Руководство по передовой инженерии
Как преодолевать interconnect-задачи с помощью advanced manufacturing
Спроектировать высокоплотную, AI-ориентированную или силовую печатную плату в современной ECAD-среде, такой как Altium Designer, Cadence Allegro или Mentor Xpedition, относительно просто в цифровой плоскости. Настоящая сложность возникает при переносе цифровой модели в физическую реальность. Как advanced PCB manufacturer первого уровня, мы регулярно проводим глобальных клиентов через критическую точку пересечения электрического замысла и механической физики производства. Ниже приведены инженерные правила, которые мы применяем, чтобы ваше сложное оборудование масштабировалось надежно.
1. Реальность High-Density Interconnect (HDI) и microvia
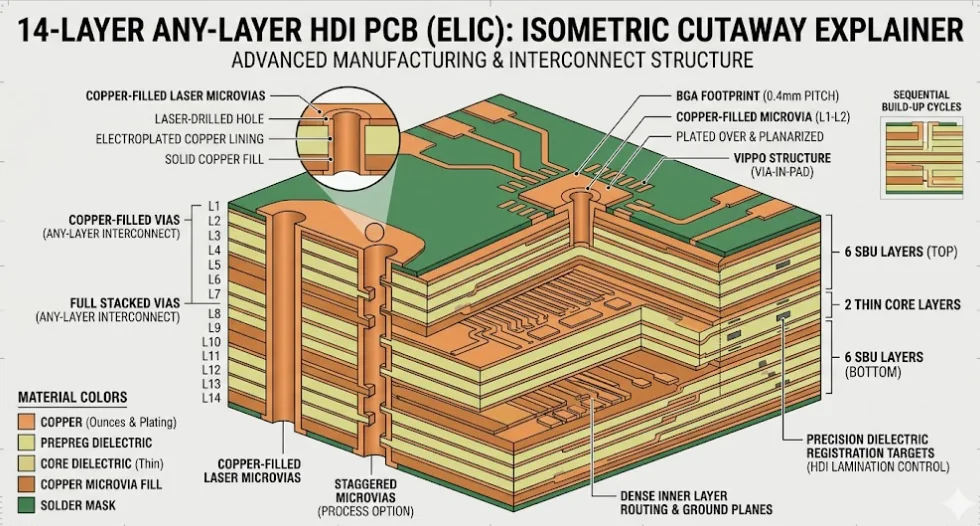
Когда инженеры переходят от стандартных through-hole конструкций к HDI, меняется вся производственная парадигма. HDI опирается на blind и buried microvia, которые обычно формируются высокофокусированными UV/CO2 laser, а не механическими сверлами. Поскольку laser не может эффективно удалять продукты обработки из глубоких слоев без чрезмерного расширения отверстия, для microvia жестко ограничивается aspect ratio (глубина к диаметру) примерно на уровне 0.8:1 до 1:1.
Чтобы соединить более глубокие слои, например провести сигнал с Layer 1 на Layer 4, мы должны использовать Sequential Lamination. Мы прессуем внутренний core, выполняем laser drilling, металлизируем медью, затем добавляем еще один слой prepreg и copper foil и снова отправляем плату под горячий гидравлический пресс. Плата HDI типа 3+N+3 проходит четыре отдельных тяжелых цикла ламинирования. Это создает огромные проблемы по усадке материалов и совмещению слоев. В APTPCB мы используем X-ray targeting в реальном времени и стабильные low-CTE материалы, чтобы laser via 3 mil безупречно попадала в capture pad 7 mil даже после нескольких экстремальных тепловых циклов.
2. VIPPO и динамика заполнения смолой для fine-pitch BGA
Via-in-Pad Plated Over (VIPPO), в некоторых регионах также известная как POFV (Plated Over Filled Via), обязательна для высокоскоростных процессоров, FPGA и fine-pitch BGA. Если via внутри pad оставить незаполненной, solder paste, нанесенная во время процесса SMT-сборки, буквально утечет внутрь отверстия из-за капиллярного эффекта. Это обеднит BGA solder joint и приведет либо к фатальному обрыву цепи, либо к механически слабому соединению, разрушающемуся под рабочей вибрацией.
