Расширенное инженерное руководство
Инженерные основы ламинации многослойных PCB
Проектирование многослойного stack-up в CAD по сути означает создание теоретической карты. Но физически связать 24 слоя стеклоткани, смолы и меди в единый монолитный и геометрически стабильный блок — это уже задача прикладной термодинамики и материаловедения. В APTPCB мы работаем с hardware-инженерами по всему миру, помогая сделать процесс ламинации прозрачным и обеспечить высокую производимость теоретических designs. Ниже приведён более глубокий разбор инженерных стратегий, лежащих в основе передовой ламинации.
1. Динамика prepreg и управление потоком смолы
"Клеем", который удерживает многослойную PCB вместе, является Prepreg (предварительно пропитанная стеклоткань). Prepreg представляет собой woven fiberglass, пропитанную частично отверждённой эпоксидной смолой, то есть B-stage. Во время цикла ламинации под действием температуры, обычно от 170°C до 220°C в зависимости от Tg материала, эта смола B-stage на короткое время переходит в жидкое состояние с низкой вязкостью. Под гидравлическим давлением жидкая смола вытекает и заполняет вытравленные промежутки между медными трассами соседних core. По мере продолжения теплового цикла смола сшивается и окончательно отвердевает до состояния C-stage.
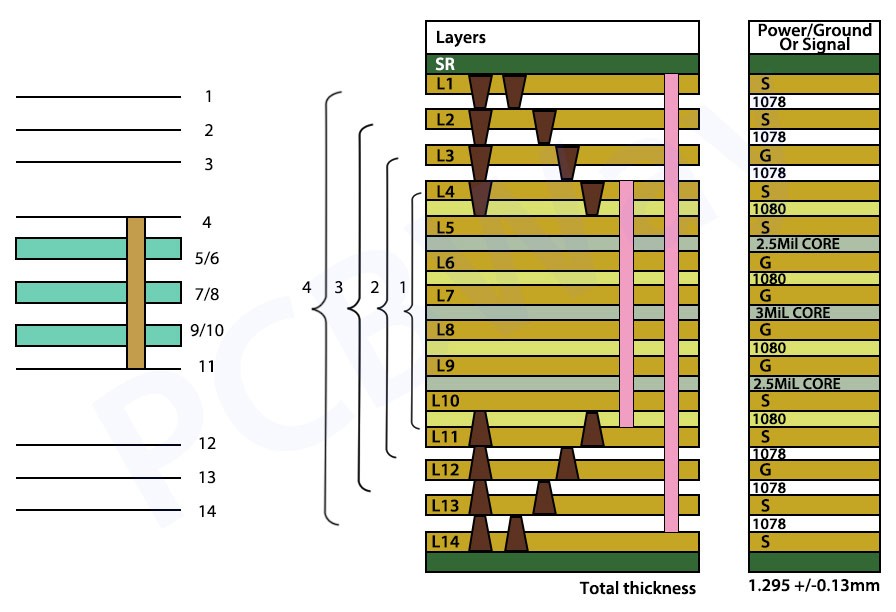
Инженерная задача: если на слое есть медь 2 oz и редкая трассировка, остаётся большой объём "пустого пространства", который должна заполнить смола. Если выбранный prepreg не имеет достаточного Resin Content (RC%) или нужных характеристик текучести, эти зазоры не заполняются. Возникает "Resin Starvation" — микроскопические воздушные пустоты, ухудшающие диэлектрическую прочность и приводящие к деламинации при сборке. Наши CAM-инженеры математически рассчитывают процент остатка меди на каждом слое и осознанно задают определённые стили стеклоткани prepreg, например высокосмоляные 1080 или 106, чтобы гарантировать полную инкапсуляцию без пустот.
2. Последовательная ламинация для HDI (High-Density Interconnect)
Стандартной ламинации, то есть одного цикла прессования, достаточно для плат, где используются только механические сквозные via. Однако современные high-density designs, такие как смартфоны и AI motherboard, требуют blind и buried microvia для экономии пространства трассировки. Это делает необходимой Sequential Lamination.
В HDI-структуре 2+N+2 завод не может просто спрессовать всё сразу. Сначала мы ламинируем внутренний core, то есть слои "N", механически сверлим его, металлизируем и травим. Затем добавляем с обеих сторон prepreg и медную фольгу, ламинируем плату второй раз, выполняем лазерное сверление microvia, металлизацию и травление. После этого повторяем процесс для третьего цикла ламинации, чтобы нарастить самые внешние слои.
