Qual e la differenza tra PCB depaneling e PCB profiling?
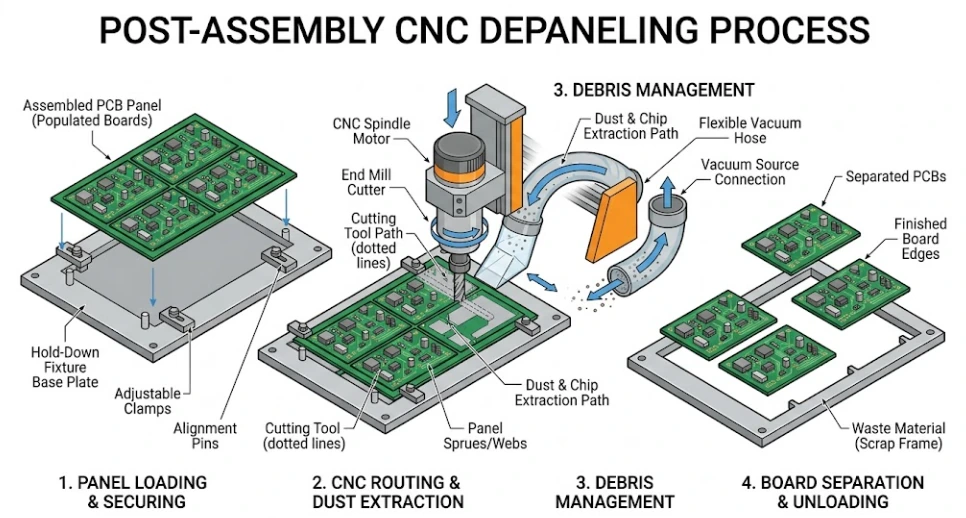
Il PCB profiling si riferisce al taglio del contorno della scheda durante la fabbricazione bare-board, cioe al processo con cui si ottiene il perimetro finale della scheda a partire da un pannello di produzione piu grande. Il PCB depaneling si riferisce invece in modo specifico alla separazione delle singole schede da un array di pannello gia assemblato come unita unica tramite saldatura SMT. Entrambi usano gli stessi metodi, come routing CNC, V-score e laser, ma la profilatura avviene durante la fabbricazione bare-board mentre il depaneling avviene dopo l'assemblaggio. Nel linguaggio comune i termini vengono spesso usati come sinonimi, ma in un contesto produttivo descrivono fasi di processo diverse con implicazioni qualitative differenti; il depaneling dopo l'assemblaggio richiede metodi a stress zero per proteggere le giunzioni di saldatura.
Quali metodi di depaneling PCB offrite?
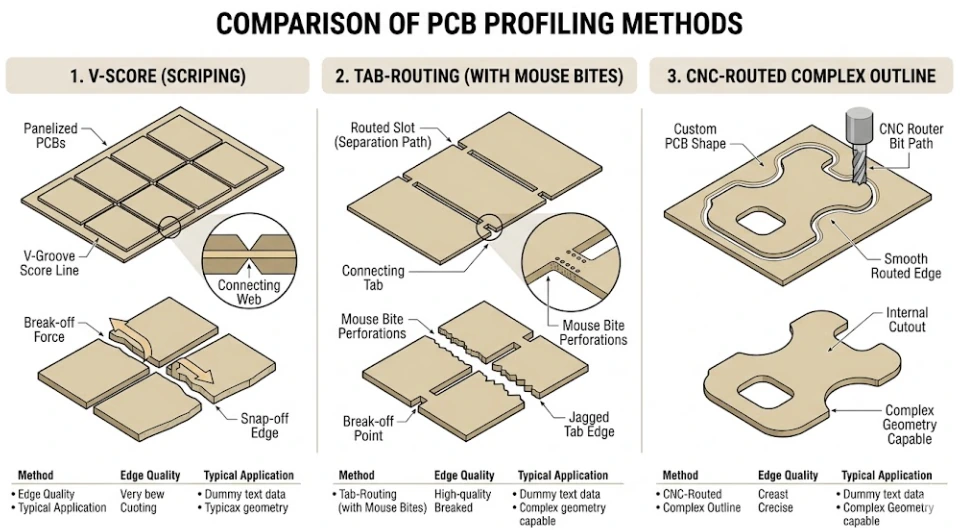
Offriamo cinque metodi di singolazione PCB: (1) routing CNC, per qualsiasi forma, precisione ±0,1 mm, adatto a tutti i materiali; (2) V-score / V-cut, solo linee rette, massima resa del pannello e costo piu basso per schede rettangolari; (3) tab routing con perforazioni mouse-bite, per qualsiasi forma con ritenzione nel pannello durante l'SMT; (4) depaneling UV laser, senza stress meccanico e con precisione ±0,05 mm, richiesto per schede flex e sottili; (5) punch / die cut, per singolazione flex PCB ad alto volume. Durante la review DFM raccomandiamo il metodo ottimale in base a geometria scheda, materiale, volume produttivo e requisiti di assemblaggio.
Che cos'e il PCB V-score (V-cut) e come funziona?
