دليل الهندسة المتقدمة
تجاوز تحديات interconnect عبر advanced manufacturing
إن تصميم لوحة دوائر مطبوعة عالية الكثافة أو مدفوعة بتقنيات AI أو عالية القدرة في بيئات ECAD الحديثة مثل Altium Designer أو Cadence Allegro أو Mentor Xpedition أمر مباشر نسبياً في العالم الرقمي. لكن التحدي الحقيقي يظهر عند تحويل هذا النموذج الرقمي إلى واقع مادي. وبصفتنا advanced PCB manufacturer من المستوى الأول، فإننا نوجّه عملاءنا حول العالم باستمرار عند نقطة التقاطع الحرجة بين المقصود الكهربائي للتصميم وفيزياء التصنيع الميكانيكي. فيما يلي عرض معمق للإرشادات الهندسية التي نعتمدها لضمان توسع عتادكم المتقدم بشكل موثوق.
1. حقيقة High-Density Interconnect (HDI) وmicrovia
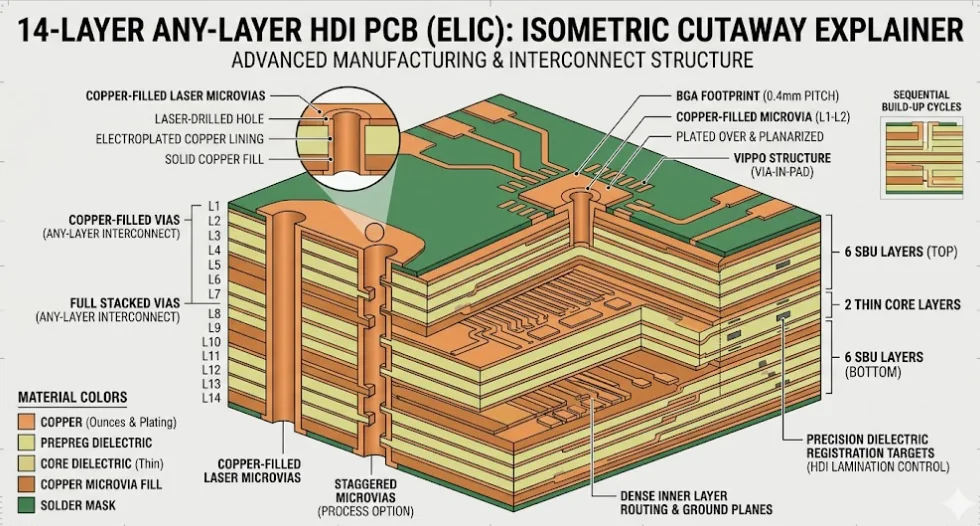
عندما ينتقل المهندسون من التصميمات القياسية through-hole إلى HDI، يتغير النموذج التصنيعي بالكامل. تعتمد HDI على blind وburied microvia تتشكل عادة بواسطة UV/CO2 laser عالية التركيز بدلاً من drills الميكانيكية. ولأن laser لا تستطيع إخراج المخلفات من الطبقات العميقة بكفاءة دون توسيع الفتحة بشكل مفرط، فإن microvia تظل مقيدة بنسبة aspect ratio بين العمق والقطر عند حدود تقارب 0.8:1 إلى 1:1.
ولربط الطبقات الأعمق، مثل توجيه إشارة من Layer 1 إلى Layer 4، يجب أن نستخدم Sequential Lamination. نقوم بكبس core الداخلي، ثم الحفر بالليزر، ثم طلاء النحاس، ثم إضافة prepreg ورقائق نحاس جديدة قبل إعادة الكبس تحت مكابس هيدروليكية عالية الحرارة. تمر لوحة HDI من نوع 3+N+3 بأربع دورات كبس منفصلة وشديدة القسوة. وهذا يخلق تحديات كبيرة في انكماش المواد ومحاذاة الطبقات. في APTPCB نستخدم X-ray targeting في الزمن الحقيقي وlaminates منخفضة CTE عالية الاستقرار لضمان أن laser via بقياس 3 mil تصيب capture pad بقياس 7 mil بدقة كاملة حتى بعد عدة دورات حرارية قاسية.
2. VIPPO وديناميكيات ملء الراتنج في fine-pitch BGA
تعد Via-in-Pad Plated Over (VIPPO)، والمعروفة أيضاً في بعض المناطق باسم POFV (Plated Over Filled Via)، ضرورية للمعالجات عالية السرعة وFPGA وBGA ذات pitch الدقيق. إذا تُركت via داخل pad من دون تعبئة، فإن solder paste المطبقة خلال عملية تجميع SMT ستنجذب حرفياً إلى داخل الفتحة بفعل الخاصية الشعرية. وهذا يسبب تجويعاً في وصلة BGA solder joint، ما يؤدي إلى open circuit قاتلة أو رابطة ميكانيكية ضعيفة تنهار تحت الاهتزاز التشغيلي.