Каждый дополнительный цикл прессования снова подвергает внутренний core сильному термическому удару, из-за чего материал каждый раз немного усаживается. Мы используем высокостабильные ламинаты с низким CTE и предиктивную компенсацию масштабирования, чтобы лазерные via, выполненные в третьем цикле, точно попадали в микроскопические copper capture pad, скрытые внутри платы.
3. Сложность гибридной ламинации (PTFE + FR-4)
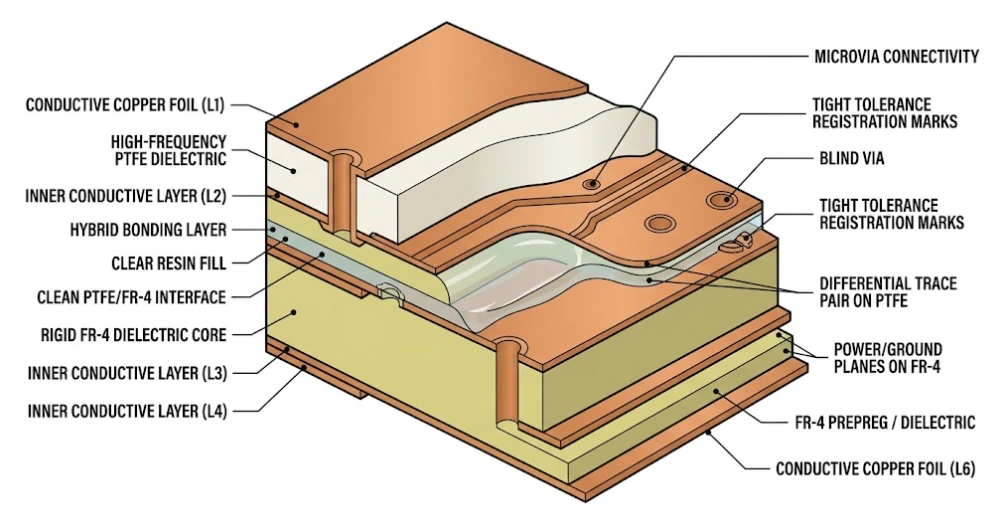
Для высокочастотных RF и microwave применений, например automotive radar на 77 ГГц, инженерам нужны материалы ultra-low-loss, такие как PTFE (Teflon) от Rogers или Taconic. Но изготовление 12-слойной платы полностью из PTFE слишком дорого. Решением становится Hybrid Lamination, где критичные внешние RF-слои выполняются на PTFE, а внутренние структурные слои — на более доступном FR-4.
Инженерная задача: PTFE и FR-4 имеют резко отличающиеся Coefficients of Thermal Expansion (CTE) и температуры плавления. Если прессовать их вместе со стандартным prepreg FR-4, слой PTFE может деламинироваться или сильно покоробиться при охлаждении.
Решение APTPCB: мы используем специальные bonding prepreg с низкими потерями на основе термореактивных смол, такие как Rogers RO4450F или Taconic fastRise 27, химически адаптированные для адгезии и к PTFE, и к FR-4. Кроме того, мы разрабатываем глубоко кастомизированный двухступенчатый термопрофиль прессования, учитывающий кривые отверждения обеих систем материалов и обеспечивающий ровную и надёжную гибридную плату.
4. Управление деформацией платы (Bow and Twist)
PCB должна быть исключительно плоской для SMT-сборки; чрезмерный warpage (bow and twist) приводит к неточной установке компонентов машиной pick-and-place или к раскрытию паяных соединений BGA во время reflow. Warpage почти полностью определяется асимметричным stack-up при ламинации.
С точки зрения физики плата должна быть симметрична относительно центра оси Z. Если на Layer 2 расположен сплошной 2 oz copper ground plane, а на Layer 9, который является его зеркальной парой, есть только редкие сигнальные трассы 1 oz, плата будет скручиваться как чипс при охлаждении после пресса на 200°C, потому что heavy copper усаживается с другой скоростью, чем смола. Наша инженерная команда придерживается строгих DFM-правил и часто рекомендует "copper thieving", то есть добавление нефункциональной медной заливки в разрежённых областях, чтобы выровнять плотность металла и обеспечить поставку плат в идеально плоском состоянии.