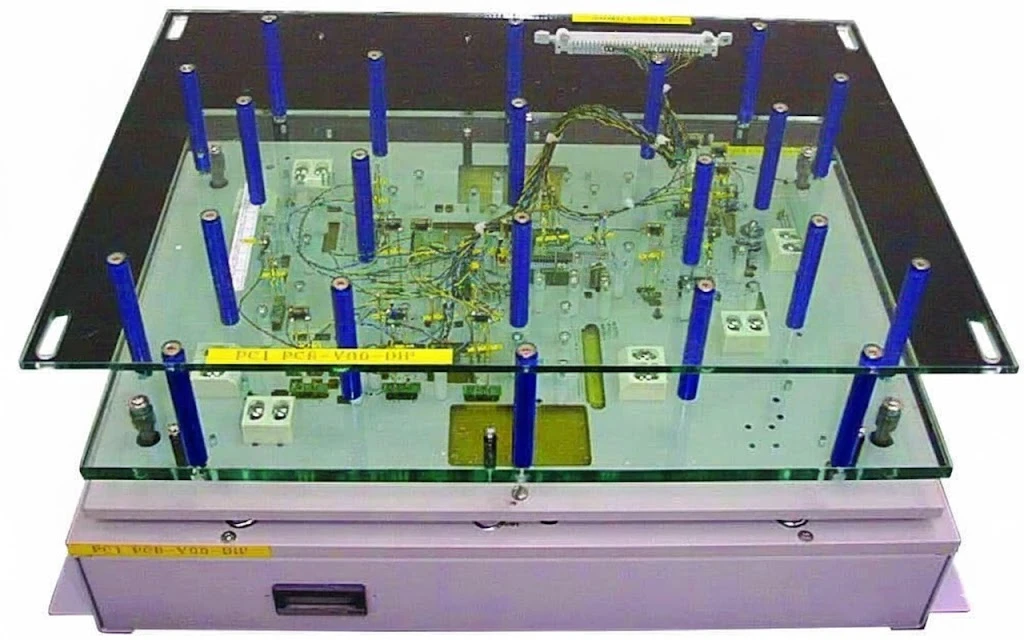
أداة لحام الموجة (تُعرف أيضًا بمنصة اللحام الموجي) هي حامل مُصمم حسب الطلب لنقل لوحات الدوائر المطبوعة (PCB) فوق موجة من اللحام المصهور مع حماية مكونات تقنية Surface Mount Technology (SMT) الحساسة. هذه المقدمة لتركيبات اللحام الموجي تغطي المتطلبات الهندسية الأساسية لحماية المكونات السفلية، ودعم الركائز المرنة، وضمان استقرار حراري خلال اللحام عند 260 °م. من خلال ضبط سمك الجدران وزوايا الشطب بدقة، يتجنب المصنعون عيوبًا مثل التظليل والجسور.
استنتاجات سريعة
- الوظيفة الأساسية: تعزل التركيبات الجزء السفلي من مكونات SMT (المثبتة بالغراء) عن الموجة وتُظهر في الوقت نفسه أطراف Through-Hole Technology (THT) ليتم لحامها.
- المعيار المادي: التركيبات عالية الجودة تستخدم CDM (مادة Delmat المركبة) أو Durostone، القادرة على تحمل 280–300 °م لفترات قصيرة دون تشويه.
- المقياس الحرج: يجب أن لا تقل سماكة الجدار بين وسادة اللحام وجدار التركيبة عن ≥ 0.50 مم (الهدف 1.0 مم) حتى لا ينكسر.
- قاعدة التباعد: حافظ على تباعد 3.0 إلى 5.0 مم حول وسادات THT لضمان تدفق اللحام ومنع تأثير الظل.
- نصيحة التحقق: أجرِ دائمًا «اختبار الملاءمة» على لوحات نموذجية قبل أول تشغيل إنتاجي للتأكد من عمق الجيوب.
- الاعتقاد الخاطئ: التركيبات السميكة ليست الأفضل دائمًا؛ تركيبة بسماكة > 10 مم قد تمتص كثيرًا من الحرارة ما يُسبب وصلات لحام باردة.
- قاعدة القرار: إذا كان سمك اللوحة < 1.0 مم أو كانت لوحة PCB صلبة مرنة، فالمركب ضروري لتجنب الترهل.
