Технический whitepaper APTPCB
Глубокий инженерный разбор: физика и термодинамика сверления PCB
Для технических архитекторов и lead hardware engineer стандартных определений PCB недостаточно. Следующие разделы дают строгий технический разбор материаловедения, кинематики и электромагнитных последствий процесса сверления PCB на производстве APTPCB.
1. Физика целостности сигнала и backdrilling
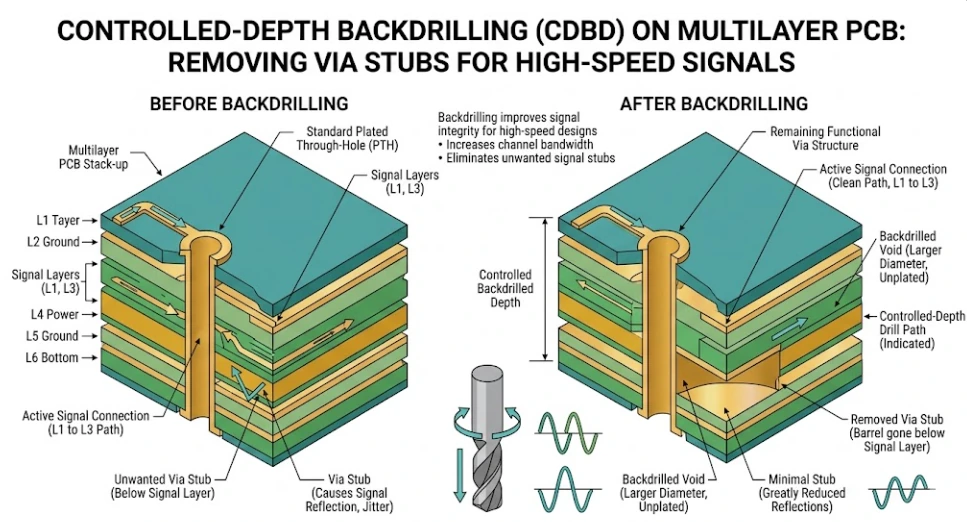
В high-speed цифровом проектировании plated through-hole является не просто DC-соединением, а сложной емкостно-индуктивной сетью. Когда сигнал переходит с Layer 1 на внутренний stripline-слой в толстом backplane, оставшаяся нижняя часть barrel превращается в неоконченную линию передачи, то есть via stub. Такой stub ведет себя как четвертьволновой резонатор и может создавать резкий провал в профиле insertion loss. Controlled-depth backdrilling устраняет эту резонансную структуру и часто становится обязательным выше скоростей 25G, 56G и 112G.
2. Лазерная абляция микровиа и взаимодействие с материалом
Термодинамика CO₂-лазера: работая в инфракрасном диапазоне (~10.6 μm), CO₂-лазер передает тепловую энергию молекулярным связям эпоксидной смолы, вызывая быстрое испарение. Поскольку медь сильно отражает ИК-излучение, лазерная энергия отражается от внутреннего target pad и не повреждает его. Этот естественный "stop mechanism" делает CO₂ чрезвычайно быстрым и эффективным для стандартного HDI 1+N+1. Однако размер пятна CO₂-лазера ограничен дифракцией, поэтому диаметры ниже 0.10 мм становятся сложными.
Фотохимия UV-лазера: работая в ультрафиолетовом диапазоне (~355 nm), UV-лазеры используют "cold ablation". Высокоэнергетические фотоны напрямую разрушают молекулярные связи как диэлектрического полимера, так и медной фольги без образования сильных тепловых градиентов. Это позволяет UV-лазеру проходить непосредственно через внешний медный слой (Direct Laser Drilling, DLD), исключая фотолитографическую операцию открытия окна. Кроме того, малая длина волны позволяет получить исключительно узкое фокусное пятно, что дает идеально чистые microvia 0.075 мм (3 mil) с вертикальными стенками, абсолютно необходимые для fan-out BGA с шагом 0.35 мм в конфигурациях any-layer ELIC.
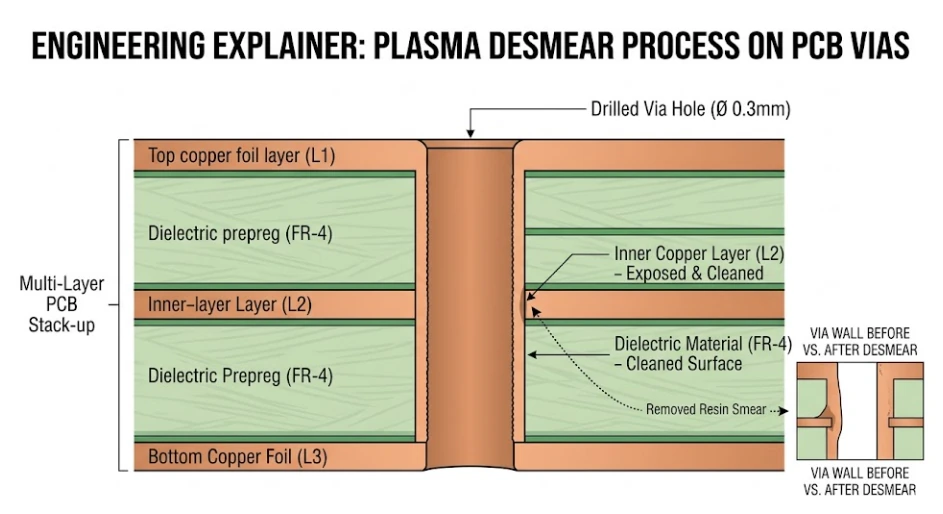
3. Химия desmear и plasma activation
Механическое сверление размазывает размягченную смолу по открытой меди внутренних слоев, и перед металлизацией этот слой необходимо удалить. Стандартный FR-4 хорошо реагирует на щелочной перманганат, тогда как PTFE и другие RF-диэлектрики требуют plasma activation. Это особенно важно в конструкциях высокочастотных PCB и mmWave, где плохая подготовка стенки отверстия напрямую ухудшает адгезию металлизации и долговременную надежность.
