В чем разница между PCB depaneling и PCB profiling?
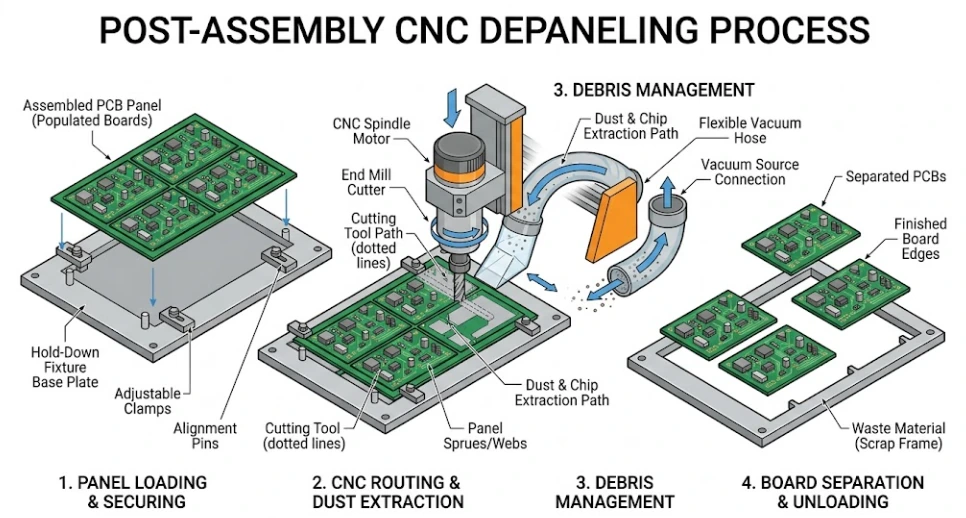
PCB profiling означает резку контура платы на этапе bare-board fabrication — то есть формирование окончательного периметра из более крупной производственной панели. PCB depaneling относится именно к отделению отдельных плат от panel array, который уже был собран и пропаян как единое целое. Оба процесса используют одинаковые методы, такие как CNC routing, V-score и лазер, но profiling происходит при изготовлении bare board, а depaneling — после сборки. В повседневной речи эти термины часто используют как взаимозаменяемые, но в производственном контексте это разные этапы с разными требованиями к качеству: depaneling после сборки требует бесстрессовых методов, чтобы не повредить паяные соединения.
Какие методы депанелизации PCB вы предлагаете?
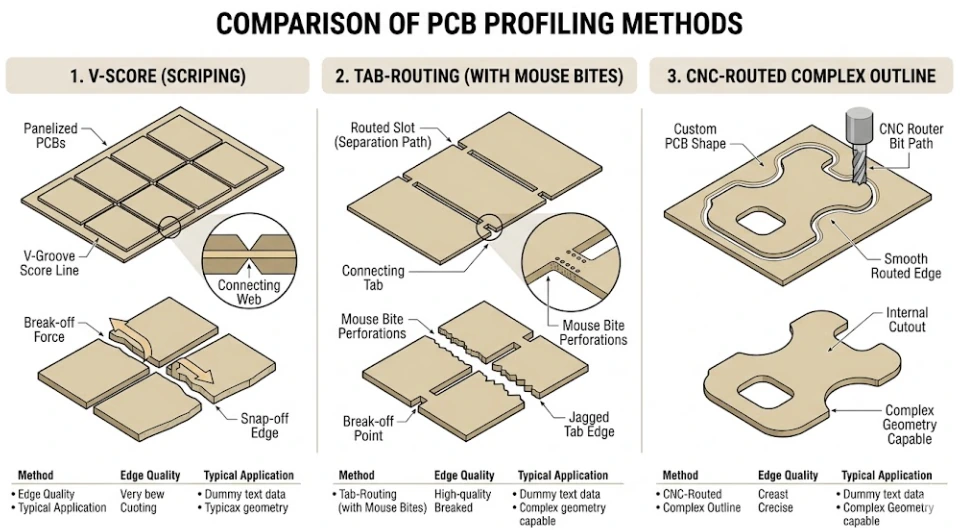
Мы предлагаем пять методов сингуляции PCB: (1) CNC routing — любая форма, точность ±0.1 мм, подходит для всех материалов; (2) V-score / V-cut — только прямые линии, максимальное использование панели и минимальная стоимость для прямоугольных плат; (3) tab routing с отверстиями mouse-bite — любая форма при сохранении удержания в панели во время SMT; (4) UV laser depaneling — без механического стресса, точность ±0.05 мм, обязателен для flex и тонких плат; (5) punch / die cut — для высокообъемной сингуляции flex PCB. Во время DFM review мы рекомендуем оптимальный метод с учетом геометрии, материала, объема производства и требований сборки.