تستخدم عملية VIPPO لدينا vacuum plugging machines متخصصة لحقن epoxy صلبة بالكامل داخل via barrel، ما يمنع أي outgassing أو ظاهرة pop-corning خلال حرارة reflow العالية. وبعد معالجة epoxy، تقوم planarization machines عالية الدقة بتسوية اللوحة بالكامل قبل طلاء cap نحاسي نهائي فوق via. نحن نوفر epoxy غير موصلة وهي المعيار الصناعي مع توافق ممتاز في CTE، كما نوفر epoxy موصلة من الفضة أو النحاس لتعزيز النقل الحراري والكهربائي.
3. Heavy copper الشديد وفيزياء تعويض النقش
تتطلب إلكترونيات القدرة، ولا سيما في قطاع EV والعواكس الشمسية والروبوتات الصناعية، Heavy Copper PCB تحمل 3 oz أو 4 oz أو حتى 10 oz من النحاس في كل طبقة. القانون التصنيعي الأساسي هنا هو "Etch Factor". فعند نقش النحاس السميك كيميائياً إلى الأسفل، يهاجم الحمض الجوانب أفقياً بشكل لا مفر منه، ما ينتج مقطعاً شبه منحرف للمسار.
إذا صممتم تباعداً مقداره 5 mil بين مسارين من نحاس 4 oz، فإن تصنيع ذلك يصبح مستحيلاً عملياً، لأن الحمض لن يفتح الفجوة من دون over-etching وتدمير المسارات بالكامل. يطبق مهندسو CAM لدينا قواعد صارمة لـ "Etch Compensation". فنحن نوسّع المسارات بشكل محسوب في بيانات CAD بحيث يطابق المسار الفعلي بعد undercut الكيميائي المقصود التصميمي تماماً. وفي heavy copper نفرض قواعد أوسع بكثير للمسارات والتباعد ونستخدم prepreg عالية المحتوى من resin مثل النسج 106 أو 1080 لملء الأخاديد الكبيرة بين المسارات السميكة بالكامل ومنع الفراغات العازلة التي قد تؤدي إلى فشل CAF (Conductive Anodic Filament).
4. سلامة الإشارة والمعاوقة المضبوطة لقنوات 112G PAM4
لا يتعلق التصنيع المتقدم فقط بجعل الأشياء أصغر حجماً، بل بجعلها نقية كهربائياً أيضاً. ففي بروتوكولات حديثة مثل PCIe Gen5 و400G Ethernet وقنوات 112G PAM4 SerDes، يؤدي أي عدم تطابق بسيط في المعاوقة إلى انعكاسات تدمر eye diagram. وبينما تتحمل اللوحات القياسية تبايناً في المعاوقة يصل إلى ±10%، فإن التطبيقات المتقدمة عالية السرعة تحتاج إلى سماحية صارمة تبلغ ±5%.
نحقق هذا المستوى من التحكم في المعاوقة ±5% عبر ثلاثة محاور حاسمة:
1. تجانس المواد: نستخدم أقمشة spread-glass مثل 1067 أو 1035 لإزالة fiber-weave skew، ونستخدم رقائق نحاس HVLP (Hyper Very Low Profile) لتقليل خسائر skin effect عند الترددات العالية.
2. المحاكاة المتقدمة: نعتمد على Polar Si9000 field solvers مع احتساب السمك المضغوط الفعلي للعازل بعد تدفق resin أثناء الكبس، وليس مجرد أرقام datasheet الخام.
3. التحقق العملي: نضع TDR (Time-Domain Reflectometry) coupons على هوامش كل panel إنتاج ونقيس المعاوقة فعلياً قبل أن تغادر اللوحات مصنعنا.
5. الإدارة الحرارية لعتاد AI وخوادم المؤسسات
مع ازدياد كثافة NPU ووحدات HBM على لوحات AI الأم ولوحات الحوسبة (算力PCB)، يصبح استخراج الحرارة هو العامل المحدد للأداء. تعد FR-4 مادة عازلة حرارياً. ولمواجهة ذلك نطبق تقنيات advanced thermal management. وإلى جانب مصفوفات thermal via التقليدية، نقدم Embedded Copper Coin بأشكال U-Coin وT-Coin وI-Coin مضغوطة مباشرة داخل PCB. يوفر ذلك مساراً معدنياً صلباً من die المولدة للحرارة إلى الشاسيه أو إلى liquid cold-plate، مع موصلية حرارية أعلى بعدة مراتب من via المطلية التقليدية.
6. أفضل ممارسات تصميم rigid-flex
تمثل لوحات rigid-flex قمة التكامل الكهروميكانيكي. ولضمان أن يتحمل تصميم rigid-flex عدد دورات الانحناء المستهدف، يجب دائماً توجيه المسارات بشكل عمودي على خط الانحناء. وتجنبوا وضع via أو plated through-hole داخل منطقة flex أو قرب خط الانتقال rigid-to-flex. وأخيراً استخدموا أشكال "teardrops" عند اتصال المسارات بالـ pad على طبقات flex لمنع تشقق الإجهاد. ويجري فريقنا الهندسي مراجعة ميكانيكية شاملة لأنصاف أقطار الانحناء وmaterial stack-up قبل دخول أي flex circuit إلى الإنتاج.