Whitepaper tecnico APTPCB
Approfondimento ingegneristico: fisica e termodinamica della foratura PCB
Per technical architect e lead hardware engineer, le definizioni PCB standard non bastano. Le sezioni seguenti forniscono un'analisi tecnica rigorosa della scienza dei materiali, della cinematica e delle conseguenze elettromagnetiche del processo di foratura PCB come viene eseguito nello stabilimento APTPCB.
1. La fisica dell'integrità del segnale e del backdrilling
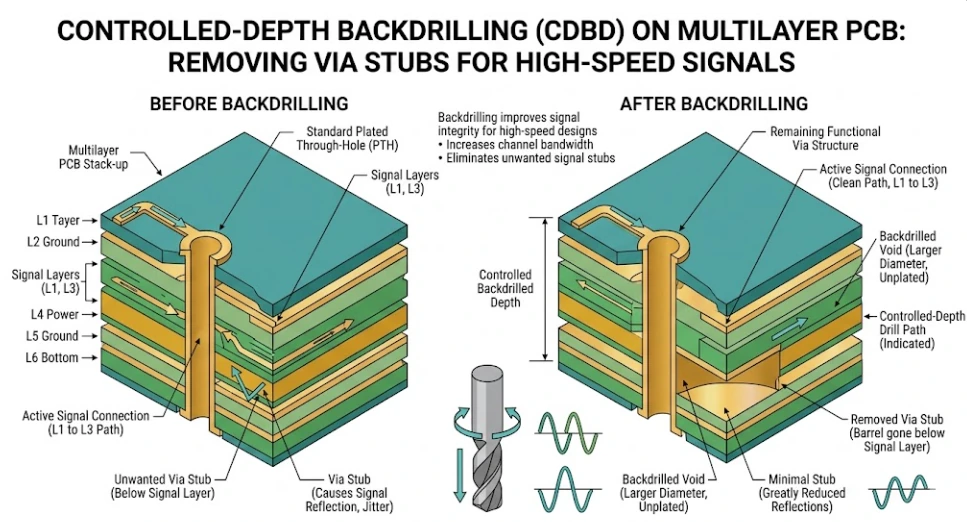
Nel design digitale high-speed, un plated through-hole non è semplicemente una connessione DC ma una complessa rete capacitiva e induttiva. Quando un segnale passa dal Layer 1 a uno strato stripline interno in un backplane spesso, il barrel inferiore rimanente diventa una linea di trasmissione non terminata, cioè un via stub. Questo stub si comporta come un risuonatore a quarto d'onda e può creare un forte nullo nel profilo di insertion loss. Il backdrilling a profondità controllata rimuove quella struttura risonante ed è spesso obbligatorio oltre le velocità di segnalazione 25G, 56G e 112G.
2. Ablazione laser delle microvia e interazione con i materiali
Termodinamica del laser CO₂: operando nello spettro infrarosso (~10,6 μm), il laser CO₂ trasferisce energia termica ai legami molecolari della resina epossidica, causando una rapida vaporizzazione. Poiché il rame è altamente riflettente nello spettro IR, l'energia laser rimbalza sul target pad di rame interno, evitando danni. Questo "meccanismo di stop" intrinseco rende il CO₂ estremamente veloce ed efficiente per HDI standard 1+N+1. Tuttavia, la dimensione dello spot di un laser CO₂ è limitata dalla diffrazione, rendendo impegnativi i diametri via inferiori a 0,10 mm.
Fotochimica del laser UV: operando nello spettro ultravioletto (~355 nm), i laser UV impiegano la "cold ablation". I fotoni ad alta energia rompono direttamente i legami molecolari sia del polimero dielettrico sia della lamina di rame senza indurre forti gradienti termici. Ciò consente al laser UV di tagliare direttamente attraverso lo strato di rame esterno (Direct Laser Drilling, DLD), eliminando la necessità di una fase fotolitografica di apertura finestra. Inoltre, la ridotta lunghezza d'onda consente uno spot focale eccezionalmente stretto, rendendo possibili microvia perfetti da 0,075 mm (3 mil) con pareti verticali, assolutamente necessari per il fan-out BGA a passo 0,35 mm nelle configurazioni ELIC any-layer.