ماذا يعني هذا فعلاً (النطاق والحدود)
في سياق تجميع PCB (PCBA)، لا تُعد أداة لحام الموجة مجرد حامل؛ بل إنها درع حراري ومثبت ميكانيكي. عندما تحتوي اللوحة على مكونات SMT وTHT معًا، يجب حماية المكونات السفلية (جانب اللحام) من موجة اللحام المصهور وإلا ستُغسل أو تتسبب في دوائر قصيرة.
ثلاثة حدود فيزيائية يجب فهمها:
- التحكم في المحور Z: يجب أن يبقي التركيب اللوحة مسطحة. الألواح التي تقل سماكتها عن 1.2 مم قد تهبط بسبب الجاذبية والحرارة، لذا تُستخدم مقابض للحفاظ على التسطيح ضمن 0.2 مم.
- الكتلة الحرارية: يضيف جسم التركيب كتلة حرارية. إذا كان ثقيلًا جدًا، فإنه يسرق الحرارة من دبابيس THT، ما يستلزم تسخينًا أعلى أو إعادة ضبط سرعة الناقل.
- ديناميكية الموائع: تُشكل الجدران اضطرابًا في موجة اللحام. إذا كانت شديدة الانحدار أو قريبة جدًا من الوسادة، فلن يتدفق اللحام إلى الفتحة (تأثير الظل).
يجب على المهندسين موازنة الصلابة مع تدفق اللحام؛ فتراكيب واسعة جدًا يمكن أن تُشوه اللوحة، وتراكيب ضيقة جدًا قد تفوت اللحام.
المقاييس المهمة (كيفية تقييمها)
لضمان أداء التركيب في بيئة الإنتاج الضخم، يجب التحقق من معايير قابلة للقياس.
الجدول 1: خصائص المواد والميكانيكا
| المقياس | النطاق المقبول | سبب الأهمية |
|---|---|---|
| درجة حرارة التشغيل | 260 °م (مستمر) / 300 °م (قصير) | يمنع انفصال الطبقات خلال دورة الموجة. |
| مقاومة السطح | $10^5$ إلى $10^9$ $\Omega$/مربع | يضمن حماية ESD ويُبعد التفريغ الساكن عن الدوائر الحساسة. |
| تحمل التسطيح | $\pm 0.10$ مم على 300 مم | يمنع فيضان اللحام إلى المناطق المحجوبة. |
| أعمار الخدمة | > 10,000 دورة | يُحدد العائد؛ المواد الرخيصة تتلف بعد 500–1000 دورة. |
| الكثافة | 1.85 – 1.95 جم/سم³ | تؤثر في الكتلة الحرارية وسرعة امتصاص الحرارة. |
| امتصاص الماء | < 0.20% | يمنع تمدد الرطوبة وتأثير «الفشار». |
الجدول 2: معايير التصميم وعتبات الخلوص
| الخاصية | الحد الأدنى | الموصى به | خطر الفشل |
|---|---|---|---|
| سمك الجدار (الأضلاع) | 0.8 مم | 1.5 مم | الجدران الأقل من 0.8 مم تتشقق خلال التنظيف أو المناولة. |
| خلوص وسادة اللحام | 2.0 مم | 4.0 مم | الخلوص الأقل من 2.0 مم يسبب «تظليل» (تخطي اللحام). |
| عمق الجيب | ارتفاع المكون + 0.5 مم | ارتفاع المكون + 1.0 مم | العمق غير الكافي يسحق مكثفات SMT. |
| زاوية الشطب | 30° | 45° | الزوايا الحادة تعيق التدفق؛ الزاوية 45° تدعم تدفقًا سلسًا. |
| دعم حافة اللوحة | 2.0 مم | 3.0 مم | أقل من 2.0 مم قد يسمح بخروج اللوحة من التركيب. |
| ضغط الإحكام | — | مشابك نابضية | المشابك الصلبة قد تشوه اللوحة عند التمدد. |
كيفية الاختيار (دليل سيناريو)
تعتمد التكوينات المناسبة على تقنية اللوحة وحجم الإنتاج؛ اتبع قواعد القرار هذه.
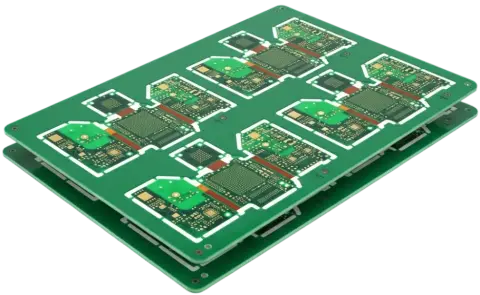
الشكل 1: لوحات Rigid-Flex تحتاج تركيبات خاصة لدعم الأجزاء المرنة أثناء اللحام.
