Современные смартфоны упаковывают вычислительную мощность, превосходящую суперкомпьютеры двадцатилетней давности, в устройство, которое помещается в вашем кармане. Печатная плата в основе этого достижения представляет собой одно из самых требовательных применений в производстве электроники, сочетающее технологию HDI, гибко-жесткую конструкцию, ВЧ-характеристики и терморегулирование в рамках ограничений по толщине, часто составляющих менее 1,0 мм для основной логической платы.
В этом руководстве рассматриваются решения на уровне печатной платы, которые определяют производительность, надежность и технологичность смартфона: архитектура стека для HDI любого слоя, гибко-жесткая интеграция для оптимизации пространства, ВЧ-соображения для 5G и WiFi, тепловые решения в условиях жестких ограничений пространства и производственные возможности, необходимые для крупносерийного производства с элементами размером менее 50 мкм.
В этом руководстве
- Архитектура стека HDI для максимальной плотности компонентов
- Гибко-жесткая интеграция: соединение нескольких секций платы
- ВЧ и антенные печатные платы: соображения для 5G и WiFi
- Терморегулирование в ультратонких форм-факторах
- Производственные требования к изготовлению печатных плат для смартфонов
- Стандарты качества и надежности для мобильных устройств
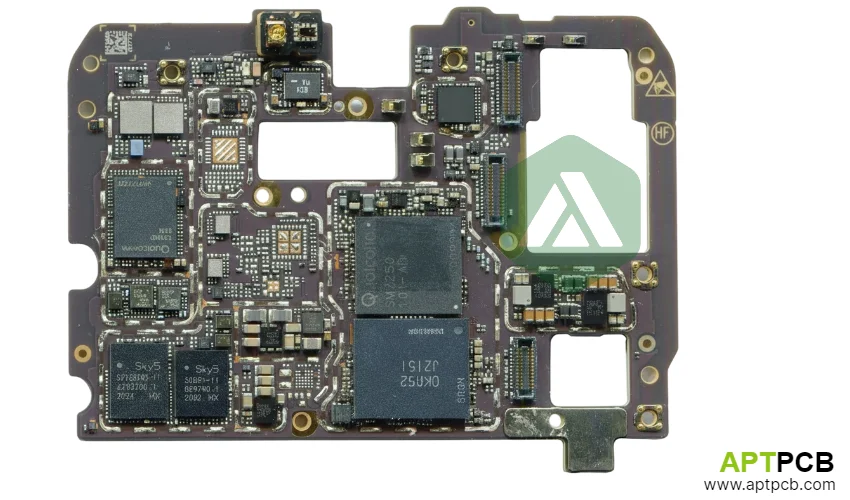
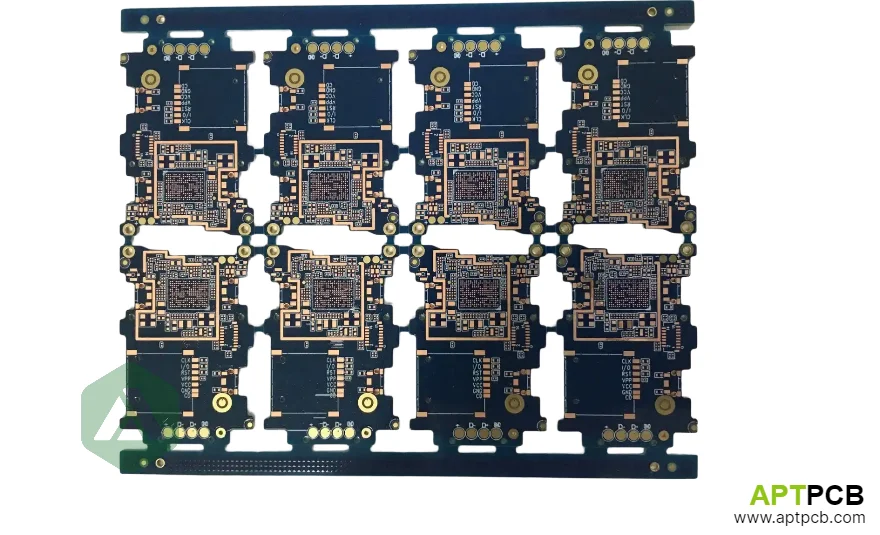
Архитектура стека HDI для максимальной плотности компонентов
Основные логические платы смартфонов требуют плотности компонентов, превышающей 50 компонентов на квадратный сантиметр, с корпусами BGA с шагом всего 0,3 мм и пассивными компонентами размера 01005 (0,4 мм × 0,2 мм). Достижение такой плотности при сохранении целостности сигнала и подачи питания требует технологии HDI со структурами микропереходов любого слоя, которые обеспечивают выход трассировки от устройств со сверхмалым шагом.
