمة، فيجب أن يكون V-score الخيار الافتراضي. وإذا كانت هناك تفاصيل صغيرة على الحافة تمنع استخدام V-score الخالص، فقيّم الحلول الهجينة مثل V-score على جانبين متوازيين وCNC routing فقط على الجانبين اللذين يحتويان على خصائص الحافة.
قد يؤدي تعديل محيط اللوحة بمقدار 1-2 مم فقط إلى زيادة عدد اللوحات لكل panel بنسبة 10-20% عندما يكون البعد الحالي أعلى بقليل من حد أحد الكسور القياسية للوح. وفي تشغيل إنتاجي من 10,000 وحدة، قد يلغي ذلك الحاجة إلى panel أو اثنتين كاملتين، ما يوفر في المواد وزمن العملية وكلفة الوحدة. لذلك أرسل محيط اللوحة إلى فريق CAM لدينا في مرحلة مبكرة قبل تثبيت layout النهائي، حتى نقيّم خيارات تحسين panelization بينما لا تزال هناك مرونة في التصميم.
تضيف كل فتحة داخلية زمنا إضافيا إلى plunge routing، يتراوح عادة بين 30 و60 ثانية لكل فتحة بحسب تعقيدها. ويمكن أن تؤدي الفتحات المتعددة المعقدة إلى زيادة زمن routing لكل panel بشكل ملحوظ. لذا كلما أمكن، صمّم نوافذ الوصول للموصلات كأشكال مستطيلة بسيطة، لأنها أسرع في القص من الأشكال الدائرية أو غير المنتظمة، وادمج الفتحات المتجاورة في نافذة أكبر واحدة إذا كان التصميم الميكانيكي يسمح بذلك.
| عامل الكلفة | التأثير | التحسين |
|---|---|---|
| استفادة اللوح | تكلفة المادة المباشرة لكل لوحة | استخدم V-score وحسّن أبعاد اللوحة |
| تعقيد routing | زمن دورة routing لكل panel | بسّط أشكال الفتحات وقلّل عددها |
| Edge plating | عملية طلاء إضافية | حدده فقط حيث يكون مطلوبا وظيفيا |
| Gold finger beveling | خطوة تشغيل إضافية | استخدم الزوايا القياسية 20° / 30° بدلا من الزوايا الخاصة |
| الفصل بالليزر | زمن أعلى لكل لوحة | استخدمه فقط عند الحاجة إلى فصل خال من الإجهاد |
| الفصل بعد التجميع | تكلفة دمج ضمن خط التجميع | طابق الطريقة مع الحجم ومستوى الجودة المطلوب |
شاركنا محيط اللوحة ومتطلبات panel الخاصة بالتجميع خلال مرحلة التسعير الأولية، قبل تثبيت footprint النهائي للوحة. فمهندسو CAM لدينا يقارنون بين عدة ترتيبات array ويقدمون تفصيلا لتكلفة الوحدة لكل خيار، بما في ذلك بدائل V-score وCNC routing عند الحاجة، حتى تتخذ قرارا واعيا مع رؤية كاملة للتكلفة.
الأسئلة الشائعة
انتشار هندسي عالمي
تعتمد فرق الهندسة في قطاعات إلكترونيات المستهلك والسيارات والفضاء والصناعة عبر أربع قارات على APTPCB من أجل فصل دقيق للوحات وتصميم panelization ومعالجات الحواف المتخصصة. كما يسهّل رفع ملفات Gerber عبر الإنترنت ومراجعة DFM في اليوم نفسه والشحن العالمي عمليات الشراء الدولية.
تطلب شركات العتاد الناشئة في Silicon Valley محيطات IoT معقدة عبر CNC routing، بينما تحتاج backplane الخوادم إلى gold finger beveling لبطاقات PCIe Gen5، كما تتطلب avionics الدفاعية فتحات داخلية وcastellation، وتحتاج لوحات الأجهزة الطبية إلى وثائق IPC-A-600 Class 3 والتحقق البعدي بواسطة CMM.
يحتاج موردو Tier-1 الألمان في قطاع السيارات إلى routing دقيق ±0.1 مم للوحات ECU الخاصة بالتركيب داخل الهيكل مع وثائق IATF 16949، بينما يستخدم مصنعو وحدات الاتصالات في المملكة المتحدة castellation لوحدات Wi‑Fi وLTE-M، وتجمع لوحات الأتمتة الصناعية الفرنسية بين فتحات داخلية معقدة ومصفوفات V-score كبيرة الحجم.
يعتمد مصنعو إلكترونيات المستهلك في كوريا الجنوبية وتايوان على الفصل بالليزر للوحات الهواتف الذكية فائقة الرقة ودوائر flex، بينما يستخدم مصنعو المعدات الصناعية اليابانيون routing دقيقا للوحات MCPCB الخاصة بإضاءة LED، وتطلب الشركات الناشئة الهندية في مجال IoT نماذج أولية لوحدات ذات castellation مع مراجعة DFM خلال 24 ساعة.
يطلب مقاولو الفضاء والدفاع في إسرائيل محيطات avionics معقدة مع فتحات داخلية ووثائق جودة حواف وفق IPC-A-600 Class 3، بينما يستخدم مصنعو الإلكترونيات الصناعية في الإمارات والسعودية مصفوفات V-score عالية الحجم للوحات مزودات الطاقة وإدارة الطاقة.
شاركنا بيانات محيط اللوحة وتفضيلات panelization واحتياجات معالجة الحواف وطريقة الفصل المطلوبة وحجم الإنتاج. وسيقوم مهندسو CAM لدينا بمراجعة التصميم وتحسين array من حيث الاستفادة من المواد والتوافق مع التجميع، ثم يعيدون إليك ملاحظات DFM مع عرض السعر خلال يوم عمل واحد.