Что такое V-score (V-cut) PCB и как это работает?
V-score, также называемый V-cut или V-groove, — это метод разделения панели, при котором вращающееся лезвие формирует V-образную канавку с обеих сторон PCB-панели вдоль будущей линии отделения платы. Лезвие не прорезает материал полностью, а оставляет остаточную перемычку толщиной 0.3-0.5 мм, удерживающую платы вместе во время SMT-сборки. После сборки платы отделяются приложением изгибающего усилия вдоль линии надреза, и остаточная перемычка чисто ломается. V-score — самый экономичный метод для прямоугольных плат, поскольку между ними не нужен зазор, в отличие от CNC routing, который удаляет kerf 1.6-2.4 мм. V-score ограничен прямыми линиями разделения и требует ≥0.5 мм отступа компонентов от центра канавки.
Что такое отверстия mouse-bite при PCB tab routing?
Отверстия mouse-bite, также называемые stamp hole или breakaway perforation, представляют собой ряд небольших неметаллизированных сквозных отверстий, обычно диаметром 0.5-0.6 мм и с шагом 0.75-1.0 мм, просверленных вдоль линии будущего отделения на PCB-панели с tab routing. Эти отверстия располагаются внутри соединительного tab шириной 2.0-3.0 мм, удерживающего плату на panel rail. После сборки, когда плату отделяют от панели, ряд отверстий работает как линия надлома, и плата чисто отламывается с умеренным усилием. В местах mouse-bite остается небольшой выступ, который при необходимости можно подрезать. Усилие отделения регулируют шагом отверстий: более плотный шаг снижает усилие, но может привести к преждевременному отделению при транспортировке панели; больший шаг увеличивает усилие, но повышает жесткость панели. Mouse-bite tab — предпочтительный вариант, когда платы имеют не прямоугольную форму, но должны оставаться в panel array для SMT-сборки.
Что такое PCB castellation (edge plating)?
PCB castellation — это полуотверстия с медным покрытием вдоль кромки платы, которые образуют паяльные площадки для поверхностного монтажа PCB-модуля на более крупную материнскую плату. Процесс начинается со сверления полноразмерных сквозных отверстий вдоль будущей линии края, их гальванического меднения, как у стандартных PTH-виа, после чего при финальном профилировании рез проходит по центральной линии отверстий и открывает полукруглую металлизированную стенку. Получившаяся castellated-кромка позволяет установить модуль на площадки материнской платы и запаять его reflow-процессом, формируя мениск как на стенке castellation, так и на pad основной платы. Castellation обычно применяют в Wi‑Fi, Bluetooth, LoRa, GPS/GNSS и power management модулях, которые поставляются как самостоятельные SMT-компоненты. Минимальный диаметр отверстия для castellation — 0.6 мм; типичный производственный диапазон — 0.8-1.2 мм.
Когда следует использовать лазерную депанелизацию вместо CNC routing?
Лазерная депанелизация обязательна или настоятельно рекомендуется в четырех случаях: (1) flex PCB и rigid-flex платы — лазер предотвращает деламинацию интерфейса полиимид-медь возле перехода rigid-to-flex, которую может вызвать механический stress от CNC routing; (2) ультратонкие платы (<0.8 мм) — механический routing вызывает chatter и изгиб платы, что может деформировать тонкий ламинат или растрескать пайку; (3) компоненты, расположенные в 0.1-0.2 мм от края — для CNC routing нужен зазор ≥0.3 мм, тогда как лазер допускает ≥0.1 мм; (4) собранные платы с MLCC, fine-pitch BGA или QFN рядом с линией отделения — бесстрессовая сингуляция лазером устраняет риск микротрещин, который создают механические вибрации. Лазерная депанелизация стоит дороже на плату, чем CNC routing, поэтому обычно применяется там, где механические методы не удовлетворяют требованиям по качеству кромки, стрессу или расстоянию до компонентов.
Какой угол bevel gold finger указывать — 20° или 30°?