Стеки HDI любого слоя обычно используют 8–12 слоев со сложенными или смещенными микропереходами, соединяющими каждую пару слоев. Типичный флагманский смартфон может использовать 10-слойную конструкцию HDI любого слоя: последовательное ламинирование создает каждую пару слоев с микропереходами, просверленными лазером (обычно диаметром 75–100 мкм), заполненными и выровненными перед следующим циклом сборки. Этот подход устраняет ограничения сквозных отверстий, позволяя проектировщикам размещать переходы в любом месте, необходимом для оптимальной трассировки.
Соображения по проектированию стека
- Выбор количества слоев: Смартфоны начального уровня могут использовать 6–8-слойные HDI (структуры 1+4+1 или 2+4+2); флагманские устройства требуют 10–12-слойного HDI любого слоя из-за сложности трассировки процессора и памяти.
- Диаметр микроперехода: Стандартные лазерные переходные отверстия 100 мкм достаточны для BGA с шагом 0,4 мм; шаг 0,3 мм требует переходов 75 мкм или меньше с соответствующим уменьшением размера площадки.
- Толщина диэлектрика: Ультратонкие препреги (50–75 мкм) между сигнальным и опорным слоями поддерживают контроль импеданса, минимизируя общую толщину; материалы ядра толщиной 100–200 мкм обеспечивают структурную стабильность.
- Вес меди: Внешние слои обычно используют базовую медь 1/3 унции (12 мкм) или 1/2 унции (18 мкм); внутренние слои могут использовать более тонкую фольгу (9 мкм) для получения более тонких линий после нанесения покрытия.
- Возможности линии/зазора: HDI любого слоя требует линии/зазора 30/30 мкм или тоньше для плотного разветвления BGA; передовые процессы достигают 25/25 мкм или менее.
- Требования к заполнению переходов: Конструкция сложенных микропереходов требует полного заполнения переходов проводящей или непроводящей пастой, а также планаризации до плоскостности ±10 мкм для надежной регистрации слоев.
Проектировщики, выбирающие сложность HDI, должны балансировать требования к трассировке и стоимость — HDI любого слоя стоит в 3–5 раз дороже стандартного многослойного и требует более длительного времени выполнения из-за нескольких циклов ламинирования. Возможности передового производства печатных плат напрямую определяют достижимые размеры элементов и количество слоев.
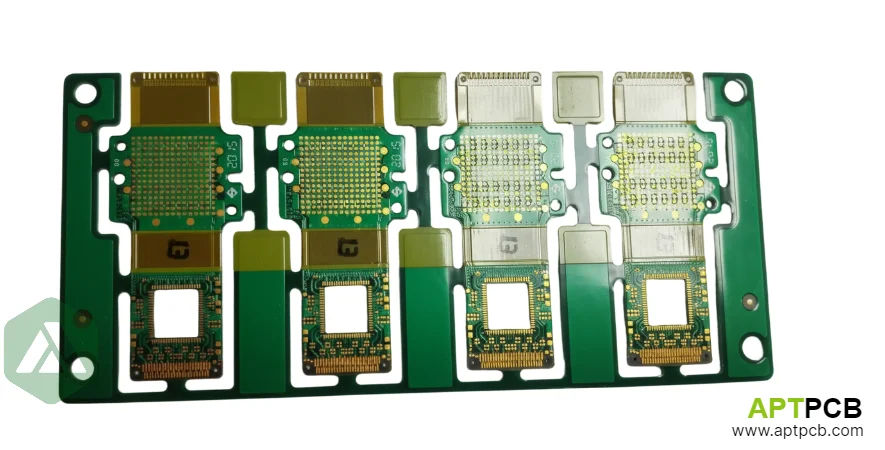
Гибко-жесткая интеграция: соединение нескольких секций платы
Архитектуры смартфонов все чаще используют гибко-жесткие конструкции печатных плат для устранения разъемов, уменьшения толщины и обеспечения 3D-упаковки, где жесткие секции складываются или укладываются внутри корпуса устройства. Типичная реализация может включать основную логическую плату, интерфейс дисплея, модули камеры и управление батареей на отдельных жестких секциях, соединенных гибкими полиимидными цепями.
