APTPCB Libro bianco di ingegneria
Approfondimento: la fisica e la termodinamica della fabbricazione avanzata di PCB.
Per gli architetti tecnici e gli ingegneri hardware principali, le definizioni standard di PCB sono inadeguate.Comprendere le realtà fisico-chimiche del pavimento di fabbricazione consente agli ingegneri di progettare pannelli che spingono i limiti di densità senza sacrificare la resa.Le sezioni seguenti forniscono una rigorosa analisi tecnica dei processi critici eseguiti presso lo stabilimento di produzione APTPCB.
1.Limiti della fotolitografia e dinamica della risoluzione LDI
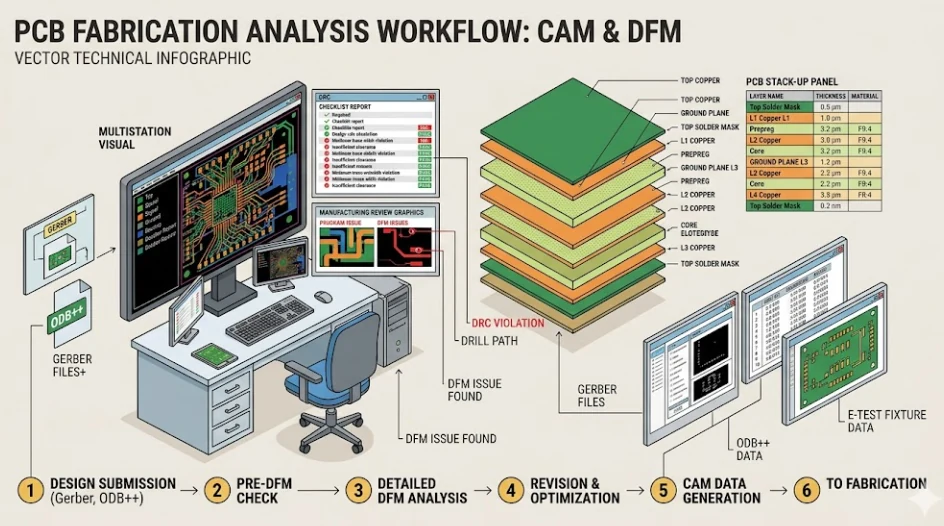
L'imaging tradizionale PCB si basa su master di pellicola Mylar e luce collimata UV ad ampio spettro.Questo processo è fondamentalmente limitato dall'espansione della pellicola (dovuta alla temperatura/umidità) e dalla diffrazione della luce (sottosquadro del resist).In APTPCB, lo abbiamo completamente sostituito con Laser Direct Imaging (LDI).I nostri sistemi LDI utilizzano uno scanner poligonale laser UV da 355 nm.La macchina legge i fiducial sul pannello di rame effettivo e ridimensiona digitalmente l'immagine ODB++ in tempo reale prima della cottura.Questo ridimensionamento dinamico compensa i cambiamenti dimensionali non lineari che il nucleo FR-4 ha sperimentato durante le precedenti fasi di incisione.Questo è il modo in cui otteniamo in modo affidabile risoluzioni di traccia/spazio 3-mil (75μm) e manteniamo la rigorosa registrazione ±1.0 mil richiesta per Any-Layer HDI via-stacking, eliminando completamente il rischio di rottura dell'anello anulare nelle zone di passo 0.4mm BGA.