- إذا كان الحجم < 500 وحدة، اختر منصة قابلة للتعديل أو تركيبة FR4 اقتصادية (إذا سمح التحمل الحراري).
- إذا كان الحجم > 5000 وحدة، اختر Durostone/CDM مع دعائم من التيتانيوم للصمود في الإنتاج الكثيف.
- إذا كانت اللوحة Flex PCB أو Rigid-Flex، اختر تركيبة بدعم كامل ومشابك مغناطيسية للحفاظ على استواء المنطقة المرنة.
- إذا كانت هناك مكونات ثقيلة (محولات > 50 جم)، اختر تركيبة مع دبابيس محاذاة علوية لمنع الحركة.
- إذا كانت مكونات THT أقل من 3 مم من SMT، اختر إدخالات تيتانيوم (جدران رفيعة) بدلًا من CDM القياسي.
- إذا كان سمك اللوحة < 1.0 مم، اختر تركيبة «غطاء علوي» لاحتجاز اللوحة ومنع اعوجاجها.
- إذا يُستخدم فلوكس حمضي، اختر تركيبة بطبقة تفلون أو سطح محكم لمقاومة التآكل الكيميائي.
- إذا توفرت اللحام الانتقائي، اختر تجاوز التركيبة الموجية للألواح عالية الكثافة لتجنب الصدمة الحرارية.
- إذا كانت اللوحة بحاجة إلى طلاء مطابق لاحقًا، اختر شرائط تغطية على التركيبة للحفاظ على نظافة حواف الإطار (غالبًا ما يُعالج منفصلًا).
- إذا كانت حساسية ESD من الفئة 0 (< 250 فولت)، اختر مادة معتمدة لتبديد الشحنة ضمن المجال ($10^6$–$10^9$ $\Omega$).
نقاط تفتيش التنفيذ (من التصميم إلى التصنيع)
نظام منضبط من 10 خطوات، بدءًا من بيانات Gerber إلى منصة جاهزة للإنتاج.
تحليل البيانات (Gerber & BOM):
- الإجراء: رتب طبقة SMT السفلية فوق طبقة الحفر.
- التحقق: حدد دبابيس THT التي تقع ضمن 3.0 مم من وسادات SMT.
التحقق من ارتفاع المكونات:
- الإجراء: قس أعلى مكون في الجانب السفلي (عادةً موصل أو مكثف).
- التحقق: تأكد أن عمق الجيب = الجزء الأعلى + 0.5 مم.
محاكاة الملف الحراري:
- الإجراء: قدر الكتلة الحرارية المضافة من التركيب.
- التحقق: تأكد أن مدة تلامس الموجة لا تتجاوز 5 ثوانٍ لتعبئة البرميل.
تصميم الشطب:
- الإجراء: طبق شطب 45° على جميع فتحات اللحام من جهة تدفق اللحام.
- التحقق: تحقق من ألا يقل عرض الجدار الداعم عن 0.8 مم.
قنوات تهوية الغاز:
- الإجراء: صمم قنوات أسفل التركيب.
- التحقق: تأكد من خروج غازات الفلوكس لتجنب الفراغات.
وضع المشابك:
- الإجراء: ضع مشابك قابلة للدوران على المناطق الخالية من المكونات.
- التحقق: تأكد من عدم تداخلها مع فوهة الموجة أو أصابع الناقل.
التصنيع باستخدام الحاسب الآلي:
- الإجراء: قم بتشكيل التركيب من مادة مركبة مقاومة للكهرباء الساكنة.
- التحقق: تأكد من دقة الأبعاد إلى ±0.05 مم.
التنظيف بعد التصنيع:
- الإجراء: نظف بالموجات فوق الصوتية لإزالة الأتربة والزيوت.
- التحقق: يجب أن يكون السطح خاليًا من الشوائب التي قد تسقط في حوض اللحام.
فحص الملاءمة (تشغيل تجريبي):
- الإجراء: أدخل لوحًا مليئًا (مع SMT) في التركيب.
- التحقق: لا توجد اعوجاجات؛ اللوحة مستوية؛ المشابك تعمل بثبات.