Гибкие секции заменяют традиционные разъемы FPC, устраняя высоту разъема (обычно 0,5–1,0 мм), снижая сложность сборки и повышая надежность за счет устранения контактных точек разъема. Однако гибко-жесткая конструкция усложняет производство и увеличивает стоимость — ожидайте надбавку в 2–3 раза по сравнению с эквивалентными отдельными платами с разъемами.
Решения по гибко-жесткой архитектуре
- Количество гибких слоев: Один гибкий слой достаточен для простой трассировки сигналов; высокоскоростные интерфейсы (MIPI DSI для дисплеев, CSI для камер) могут потребовать двухслойного гибкого слоя с заземлением.
- Ограничения радиуса изгиба: Динамические гибкие области (шарнирные приложения) требуют минимального радиуса изгиба 10-кратной толщины материала; статический гибкий слой (однократный изгиб при сборке) допускает 6-кратный или более плотный.
- Переход жесткий-гибкий: Соединение между жесткими и гибкими секциями представляет собой уязвимость надежности; правильная конструкция включает якорную медь, заходящую в жесткие области, и контролируемое покрытие клеем.
- Выбор полиимида: Стандартный полиимид (25 мкм или 50 мкм) для большинства приложений; более тонкий полиимид (12,5 мкм), где требуется максимальная гибкость; бесклеевые конструкции для максимальной надежности.
- Конструкция защитного покрытия: Полиимидное защитное покрытие защищает гибкие цепи; отверстия для монтажа компонентов требуют кольцевого пояска 150–200 мкм вокруг площадок.
- Применение ребер жесткости: Ребра жесткости из FR-4 или полиимида на гибких секциях обеспечивают поддержку монтажа компонентов там, где это необходимо; выбор толщины балансирует жесткость и требования к изгибу.
Современная гибко-жесткая конструкция печатных плат позволяет создавать конструкции смартфонов, невозможные с использованием традиционных разъемов "плата-плата". Технология оказывается незаменимой для складных смартфонов, где гибкая секция должна выдерживать >200 000 циклов изгиба.
ВЧ и антенные печатные платы: соображения для 5G и WiFi
Печатные платы смартфонов должны поддерживать несколько одновременных радиосистем: сотовую связь (4G/5G в нескольких диапазонах), WiFi (2,4 ГГц, 5 ГГц и все чаще 6 ГГц), Bluetooth, GPS, NFC и потенциально UWB. Каждая система накладывает определенные требования к печатной плате для питания антенны, согласования сетей и изоляции от источников цифрового шума.
5G создает особые проблемы — диапазоны до 6 ГГц расширяют существующие требования к сотовой связи, но миллиметровые волны (24–39 ГГц) требуют материалов и структур печатных плат, принципиально отличных от традиционных конструкций смартфонов. Антенные решетки миллиметрового диапазона интегрируются непосредственно на печатную плату или в модули «антенна в корпусе», требуя подложек с низкими потерями и точного контроля импеданса на частотах, где стандартный FR-4 демонстрирует чрезмерные потери.
Реализация ВЧ печатной платы
- Гибридный подход к материалам: Основная логическая плата использует стандартный высокоскоростной FR-4 (Dk ~3,3-3,5, Df <0,008); ВЧ-входные секции могут использовать модифицированную эпоксидную смолу или материалы с низкими потерями (Df <0,004) для питания антенны и сетей согласования.
- Подложка миллиметрового диапазона: Антенные модули 5G миллиметрового диапазона требуют специальных материалов с низкими потерями — подложек на основе PTFE или LCP (жидкокристаллический полимер) с Df <0,002 на частоте 28 ГГц.
- Интеграция антенны: Антенны с лазерным прямым структурированием (LDS) на пластиковых корпусах соединяются с основной печатной платой через пружинные контакты или гибкий шлейф; интегрированные в печатную плату антенны используют медь верхнего слоя с определенными зазорами заземления.
- Требования к экранированию: ВЧ-секции требуют всестороннего экранирования — экранирующие банки на уровне платы, внутренняя изоляция заземления и ограждение переходами для предотвращения связи между ВЧ- и цифровыми секциями.