PTFE/Teflon laminates: чистый PTFE мягкий и очень подвержен тепловому расширению. Если скорость шпинделя слишком высока, а подача слишком мала, сверло слишком долго находится в материале и создает локальный перегрев. PTFE плавится и размазывается по отверстию, а затем тут же застывает гладким химически инертным барьером на меди внутренних слоев. Чтобы предотвратить катастрофический smear, мы используем специальные циклы "peck drilling", пониженные RPM-профили и агрессивный chip load, чтобы материал срезался и удалялся до того, как накопится тепло.
4. Снижение CAF и оптимизация сверла
Рост Conductive Anodic Filament (CAF) представляет собой катастрофический электрохимический отказ, при котором ионы меди мигрируют вдоль границы стеклоткань-эпоксидная смола от via-анода под высоким напряжением к via-катоду и в итоге вызывают внутреннее короткое замыкание. По мере уплотнения PCB-конструкций величина "web thickness", то есть диэлектрическое расстояние между стенками двух просверленных отверстий, опасно приближается к 0.15 мм.
Процесс сверления является основным механическим триггером CAF. Если тупое сверло насильно проходит через ламинат, оно разрушает силановую связь между стеклянной нитью и окружающей эпоксидной смолой. Эти микротрещины создают полые капиллярные каналы. Во влажной среде в них проникает влага, растворяет медные соли после металлизации, и далее ионы мигрируют под DC-bias. APTPCB механически снижает CAF, требуя частых проверок биения шпинделя (Total Indicator Reading, TIR < 10 μm), применяя агрессивные подачи, которые режут, а не давят стеклянные пучки, и используя премиальные high-Tg-ламинаты с CAF-устойчивостью и специальной silane-обработкой.
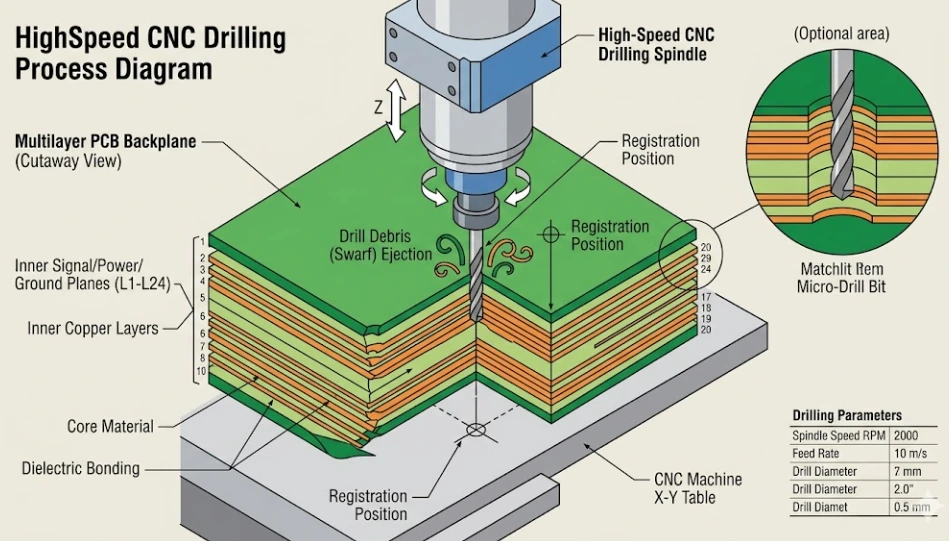
5. Сложности металлизации в via с высоким aspect ratio
Просверлить глубокое отверстие - это только половина инженерной задачи; равномерно осадить медь внутри этого отверстия означает завершить межсоединение. Aspect Ratio (AR) - это отношение толщины платы к диаметру просверленного отверстия. У backplane толщиной 8.0 мм с отверстием 0.5 мм AR равен 16:1.
В стандартной ванне DC-гальваники плотность электрического поля сильно концентрируется на острых кромках входа в отверстие, так называемый эффект "dog bone". В результате медь быстро осаждается у поверхности, но очень медленно в центре глубокого barrel. В отверстии 15:1 DC-металлизация может дать 40 μm меди на поверхности, но лишь 10 μm в центре, что не соответствует минимумам IPC Class 3 и создает критическую слабую точку, склонную к растрескиванию при сильном тепловом ударе wave soldering.
APTPCB преодолевает ограничения DC-физики благодаря Pulse-Reverse Electroplating. Выпрямители подают прямой импульс для осаждения меди, за которым сразу следует обратный высокотоковый импульс для анодного растворения. Поскольку электрическое поле сильнее всего у входа в отверстие, обратный импульс преимущественно снимает избыток меди с поверхностных кромок, почти не затрагивая медь в глубине barrel. Повторяя этот pulse-reverse-режим в течение нескольких часов, мы "проталкиваем" медь вглубь via, получая исключительный throwing power и гарантируя равномерную толщину медного barrel 20-25 μm сверху донизу даже в экстремальных аэрокосмических backplane 15:1.