Инженерный whitepaper APTPCB
Глубокий разбор: физика и термодинамика передового изготовления PCB
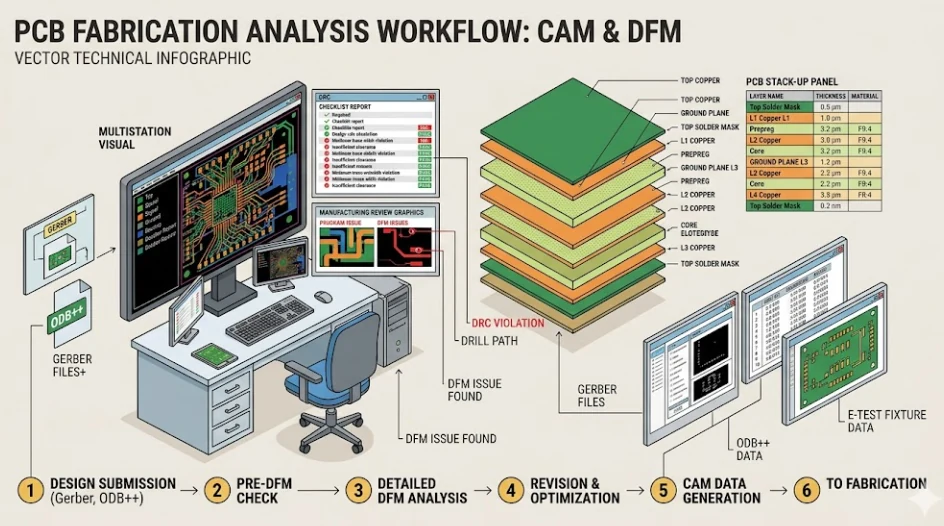
Для технических архитекторов и lead hardware engineer стандартных определений PCB недостаточно. Понимание физико-химической реальности производственного участка позволяет проектировать платы, которые доводят плотность до предела без потери yield. Ниже приведен строгий технический разбор критически важных процессов, выполняемых на производстве APTPCB.
1. Пределы фотолитографии и динамика разрешения LDI
Традиционное формирование рисунка PCB опирается на пленочные master на Mylar и широкополосный коллимированный UV-свет. Этот процесс фундаментально ограничен расширением пленки из-за температуры и влажности, а также дифракцией света, которая подрезает resist. В APTPCB мы полностью заменили это на Laser Direct Imaging (LDI). Наши LDI-системы используют UV-лазерный полигональный сканер 355 nm. Машина считывает fiducial на реальной медной панели и в реальном времени масштабирует изображение ODB++ перед экспонированием. Такое динамическое масштабирование компенсирует нелинейные размерные изменения core FR-4 после предыдущих этапов травления. Именно так мы стабильно достигаем разрешения 3 mil (75 μm) trace/space и удерживаем строгую регистрацию ±1.0 mil, необходимую для Any-Layer HDI via stacking, полностью устраняя риск annular ring breakout в BGA-зонах с шагом 0.4 mm.
2. Гидродинамика при copper plating с высоким aspect ratio
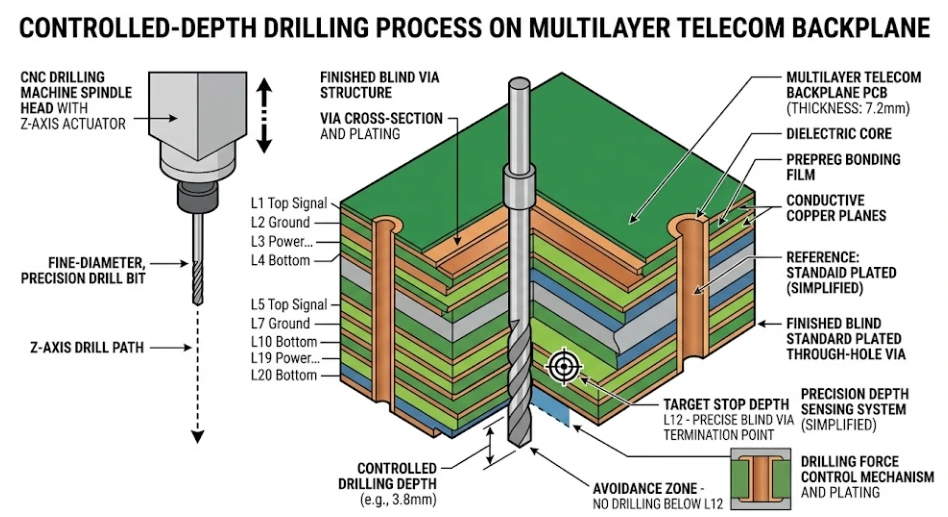
Равномерное осаждение меди внутри просверленного отверстия - самый критичный фактор надежности PCB. Aspect Ratio (AR) - это отношение толщины платы к диаметру отверстия. Когда толщина платы растет, например до 6.0 mm у telecom backplane, а размер via уменьшается до 0.3 mm, AR взлетает до 20:1.