В нашем процессе VIPPO применяются специальные vacuum plugging machines, которые вдавливают в barrel via на 100% сплошную epoxy, исключая outgassing и pop-corning во время жесткого reflow. После отверждения epoxy прецизионные planarization machines выводят поверхность платы в идеальную плоскость, а затем поверх via осаждается финальный медный cap. Мы предлагаем как непроводящую epoxy, ставшую отраслевым стандартом и обеспечивающую отличное согласование CTE, так и проводящую серебряную или медную epoxy для улучшенного теплового и электрического переноса.
3. Экстремальный heavy copper и физика компенсации травления
Силовая электроника, особенно в EV, солнечных инверторах и промышленной робототехнике, требует Heavy Copper PCB с 3 oz, 4 oz и даже до 10 oz меди на слой. Базовый закон производства здесь это "Etch Factor". Когда толстую медь химически травят вертикально вниз, кислота неизбежно подтачивает боковые стенки, формируя трапециевидный профиль проводника.
Если в проекте заложить зазор 5 mil между двумя дорожками 4 oz, такая конструкция физически непроизводима: кислота не сможет раскрыть промежуток без перетрава и полного разрушения дорожек. Наши CAM-инженеры строго применяют правила "Etch Compensation". Мы стратегически расширяем дорожки в CAD-данных так, чтобы после химического undercut итоговый физический проводник точно соответствовал проектному замыслу. Для heavy copper мы требуем существенно более широкие правила по дорожке и зазору и используем prepreg с высоким содержанием resin, например плетения 106 или 1080, чтобы полностью заполнить глубокие каньоны между толстыми дорожками и исключить диэлектрические пустоты, ведущие к отказам CAF (Conductive Anodic Filament).
4. Целостность сигнала и контролируемый импеданс для 112G PAM4
Передовое производство это не только умение делать структуры миниатюрными; это еще и способность обеспечить безупречную электрическую чистоту. Для современных протоколов вроде PCIe Gen5, 400G Ethernet или каналов 112G PAM4 SerDes даже небольшое отклонение импеданса вызывает отражения сигнала, разрушающие глазковую диаграмму. Если стандартные платы допускают вариацию импеданса ±10%, то передовые high-speed применения требуют жесткого допуска ±5%.
Мы достигаем такого контроля импеданса ±5% за счет трех критически важных дисциплин:
1. Однородность материалов: мы используем spread-glass ткани, такие как 1067 или 1035, чтобы устранить fiber-weave skew, и медную фольгу HVLP (Hyper Very Low Profile) для минимизации потерь на skin effect при высоких частотах.
2. Продвинутое моделирование: мы работаем с field solver Polar Si9000, учитывая фактическую толщину диэлектрика после течения resin в процессе ламинирования, а не только табличные значения из datasheet.
3. Эмпирическая верификация: на технологических полях каждой производственной панели мы размещаем TDR (Time-Domain Reflectometry) coupons и физически измеряем импеданс еще до того, как платы покинут завод.
5. Тепловой менеджмент для AI-оборудования и корпоративных серверов
По мере того как AI-материнские платы и compute PCB (算力PCB) заполняются все более плотными массивами NPU и модулей HBM, отвод тепла становится главным ограничением. FR-4 является тепловым изолятором. Чтобы решить эту проблему, мы внедряем advanced thermal management. Помимо стандартных массивов thermal via, мы предлагаем Embedded Copper Coin в профилях U-Coin, T-Coin и I-Coin, запрессованных непосредственно в PCB. Они формируют сплошной металлический путь от нагревающегося кристалла прямо к шасси или жидкостной cold plate и обеспечивают теплопроводность на порядки выше, чем обычные plated via.
6. Лучшие практики проектирования rigid-flex
Rigid-flex PCB представляет собой вершину электромеханической интеграции. Чтобы rigid-flex конструкция выдержала заданное число циклов изгиба, всегда прокладывайте дорожки перпендикулярно линии изгиба. Не размещайте via и plated through-hole внутри flex-зоны или рядом с переходом rigid-to-flex. Также используйте "teardrops" в местах, где дорожки подключаются к pad на flex-слоях, чтобы предотвратить разрушение из-за механического напряжения. Перед запуском любой flex-схемы в производство наша инженерная команда проводит тщательный механический анализ радиусов изгиба и material stack-up.