3. Chimica del desmear e attivazione al plasma
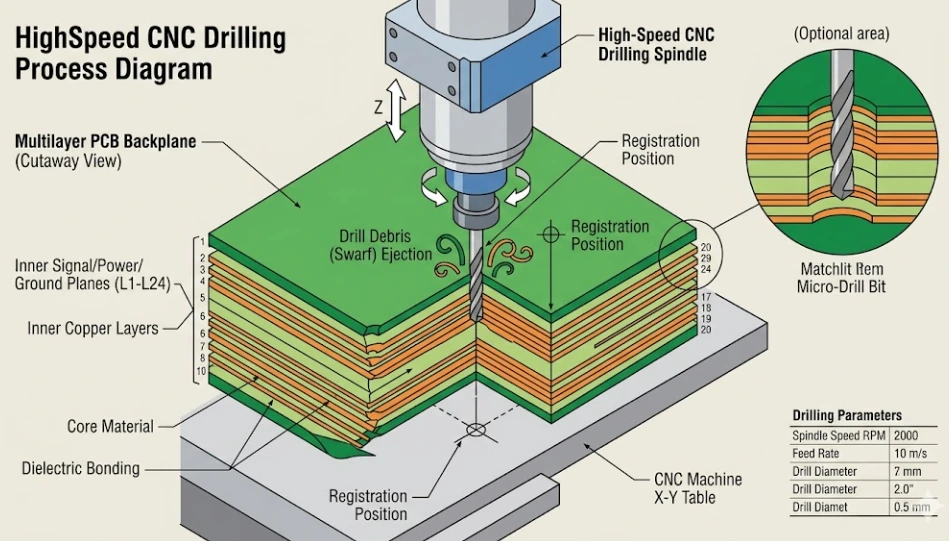
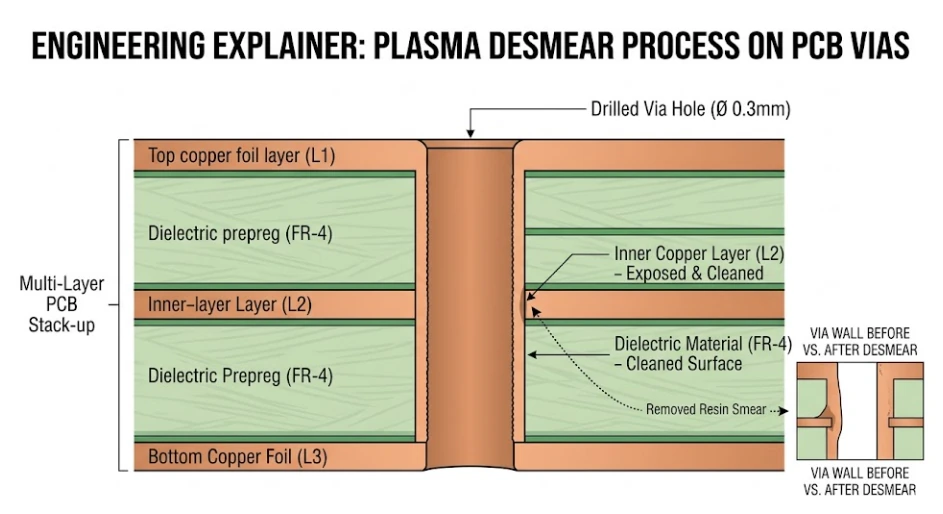
La foratura meccanica spalma resina ammorbidita sul rame esposto degli strati interni, e questo materiale deve essere rimosso prima della metallizzazione. Il FR-4 standard risponde bene alle chimiche al permanganato alcalino, mentre PTFE e altri dielettrici RF richiedono attivazione al plasma. Questo è particolarmente importante nei progetti PCB ad alta frequenza e mmWave, dove una preparazione scadente della parete del foro compromette direttamente l'adesione della placcatura e l'affidabilità a lungo termine.