Стандартный угол bevel для большинства card-edge приложений — 20°. Используйте 30°, когда: слот разъема особенно узкий и нужен более агрессивный chamfer для плавного ввода карты; PCB толще стандартной (>1.6 мм) и bevel 20° недостаточно сужает край; или спецификация производителя разъема прямо требует 30°. Для PCIe, DDR, M.2, SODIMM и PCI правильным значением по умолчанию является 20°. Глубина bevel обычно задается так, чтобы снять 30-50% толщины края; более глубокий скос требует большего участка золочения, чтобы сохранить полное покрытие на скошенной поверхности после механической обработки. Указывайте в fab notes угол bevel, процент глубины и кромки платы, где требуется обработка.
Какой минимальный размер внутреннего выреза в PCB?
Минимальная ширина внутреннего выреза при CNC routing составляет 1.0 мм и ограничена минимальным практическим диаметром фрезы, сохраняющим жесткость при резке. Минимальный радиус внутреннего угла равен радиусу фрезы — обычно 0.5-0.8 мм для стандартного производства. Для более острых внутренних углов (<0.5 мм радиуса) можно использовать последовательные перекрывающиеся plunge-проходы, но это увеличивает routing time и обычно применимо только к неметаллизированным вырезам. Металлизированные внутренние пазы имеют минимальную ширину 0.6 мм и должны быть определены еще на стадии layer imaging до routing — после routing металлизировать их уже нельзя. Для внутренних вырезов в Rogers PTFE или flex-материалах лазерная обработка позволяет получить меньшие размеры (0.3-0.5 мм), чем CNC routing.
Как fiducial-метки влияют на панелизацию и депанелизацию?
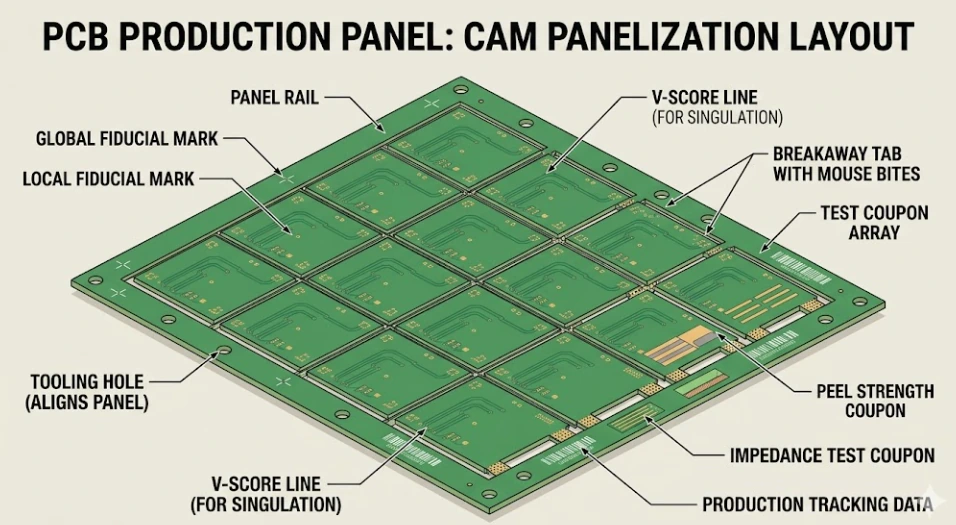
Fiducial-метки — это медные опорные цели, которые автоматическое оборудование сборки и депанелизации использует для оптического выравнивания. При SMT-сборке глобальные fiducial по углам panel rail позволяют pick-and-place компенсировать смещение или поворот панели на конвейере. Локальные fiducial в двух углах каждой отдельной платы дают более точную коррекцию разброса положения плат внутри панели. Для автоматической CNC- или лазерной депанелизации после сборки локальные fiducial критически важны: без них depaneling router не сможет компенсировать накопленное смещение между системой координат bare board и фактическим положением собранной панели. Стандартная спецификация: открытый медный круг диаметром 1.0 мм, кольцевой keepout без меди 3 мм, минимум три на панель и два на плату в диагонально противоположных углах.
Какой максимальный размер панели вы можете обработать?
Наш стандартный максимальный размер производственной панели составляет 18 × 24 дюйма (457 × 610 мм). Это наиболее распространенный крупноформатный размер PCB-панели, который оптимален для нашего routing, plating, imaging и inspection-оборудования. Для прототипов и малых серий доступны панели меньшего размера: 12 × 18 дюймов (305 × 457 мм), а также специальные панели вплоть до минимального размера 50 × 50 мм для отдельных задач. Если вашему проекту требуются панели больше 18 × 24 дюймов, например сегменты backplane или крупные LED-массивы, свяжитесь с нашей инженерной командой для обсуждения вариантов.