- Контроль импеданса: ВЧ-трассы требуют допуска импеданса ±5%; микрополосковая линия 50 Ом или заземленный копланарный волновод в зависимости от ограничений трассировки и частоты.
- Защита от электростатического разряда: Все вводы антенн требуют защиты от электростатического разряда; размещение защитного устройства на интерфейсе разъема/площадки с минимальной длиной трассы до антенны.
Понимание принципов высокочастотного проектирования печатных плат оказывается важным для ВЧ-характеристик смартфона. Взаимодействие между компоновкой печатной платы и характеристиками антенны напрямую влияет на прием сотовой связи, радиус действия WiFi и срок службы батареи через требования к мощности передачи.
Терморегулирование в ультратонких форм-факторах
Современные процессоры смартфонов рассеивают 5–10 Вт при пиковой производительности, однако типичная толщина смартфона (7–9 мм) обеспечивает минимальный объем для распределения тепла. Тепловое проектирование печатной платы сосредоточено на отводе тепла от корпусов процессоров и его распределении по максимальной доступной площади — обычно дисплейный блок и металлическая рама действуют как основной радиатор.
Сама печатная плата служит критически важной средой распределения тепла. Тепловые переходы непосредственно под корпусами процессоров проводят тепло к внутренним медным плоскостям, которые распределяют тепло в поперечном направлении к точкам контакта рамы. Материалы теплового интерфейса (TIM) заполняют зазоры между печатной платой, графитовыми распределителями и компонентами корпуса устройства.
Подходы к тепловому проектированию
- Массивы тепловых переходов: Плотные массивы переходов (шаг 0,3 мм, сверло 0,2 мм) под мощными компонентами обеспечивают вертикальную теплопроводность; заполненные и закрытые переходы предотвращают впитывание припоя во время сборки.
- Оптимизация заливки медью: Максимальное покрытие медью на внутренних слоях под и вокруг процессоров; 2 унции меди на выделенных тепловых слоях, где позволяет стек.
- Интеграция графитового листа: Листы синтетического графита (толщина 25–100 мкм, >1000 Вт/м·К в плоскости) распределяют тепло в поперечном направлении; монтируются на задней поверхности печатной платы с материалами теплового интерфейса.
- Совместимость с испарительной камерой: Некоторые конструкции включают испарительные камеры; печатная плата должна обеспечивать плоскую, теплопроводящую область интерфейса, соответствующую области контакта камеры.
- Выбор TIM: Заполняющие зазоры TIM (тепловые прокладки или дозируемые компаунды) перекрывают зазоры между печатной платой и корпусом; теплопроводность 1–6 Вт/м·К в зависимости от толщины зазора и требований к производительности.
- Стратегия размещения компонентов: Мощные компоненты распределяются по площади платы, а не концентрируются; тепловое моделирование направляет размещение для предотвращения перегрева.
Проектирование печатных плат с терморегулированием в смартфонах требует тесного сотрудничества между проектировщиками печатных плат, инженерами-механиками и теплофизиками. Экстремальные ограничения пространства делают оптимизацию под руководством моделирования необходимой — физические прототипы сами по себе не могут эффективно исследовать пространство проектирования.
Производственные требования к изготовлению печатных плат для смартфонов
Производство печатных плат для смартфонов сочетает в себе самые взыскательные аспекты изготовления HDI с требованиями к качеству автомобильного уровня и ожиданиями объема потребительской электроники. Производственные мощности должны обеспечивать разрешение элементов <50 мкм стабильно на миллионах единиц при сохранении выхода годных изделий выше 95% для сложных конструкций любого слоя.
Сложность процесса для HDI любого слоя требует нескольких последовательных циклов ламинирования — 10-слойная плата любого слоя может потребовать 4–5 циклов ламинирования, за каждым из которых следует сверление, нанесение покрытия и формирование изображения. Каждый цикл создает проблемы регистрации; совокупная точность должна поддерживать выравнивание слоев в пределах ±25 мкм для надежности BGA с мелким шагом.
Требования к производственным возможностям
- Лазерное сверление: УФ или CO2 лазеры для формирования микропереходов; УФ предпочтительнее для переходов <75 мкм с контролируемой точностью глубины; контроль глубины глухих переходов в пределах ±10 мкм.