2.Dinamica dei fluidi nella placcatura in rame ad alto rapporto d'aspetto
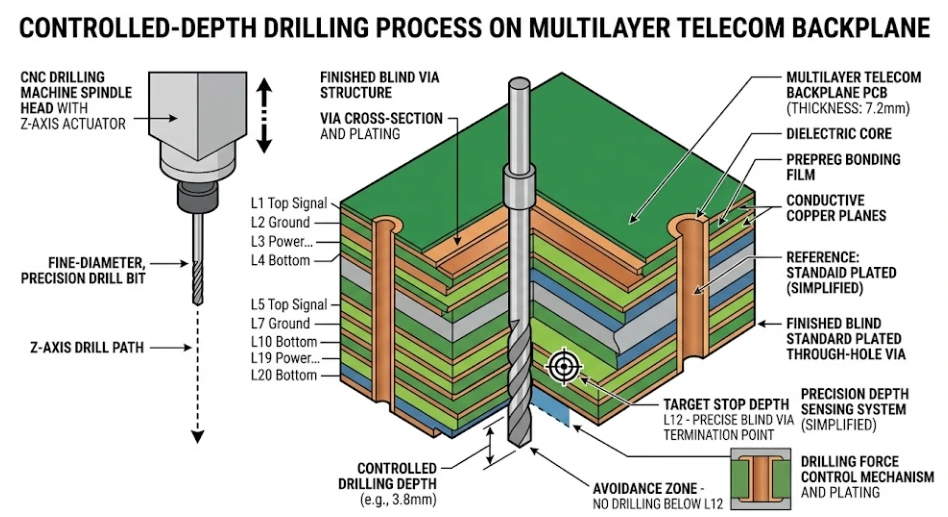
Il deposito di rame uniforme all'interno di un foro è il fattore più critico per l'affidabilità di PCB.L'Aspect Ratio (AR) è lo spessore della scheda diviso per il diametro del foro.Man mano che lo spessore della scheda aumenta (ad esempio, un 6.0mm backplane per telecomunicazioni) e le dimensioni si riducono (0.3mm), l'AR sale alle stelle a 20:1.
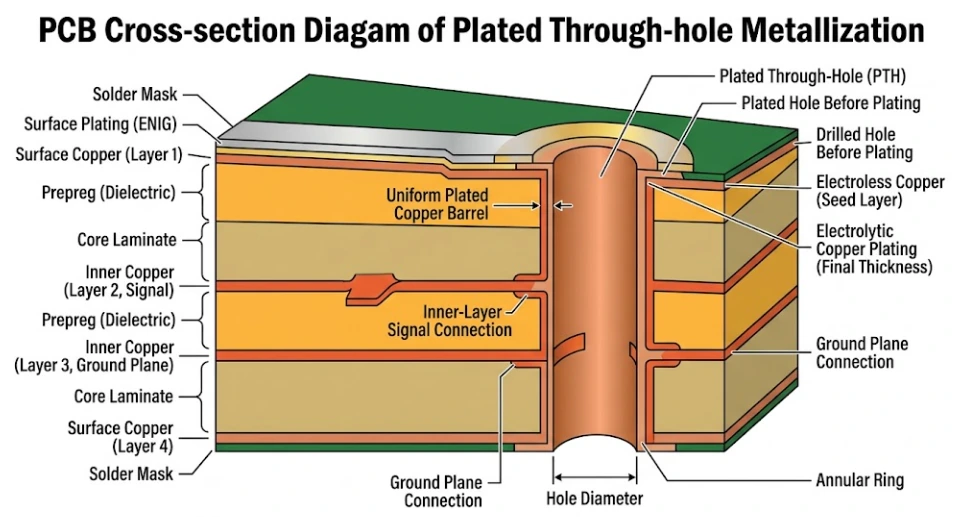
Nella galvanica standard a corrente continua (CC), la densità del campo elettrico si concentra naturalmente sui bordi affilati di 90 gradi del foroingresso.Ciò provoca un massiccio accumulo di rame in superficie (dog-boning) mentre il centro del barilotto passa affamato di ioni rame.Il risultato è una parete del cilindro sottile e fragile che si frattura durante lo shock termico della saldatura a onda.
APTPCB mitiga questo problema tramite la Pulse-Reverse Galvanotecnica.I nostri raddrizzatori forniscono un impulso diretto di un millisecondo (deposizione di rame), seguito immediatamente da un impulso inverso ad alta corrente (spelatura anodica).Poiché il campo elettrico è più forte in superficie, l'impulso inverso rimuove il rame in eccesso dall'ingresso del foro, lasciando intatto il rame profondo.Ciclando questa forma d'onda, forziamo la chimica della placcatura in profondità nel capillare, garantendo uno spessore uniforme del cilindro di rame 20-25 μm dall'alto verso il basso, pienamente conforme ai rigorosi requisiti degli standard aerospaziali IPC-6012 Classe 3 / 3A.