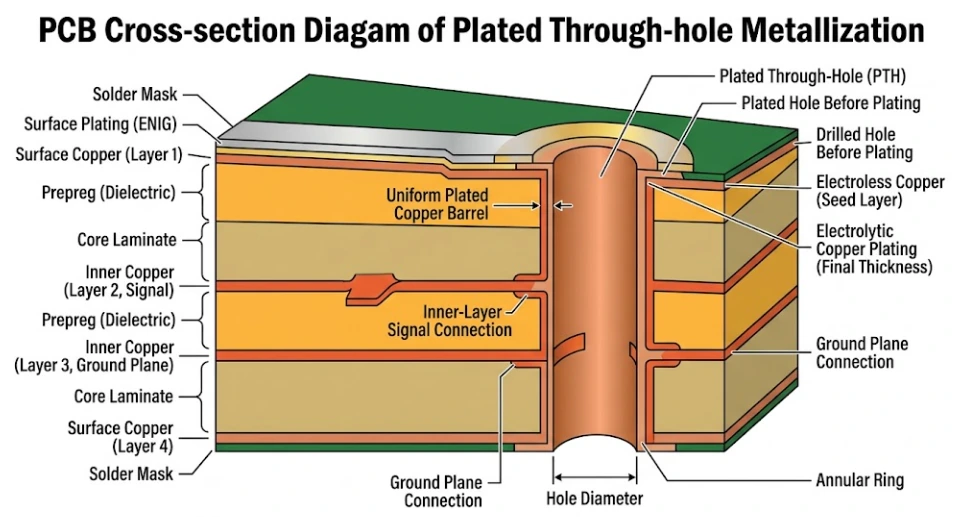
При стандартной электрохимической металлизации на постоянном токе (DC) плотность электрического поля естественным образом концентрируется на острых 90-градусных краях входа в отверстие. Это вызывает массивное наращивание меди на поверхности (dog-boning), в то время как центр via barrel испытывает дефицит медных ионов. В результате формируется тонкая и хрупкая стенка barrel, которая треснет от термошока при пайке волной.
APTPCB устраняет это с помощью Pulse-Reverse Electroplating. Наши выпрямители подают прямой импульс длительностью в миллисекунды для осаждения меди, за которым сразу следует мощный обратный импульс для anodic stripping. Поскольку электрическое поле сильнее всего у поверхности, обратный импульс снимает избыток меди у входа в отверстие, оставляя глубокий barrel intact. Повторяя такую форму волны, мы заставляем plating chemistry проникать глубоко в капилляр и гарантируем равномерную толщину медного barrel 20-25 μm сверху донизу, полностью соответствуя жестким требованиям IPC-6012 Class 3 / 3A для aerospace.
3. Реология смолы и цикл ламинационного пресса
Ламинация - это не просто плавление клея; это сложная реакция термореактивного полимера. B-stage prepreg должен пройти через жидкую фазу с минимальной вязкостью расплава, чтобы заполнить промежутки между вытравленными медными дорожками, а затем полностью сшиться в твердый полимер C-stage.
Если скорость нагрева слишком высока, смола полимеризуется до полного удаления воздуха, запирая микропузырьки, которые позже вызовут короткие замыкания Conductive Anodic Filament (CAF). Если подъем температуры слишком медленный, смола вытечет к краям панели и оставит центр без достаточного количества диэлектрика, что вызовет фатическое падение импеданса. APTPCB использует вакуумно-гидравлические прессы с динамическим нагревом термомаслом. Наши CAM-инженеры рассчитывают точную плотность меди вашего дизайна, чтобы построить индивидуальный профиль давления и температуры. Мы удерживаем стек под глубоким вакуумом для удаления летучих компонентов и точно управляем реологическим окном, обеспечивая однородную и бездефектную диэлектрическую матрицу даже на heavy-copper силовых платах 3 oz и выше.
4. Sequential Build-Up (SBU) для Any-Layer HDI
Стандартные многослойные платы проходят один цикл ламинации. Однако High-Density Interconnect (HDI) в смартфонах и AI-ускорителях требует Sequential Build-Up (SBU). Плата 10-layer типа "Any-Layer ELIC" не прессуется один раз; она строится слой за слоем.
Сначала изготавливается, сверлится и металлизируется core. Затем снаружи ламинируется слой диэлектрика и медной фольги. UV-лазер формирует microvia до core. Этот via заполняется медью и планаризуется (VIPPO). Затем добавляется следующий слой, и процесс повторяется. Структура 3+N+3 требует четырех отдельных циклов ламинации, четырех установок сверления и четырех циклов plating. Это экспоненциально увеличивает время производства и многократно подвергает внутренний core высоким температурам. Поэтому APTPCB строго использует для всех SBU-сборок высокостойкие материалы с высоким Tg и низким CTE по оси Z, такие как Isola 370HR или Megtron 6, чтобы базовые via не растрескались на финальном цикле прессования.
5. Метрология импеданса и компенсация травления
Hardware engineer проектируют дорожки 50Ω по теоретическим геометрическим моделям. Однако физическая реальность щелочного травления в том, что дорожки не являются идеальными прямоугольниками; они получаются трапециевидными из-за подрезания photoresist травителем.
Чтобы ваша плата физически совпадала с моделями Polar Si9000, APTPCB выполняет динамическую Etch-Factor Compensation. Если вам нужна дорожка 4.0 mil на меди 1 oz, наше CAM-ПО экспонирует дорожку 4.5 mil в photoresist. Пока панель проходит через etcher, подрезание на 0.5 mil уменьшает дорожку ровно до 4.0 mil у основания. Кроме того, мы учитываем, что давление ламинации вдавливает смолу prepreg в соседние медные зазоры, изменяя итоговую толщину диэлектрика (H). Тщательно контролируя эти физические переменные, мы стабильно достигаем допуска импеданса ±5% для PCIe Gen 5 и Ethernet 112G, подтвержденного Time Domain Reflectometry (TDR) до отгрузки.