Laminati PTFE/Teflon: il PTFE puro è morbido e altamente soggetto all'espansione termica. Se la velocità del mandrino (RPM) è troppo alta o la velocità di avanzamento (Infeed) troppo bassa, la punta permane troppo a lungo nel materiale generando calore localizzato. Il PTFE fonde e si spalma nel foro, per poi risolidificarsi immediatamente come una barriera liscia e chimicamente inerte sugli strati interni di rame. Per prevenire uno smear catastrofico, utilizziamo cicli specializzati di "peck drilling", profili RPM ridotti e chip load aggressivi in modo da tagliare ed evacuare il materiale prima che si accumuli calore.
4. Mitigazione del CAF e ottimizzazione della punta
La crescita del Conductive Anodic Filament (CAF) è una modalità di guasto elettrochimico catastrofica in cui gli ioni di rame migrano lungo l'interfaccia vetro-epossidica da un via anodo ad alta tensione a un via catodo, provocando infine un corto circuito interno. Con l'aumento della densità dei progetti PCB, il "web thickness" (la distanza dielettrica tra due pareti di foro forato) si avvicina pericolosamente a 0,15 mm.
Il processo di foratura è il principale innesco meccanico del CAF. Se una punta smussata viene forzata attraverso il laminato, frattura il legame silanico tra il filato di fibra di vetro e la resina epossidica circostante. Queste microfratture creano percorsi capillari cavi. Durante il funzionamento in ambienti umidi, l'umidità penetra, dissolve i sali di rame del processo di placcatura e questi migrano sotto bias DC. APTPCB mitiga meccanicamente il CAF imponendo controlli ad alta frequenza del run-out del mandrino (Total Indicator Reading, TIR < 10 μm) per evitare l'oscillazione della punta, utilizzando avanzamenti aggressivi che tagliano invece di spingere i fasci di vetro e impiegando laminati premium high-Tg resistenti al CAF con trattamenti silanici specializzati.
5. Sfide di elettroplaccatura nei via ad alto aspect ratio
Forare un foro profondo è solo metà della sfida ingegneristica; depositare rame uniforme all'interno del foro completa l'interconnessione. L'Aspect Ratio (AR) è il rapporto tra lo spessore della scheda e il diametro del foro forato. Un backplane spesso 8,0 mm con un foro da 0,5 mm ha un AR di 16:1.
In un bagno standard di elettroplaccatura DC, la densità del campo elettrico si concentra fortemente sugli spigoli all'ingresso del foro (effetto "dog bone"). Di conseguenza, il rame si deposita rapidamente in superficie ma molto lentamente al centro del barrel profondo. In un foro 15:1, la placcatura DC potrebbe depositare 40 μm di rame in superficie ma solo 10 μm al centro, non soddisfacendo i minimi IPC Class 3 e creando un punto debole critico suscettibile di criccarsi durante il forte shock termico della wave soldering.
APTPCB supera le leggi della fisica DC utilizzando il Pulse-Reverse Electroplating. I raddrizzatori erogano un impulso forward (deposito di rame), seguito immediatamente da un impulso reverse ad alta corrente (stripping anodico). Poiché il campo elettrico è più intenso all'ingresso del foro, l'impulso reverse rimuove preferenzialmente il rame in eccesso dai bordi superficiali lasciando quasi intatto il rame nel barrel profondo. Ripetendo continuamente questa forma d'onda pulse-reverse per diverse ore, "spingiamo" il rame in profondità nel via, ottenendo un throwing power eccezionale e garantendo uno spessore uniforme del barrel di rame di 20-25 μm dall'alto al basso, anche in backplane aerospaziali ad alta affidabilità con rapporto estremo 15:1.