3.Reologia delle resine e ciclo della pressa di laminazione
La laminazione non è semplicemente sciogliere la colla;è una reazione polimerica termoindurente complessa.Il preimpregnato dello stadio B deve passare attraverso una fase liquida (viscosità di fusione minima) per riempire gli spazi tra le tracce di rame incise, prima di reticolarsi completamente in un polimero solido dello stadio C.
Se la velocità della rampa di calore è troppo veloce, la resina polimerizza prima che l'aria venga completamente evacuata, intrappolando microbolle che successivamente causeranno Conductive Anodic Filament(CAF) pantaloncini.Se la velocità di rampa è troppo lenta, la resina fuoriesce verso i bordi del pannello, lasciando il centro privo di dielettrico (causando cadute fatali di impedenza).APTPCB utilizza presse idrauliche sottovuoto dotate di riscaldamento dinamico dell'olio diatermico.I nostri ingegneri CAM calcolano l'esatta densità del rame del tuo progetto specifico per creare un profilo di pressione/temperatura personalizzato.Manteniamo lo stack sotto vuoto profondo (per estrarre le sostanze volatili) e gestiamo con precisione la finestra del flusso reologico, garantendo una matrice dielettrica omogenea e priva di vuoti anche nelle schede elettroniche di potenza in rame pesante (3oz+).
4.Creazione sequenziale (SBU) per Any-Layer HDI
I pannelli multistrato standard subiscono un unico ciclo di laminazione.Gli smartphone ad alta densità di interconnessione (HDI) e gli acceleratori AI, tuttavia, richiedono il Sequential Build-Up (SBU).Uno strato 10 "Any-Layer ELIC"la scheda non viene premuta una volta;è costruito strato per strato.
Il nucleo è fabbricato, forato e placcato.Quindi, uno strato di dielettrico e un foglio di rame viene laminato verso l'esterno.Un laser UV asporta una microvia fino al nucleo.Questa via è riempita di rame e planarizzata (VIPPO).Quindi viene aggiunto lo strato successivo e il processo si ripete.Una struttura 3+N+3 richiede quattro cicli di laminazione distinti, quattro configurazioni di foratura e quattro cicli di placcatura.Ciò aumenta esponenzialmente i tempi di produzione ed espone il nucleo interno a molteplici escursioni ad alto calore.Questo è il motivo per cui APTPCB utilizza rigorosamente materiali altamente resilienti, con alto Tg e basso asse Z con CTE (come Isola 370HR o Megtron 6) per tutte le costruzioni SBU, garantendo che le vie fondamentali non si rompano durante il ciclo di pressatura finale.
5.Metrologia dell'impedenza e compensazione dell'incisione
Gli ingegneri hardware progettano 50Ω tracce sulla base di modelli geometrici teorici.Tuttavia, la realtà fisica dell'incisione alcalina è che le tracce non sono rettangoli perfetti;sono trapezi perché l'agente mordenzante taglia il fotoresist.
Per garantire che la scheda corrisponda fisicamente alle simulazioni Polar Si9000, APTPCB esegue una compensazione dinamica del fattore di incisione.Se è necessaria una traccia da 4.0 mil su 1oz rame, il nostro software CAM creerà una traccia da 4.5 mil sul fotoresist.Mentre il pannello si muove attraverso l'incisore, il sottosquadro di 0.5-mil riduce la traccia esattamente a 4.0 mil alla sua base.Inoltre, teniamo conto del fatto che la pressione di laminazione premerà la resina preimpregnata negli spazi di rame adiacenti, alterando lo spessore dielettrico finale (H).Controllando meticolosamente queste variabili fisiche, raggiungiamo regolarmente le tolleranze di impedenza del ±5% per i protocolli PCIe Gen 5 ed Ethernet 112G, convalidate mediante Time Domain Reflectometry (TDR) prima della spedizione.