Guida di ingegneria avanzata
Superare le sfide di interconnessione con la produzione avanzata
Progettare una scheda ad alta densita, guidata dall'IA o ad alta potenza in un software ECAD moderno come Altium Designer, Cadence Allegro o Mentor Xpedition e relativamente semplice nel mondo digitale. La vera sfida emerge quando quel modello digitale deve essere tradotto nella realta fisica. Come produttore tier-1 di PCB avanzati, guidiamo regolarmente clienti globali nel punto critico d'incontro tra intenzione del progetto elettrico e fisica meccanica della fabbricazione. Di seguito presentiamo una guida approfondita ai criteri di ingegneria che applichiamo per garantire che il tuo hardware avanzato possa scalare in modo affidabile.
1. La realta degli interconnect ad alta densita (HDI) e delle microvia
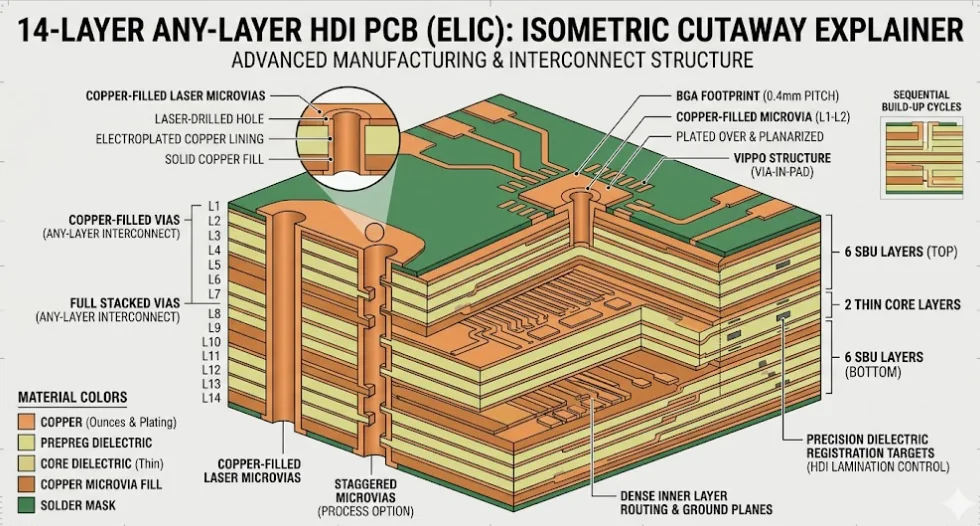
Quando gli ingegneri passano da design standard through-hole all'HDI, cambia l'intero paradigma produttivo. L'HDI si basa su microvia cieche e sepolte, tipicamente realizzate con laser UV/CO2 altamente focalizzati anziche con punte meccaniche. Poiche un laser non puo evacuare efficacemente i detriti da strati profondi senza allargare eccessivamente il foro, le microvia sono rigidamente limitate a un aspect ratio, profondita rispetto al diametro, di circa 0,8:1 fino a 1:1.
Per connettere strati piu profondi, ad esempio instradare dal Layer 1 al Layer 4, dobbiamo usare laminazione sequenziale. Pressiamo il nucleo interno, foriamo con laser, plachiamo in rame e poi aggiungiamo un altro strato di prepreg e foglio di rame prima di ripressare la scheda in presse idrauliche ad alta temperatura. Una scheda HDI 3+N+3 attraversa quattro cicli di laminazione distinti e molto gravosi. Questo introduce sfide enormi in termini di ritiro del materiale e registrazione tra strati. In APTPCB utilizziamo targeting radiografico in tempo reale e laminati a basso CTE altamente stabili per garantire che una laser via da 3 mil colpisca perfettamente un capture pad da 7 mil anche dopo molteplici cicli termici estremi.
2. VIPPO e dinamica di riempimento con resina per BGA a passo fine
Via-in-Pad Plated Over (VIPPO), noto in alcune regioni anche come POFV (Plated Over Filled Via), e obbligatorio per processori ad alta velocita, FPGA e BGA a passo fine. Se una via dentro un pad viene lasciata vuota, la pasta saldante applicata durante il processo di assemblaggio SMT scendera letteralmente nel foro per effetto capillare. Questo impoverisce il giunto saldante del BGA, causando open circuit fatali o legami meccanicamente deboli che falliscono sotto vibrazione operativa.