الفحص الأول (FAI):
- الإجراء: مرر لوحًا واحدًا عبر الموجة.
- التحقق: فحص التخطي (التظليل) والجسور. تأكد من الالتزام بمعايير IPC-A-610 للفئة 2 أو 3.
الأخطاء الشائعة (والتصحيح المناسب)
حتى مع وجود تصميم قوي، تظهر أخطاء تشغيلية. إليك أكثر الأخطاء شيوعًا في هندسة التركيبات الموجية.
الخطأ 1: سماكة الجدار غير كافية
- التأثير: تتشقق الجدران بين الجيوب بعد نحو 50 دورة.
- الحل: استخدم إدخالات التيتانيوم إذا كانت السماكة أقل من 1.0 مم.
- التحقق: فحص بصري للشقوق كل 100 دورة.
الخطأ 2: تجاهل التمدد الحراري (CTE)
- التأثير: تنحني اللوحة أو تقفز من التركيب عند 260 °م.
- الحل: اترك فجوة 0.2–0.4 مم حول الحواف للتمدد.
- التحقق: تحقق مما إذا كانت اللوحة تنقلب قليلًا عند التبريد.
الخطأ 3: تأثير التظليل
- التأثير: لا يصل اللحام إلى الوسادة خلف الجدار الحاد.
- الحل: وجه صفوف THT موازية للموجة أو زد الخلوص إلى 5.0 مم.
- التحقق: استخدم أشعة سينية أو فحص بصري للتأكد من ملء البرميل.
الخطأ 4: حبس الفلوكس
- التأثير: يتراكم الفلوكس في الجيوب، ما يؤدي لتآكل أو حرائق.
- الحل: صمم قنوات تصريف ونظف التركيبات باستمرار.
- التحقق: افحص الجيوب يوميًا لوجود بقايا لزجة.
الخطأ 5: ضغط مفرط
- التأثير: تشوه اللوحة عند التبريد؛ تتشقق المكثفات السيراميكية.
- الحل: استخدم مشابك نابضية بقطعة Z محدودة.
- التحقق: تأكد من توسع اللوحة أفقيًا تحت الضغط.
الخطأ 6: استخدام FR4 عام لأحجام كبيرة
- التأثير: يفقد التركيب استوائه بعد 500 دورة.
- الحل: انتقل إلى CDM/Durostone لأحجام > 1000.
- التحقق: قس التسطيح شهريًا.
الخطأ 7: سد تدفق الهواء قبل التسخين
- التأثير: تظل الجهة العلوية باردة؛ يقل تماسك اللحام.
- الحل: أضف فتحات تهوية للمناطق الصلبة.
- التحقق: استخدم ملفًا حراريًا للتحقق من درجة حرارة التسخين المسبق (100–120 °م).
الخطأ 8: الزوايا الحادة في الجيوب
- التأثير: تركّز الإجهاد ويسبب تشققات.
- الحل: اضمن نصف قطر ≥ 1.0 مم في جميع الزوايا الآلية.
- التحقق: راجع مسارات أدوات CNC.
الأسئلة المتداولة (التكلفة، الوقت، المواد، الاختبار، القبول)
1. ما مهلة التسليم لتركيبات مخصصة؟ الوقت القياسي هو 3–5 أيام عمل بعد الموافقة على ملفات Gerber. التركيبات المعقدة بالإدخالات أو الأغطية العلوية قد تستغرق 5–7 أيام. يمكن أن تُنجز الخدمات المعجلة خلال 24–48 ساعة.
2. ما التكلفة المتوقعة للتركيبات؟ التكلفة تعتمد على الحجم والتعقيد:
- تركيبة FR4 بسيطة: 150–300 دولارًا أمريكيًا.
- تركيبة CDM/Durostone قياسية: 350–600 دولار.
- تركيبة معقدة بإدخالات التيتانيوم: 800 دولار فأكثر.
3. متى يجب استبدال التركيب؟ استبدل عند:
- تآكل أو تقشر الجدران.
- انحراف التسطيح أكثر من 0.2 مم.
- خروج مقاومة السطح من نطاق ESD الآمن ($> 10^{11}$ Ω).
- ظهور تقشر أو تآكل الراتنج.
4. هل يمكن استخدام التركيب لعدة مراجعات؟ فقط إذا ظل توزيع SMT السفلي ومواضع THT متطابقين. حتى تغيير 0.5 مم قد يُسبب تعارضًا. المنصات العامة متوفرة لكن الحماية أقل من التركيبات الخاصة.