- Прямое формирование изображения: LDI (лазерное прямое формирование изображения) требуется для разрешения тонких линий; традиционная фотолитография не может стабильно обеспечивать элементы 25/25 мкм.
- Процесс заполнения переходов: Заполнение переходов проводящим или непроводящим материалом с планаризацией; плоскостность поверхности ±10 мкм для надежного создания последующих слоев.
- Точность регистрации: Последовательное ламинирование требует рентгеновских или оптических систем регистрации; выравнивание слоев ±25 мкм или лучше для надежности сложенных переходов.
- Равномерность покрытия: Равномерность толщины медного покрытия ±10% по панели; критично для контроля импеданса и надежности заполнения переходов.
- Системы контроля: AOI с обнаружением дефектов менее 25 мкм; рентгеновский контроль для проверки заполнения переходов и выравнивания внутренних слоев.
Крупносерийное производство печатных плат для смартфонов обычно требует возможностей массового производства, превышающих 100 тысяч единиц в месяц на продукт, с показателями выхода и качества под статистическим контролем процесса.
Стандарты качества и надежности для мобильных устройств
Печатные платы смартфонов сталкиваются с жесткими требованиями надежности — устройства должны выдерживать 2–3 года ежедневного использования в экстремальных температурах (от -20°C до +60°C окружающей среды, при этом работа процессора может достигать 100°C), механические удары от падений и воздействие влажности. Системы качества должны обнаруживать дефекты, которые могут вызвать отказы на месте, сохраняя при этом производительность.
Крупные производители смартфонов налагают квалификационные требования, выходящие за рамки стандартных спецификаций IPC. Типичные требования включают циклическое изменение температуры (от -40°C до +125°C, минимум 1000 циклов), испытания на падение (1,5 м на бетон), воздействие влажности (85°C/85% относительной влажности, 1000 часов) и испытания на изгиб для гибко-жестких конструкций.
Структура качества и надежности
- Соответствие IPC Class 3: Печатные платы смартфонов обычно требуют IPC-6013 Class 3 для гибко-жестких, IPC-6012 Class 3 для жестких секций — высший класс надежности для коммерческой электроники.
- Анализ микрошлифов: Контроль поперечного сечения структур переходов, медного покрытия и регистрации слоев; выполняется на производственных образцах и 100% на квалификационных партиях.
- Электрические испытания: 100% тестирование списка цепей с помощью летающего зонда или приспособления; тестирование импеданса на контролируемых трассах; тестирование высоковольтной изоляции между питанием и землей.
- Циклическое изменение температуры: Квалификационные испытания включают циклы от -40°C до +125°C; производственные партии могут проходить сокращенные циклы в качестве текущего мониторинга надежности.
- HALT/HASS: Высокоускоренные испытания на долговечность во время разработки; высокоускоренный стресс-скрининг во время производства для некоторых критических программ.
- Прослеживаемость: Полная прослеживаемость партии от сырья до готовой продукции; необходима для анализа отказов и управления отзывом.
Комплексные системы качества печатных плат с документированными процессами, статистическим контролем и программами постоянного улучшения являются обязательным условием для поставщиков печатных плат для смартфонов. Крупные OEM-производители проводят обширный аудит мощностей поставщиков перед квалификацией.
Техническое резюме
Проектирование печатных плат для смартфонов представляет собой пересечение нескольких передовых технологий: HDI для плотности компонентов, гибко-жесткие технологии для оптимизации пространства, ВЧ-инженерия для беспроводной производительности и терморегулирование в жестких условиях. Успех требует опыта во всех областях, а также производственных возможностей, способных выполнять сложные конструкции в объемах потребительской электроники.
Ключевые решения для проектов печатных плат смартфонов включают сложность стека (выбор уровня HDI на основе требований к компонентам), гибко-жесткую архитектуру (баланс преимуществ интеграции и стоимости), выбор ВЧ-материалов (компромисс между потерями и стоимостью) и тепловую стратегию (роль печатной платы в тепловом решении системы).
Для команд, разрабатывающих смартфоны или другие компактные мобильные устройства, выбор партнера по печатным платам имеет решающее значение — пробелы в возможностях обработки HDI, гибко-жесткого изготовления или систем качества могут сорвать проекты независимо от качества проектирования. Начните с проверки производственных возможностей, затем проектируйте с учетом продемонстрированных возможностей процесса, а не надейтесь, что поставщики смогут выйти за пределы своих доказанных ограничений.