Il nostro processo VIPPO utilizza macchine di tappatura sotto vuoto specializzate per forzare un 100% di resina epossidica solida dentro il barrel della via, evitando qualsiasi degasaggio o "pop-corning" durante il calore intenso del reflow. Dopo la polimerizzazione dell'epossidica, macchine di planarizzazione di precisione rendono la superficie perfettamente piana prima che venga galvanizzato il cappello finale di rame sopra la via. Offriamo sia epossidica non conduttiva, lo standard del settore con eccellente compatibilita CTE, sia epossidica conduttiva argento/rame per migliorare il trasferimento termico ed elettrico.
3. Fisica del rame estremamente pesante e compensazione d'incisione
L'elettronica di potenza, in particolare nei settori EV automotive, inverter solari e robotica industriale, richiede PCB in rame pesante che trasportino 3 oz, 4 oz o persino fino a 10 oz di rame per strato. La legge fondamentale di produzione qui e il cosiddetto "Etch Factor". Quando il rame spesso viene inciso chimicamente verso il basso, l'acido attacca inevitabilmente anche lateralmente e crea un profilo trapezoidale della traccia.
Se progetti uno spazio di 5 mil tra due tracce da 4 oz, e fisicamente impossibile da produrre. L'acido non puo liberare quel gap senza sovraincidere e distruggere completamente le tracce. I nostri ingegneri CAM applicano quindi regole rigorose di "compensazione d'incisione". Allarghiamo strategicamente le tracce nei dati CAD, in modo che dopo il sottosquadro chimico la traccia fisica finale corrisponda esattamente all'intento progettuale. Per il rame pesante imponiamo regole di trace/space significativamente piu ampie e utilizziamo prepreg ad alto contenuto di resina, come tessiture 106 o 1080, per riempire completamente i canyon tra le tracce spesse di rame, evitando vuoti dielettrici che porterebbero a guasti CAF (Conductive Anodic Filament).
4. Integrita del segnale e impedenza controllata per 112G PAM4
La produzione avanzata non consiste solo nel rendere tutto piu piccolo, ma anche elettricamente impeccabile. Per protocolli moderni come PCIe Gen5, Ethernet 400G o canali SerDes 112G PAM4, anche una lieve variazione d'impedenza provoca riflessioni che distruggono l'eye diagram. Mentre le schede standard tollerano una variazione d'impedenza di ±10%, le applicazioni avanzate ad alta velocita richiedono una tolleranza rigorosa di ±5%.
Otteniamo questa padronanza del ±5% combinando tre discipline critiche:
1. Omogeneizzazione dei materiali: utilizziamo tessuti spread-glass come 1067 o 1035 per eliminare il fiber-weave skew, e fogli di rame HVLP (Hyper Very Low Profile) per minimizzare la perdita da skin effect alle alte frequenze.
2. Simulazione avanzata: utilizziamo i field solver Polar Si9000 considerando lo spessore reale del dielettrico gia pressato dopo il flusso di resina in laminazione, invece di affidarci ai soli numeri da datasheet.
3. Verifica empirica: posizioniamo coupon di test TDR (Time-Domain Reflectometry) sui margini di sfrido di ogni pannello di produzione, misurando fisicamente l'impedenza prima che le schede lascino il nostro stabilimento.
5. Gestione termica per hardware IA e server enterprise
Man mano che le motherboard per IA e i PCB per potenza computazionale incorporano array sempre piu densi di NPU e moduli HBM, l'estrazione termica diventa il fattore limitante. L'FR-4 e un isolante termico. Per contrastare questo limite implementiamo tecniche avanzate di gestione termica. Oltre ai classici array di thermal via, offriamo embedded copper coin con profili U-Coin, T-Coin e I-Coin pressati direttamente nel PCB. Essi forniscono un percorso metallico massiccio dal die generatore di calore verso lo chassis o una cold plate liquida, con una conducibilita termica di ordini di grandezza superiore a quella delle via metallizzate standard.
6. Buone pratiche di progettazione rigid-flex
I PCB rigid-flex rappresentano il vertice dell'integrazione elettromeccanica. Per garantire che il tuo design rigid-flex sopravviva ai cicli di piega previsti, instrada sempre le tracce perpendicolarmente alla linea di piega. Evita di collocare via o fori metallizzati all'interno della zona flessibile o vicino alla linea di transizione rigido-flessibile. Infine usa i "teardrop" dove le tracce si collegano ai pad degli strati flessibili per prevenire rotture da stress. Il nostro team di ingegneria esegue una revisione meccanica completa dei raggi di piega e dello stack-up dei materiali prima che qualsiasi circuito flessibile entri in produzione.