5. ما البيانات المطلوبة للتصميم؟ يحتاج المصنعون إلى:
- ملفات Gerber (Paste, Solder Mask, Drill, Outline).
- BOM للتحقق من ارتفاعات المكونات.
- ملف XY Centroid (بيانات Pick-and-Place).
- نموذج فعلي مكتمل للتحقق النهائي من الملاءمة.
6. كيف يؤثر التركيب على ملف الموجة؟ يمتص حرارة. عادة ما تحتاج إلى:
- إضافة 15–30 ثانية إلى وقت التسخين المسبق.
- رفع درجة حرارة وعاء اللحام قليلًا (مثلاً من 255 إلى 260 °م).
- التحقق من الملف باستخدام محاكي مثبت على التركيب.
7. ما الفرق بين تركيبة «الموجة الانتقائية» و«القياسية»؟ التركيبات القياسية تعرض جميع مكونات THT لموجة واسعة. التركيبات الانتقائية (مرتبطة بـ اللحام الانتقائي) نادرًا تُستخدم؛ بدلاً من ذلك تُوظف فوهة صغيرة للحام نقاط معينة دون تركيب. لكن المصطلح يشير أحيانًا إلى منصات تُغطّي 90% من اللوح في آلة موجة عادية.
8. كيف تتحقق من التركيب قبل الإنتاج؟
- اختبار الملاءمة: راجع وجود أي تداخل مع SMT.
- اختبار التسرب: مرر التركيب عبر الموجة باستخدام ورق حراري أو لوح وهمي لضمان عدم دخول اللحام للمناطق المحجوبة.
- اختبار ESD: قِس مقاومة السطح.
المسرد (المصطلحات الرئيسية)
| المصطلح | التعريف |
|---|---|
| CDM (Composite Delmat Material) | بلاستيك مُقوى بالألياف لبيئات لحام عالية الحرارة؛ مقاوم للمواد الكيميائية والحرارة. |
| Durostone | اسم علامة تجارية يُستخدم عمومًا لوصف مواد لوحات قوية مدعمة بالألياف الزجاجية. |
| التظليل | عيب يمنع التدفق من الوصول للوسادة، مما يتركها غير ملحومة. |
| الجسور | وصلات كهربائية غير مرغوب فيها بسبب فائض اللحام. |
| الشطب | قطع بزاوية (عادة 45°) لتحسين تدفق اللحام وتقليل الاضطراب. |
| الضغط المستمر | مشبك ميكانيكي أو قفل يثبت اللوحة ويضمن بقاءها مستوية. |
| إدخال التيتانيوم | تقوية معدنية تُستخدم عندما تتطلب الجدران الرقيقة خلوصًا ضيقًا. |
| فخ التدفق | جيب سيئ التصميم حيث يتجمع الفلوكس ما يسبب مشاكل تنظيف وتآكل. |
| نسبة العرض إلى الارتفاع | عمق الجيب ÷ عرض الفتحة؛ القيم العالية تُصعب اللحام. |
| الفيضانات | عندما يفيض اللحام على مناطق SMT المحمية بسبب تشوه. |
| المقوِّم | شريط معدني يُثبت على الحواف لدرء الانحناء على المسافات الطويلة. |
| وسادة السرقة | وسادة على اللوحة أو التركيب تُسحب بها الفائض من اللحام لتجنب الجسور. |
الخاتمة (التالي)
إتقان مرحلة مقدمة تركيبات اللحام الموجي أساس لتجميع عالي الجودة. التركيب المصمم بشكل جيد يحمي PCBA، يضمن وصلات لحام متسقة، ويمدد عمر عملية التجميع. عبر الالتزام بالمعايير — سماكة 1.5 مم للجدار، خلوص 0.5 مم، وتقييم حراري دقيق — يمكن تجنب إعادة العمل المكلفة.
للتجميعات المعقدة التي تشمل High Density Interconnect (HDI) أو لوحات متعددة التقنيات، التعاون المبكر مع شركاء التجميع ضروري. تأكد من أن حزمة البيانات تحتوي على ارتفاعات دقيقة ومناطق ممنوعة واضحة.
هل أنتم جاهزون لتحسين عملية اللحام الموجي؟ تواصلوا مع فريق الهندسة لدينا للحصول على مراجعة DFM أو لتقدير تكلفة التركيب المخصص التالي.