Il V-score, chiamato anche V-cut o V-groove, e un metodo di separazione del pannello in cui una lama rotante incide una gola a V da entrambi i lati del pannello PCB lungo la linea di separazione prevista. La lama non taglia completamente il pannello, ma lascia un'anima residua di materiale da 0,3-0,5 mm che mantiene unite le schede durante l'assemblaggio SMT. Dopo l'assemblaggio, le schede vengono separate applicando una forza di flessione lungo la linea di score, spezzando in modo pulito l'anima residua. Il V-score e il metodo di depaneling piu economico per le schede rettangolari perche non richiede alcuno spazio tra le schede, a differenza del routing CNC che rimuove una kerf da 1,6-2,4 mm. Il V-score e limitato a linee di separazione rettilinee e richiede ≥0,5 mm di distanza tra componenti e asse della gola.
Cosa sono i fori mouse-bite nel tab routing PCB?
I fori mouse-bite, chiamati anche stamp holes o perforazioni breakaway, sono una fila di piccoli fori passanti non metallizzati, tipicamente di diametro 0,5-0,6 mm e passo 0,75-1,0 mm, forati lungo la linea di distacco prevista in un pannello PCB con tab routing. Le perforazioni sono all'interno del tab di connessione da 2,0-3,0 mm che tiene la scheda unita al rail del pannello. Quando la scheda viene separata dal pannello dopo l'assemblaggio, i fori fungono da linea di strappo e la scheda si spezza in modo pulito lungo la fila con forza moderata. I tab mouse-bite lasciano un piccolo residuo in ciascuna posizione, rifilabile se necessario. La forza di distacco si controlla regolando il passo dei fori; un passo piu fitto richiede meno forza ma puo causare separazioni premature durante la manipolazione del pannello, mentre un passo piu largo aumenta la forza migliorando la rigidita del pannello. I tab mouse-bite sono il metodo preferito quando le schede non sono rettangolari ma devono restare in un array di pannello per l'assemblaggio SMT.
Che cos'e la castellation PCB (edge plating)?
La castellation PCB si riferisce a mezzi fori ramati lungo il bordo della scheda che creano pad di saldatura per il montaggio superficiale della PCB come modulo su una motherboard piu grande. Il processo inizia con la foratura di through-hole completi lungo la linea del bordo prevista, la loro ramatura elettrolitica con rame, come per le normali vie PTH, e poi il routing attraverso l'asse del foro durante la profilatura finale per esporre la parete metallizzata semicircolare. Il bordo castellated risultante consente di posizionare il modulo sui pad di una motherboard e saldarlo a rifusione, creando un filetto sia sulla parete castellated sia sul pad della motherboard. La castellation e comunemente usata per moduli Wi-Fi, Bluetooth, LoRa, GPS/GNSS e power management venduti come componenti SMT standalone. Il diametro minimo del foro castellated e 0,6 mm; i diametri tipici di produzione sono 0,8-1,2 mm.
Quando dovrei usare il depaneling laser invece del routing CNC?
Il depaneling laser e richiesto o fortemente raccomandato in quattro situazioni: (1) PCB flex e rigid-flex, perche il laser evita la delaminazione dell'interfaccia poliimmide-rame vicino alla transizione rigido-flex che lo stress del routing CNC puo causare; (2) schede ultra-sottili (<0,8 mm), dove il routing meccanico provoca chatter e flessione della scheda che possono deformare il laminato o lesionare le saldature; (3) componenti posti a 0,1-0,2 mm dal bordo, poiche il routing CNC richiede ≥0,3 mm mentre il laser permette ≥0,1 mm; (4) schede assemblate con MLCC, BGA a passo fine o package QFN vicini alla linea di separazione, dove la singolazione senza stress elimina il rischio di microfratture. Il depaneling laser costa di piu per scheda rispetto al routing CNC, quindi viene normalmente riservato ai design in cui i metodi meccanici non soddisfano requisiti di qualita bordo, stress o distanza dai componenti.
Quale angolo di bevel per gold finger devo specificare: 20° o 30°?
L'angolo di bevel standard per la maggior parte delle applicazioni card-edge e 20°. Usa 30° quando la slot del connettore e particolarmente stretta e serve uno smusso piu aggressivo per guidare la scheda senza che il bordo si impunti; quando la PCB e piu spessa del normale (>1,6 mm) e un bevel a 20° non assottiglia a sufficienza il bordo; oppure quando il produttore del connettore richiede esplicitamente 30°. Per applicazioni PCIe, DDR, M.2, SODIMM e PCI, 20° e il default corretto. La profondita del bevel e normalmente impostata per rimuovere il 30-50% dello spessore bordo; bevel piu profondi richiedono una maggiore area placcata oro per garantire copertura completa anche dopo la lavorazione. Specifica nelle note di fabbricazione l'angolo del bevel, la percentuale di profondita e quali bordi della scheda devono essere smussati.
Qual e la dimensione minima di uno scasso interno in un PCB?
La larghezza minima di uno scasso interno e 1,0 mm per il routing CNC, limitata dal diametro minimo pratico della fresa che mantenga rigidita strutturale durante il taglio. Il raggio minimo degli angoli interni e uguale al raggio dell'utensile, tipicamente 0,5-0,8 mm con utensili standard di produzione. Per angoli interni piu stretti (<0,5 mm di raggio), si possono usare passate plunge sequenziali e sovrapposte, ma cio aumenta il tempo di routing ed e normalmente limitato agli scassi non metallizzati. Gli slot interni metallizzati hanno una larghezza minima di 0,6 mm e devono essere definiti durante l'imaging dei layer prima del routing; non possono essere metallizzati dopo la fresatura. Per scassi interni in substrati Rogers PTFE o flex, la lavorazione laser puo raggiungere dimensioni minime piu piccole, 0,3-0,5 mm, rispetto al routing CNC.
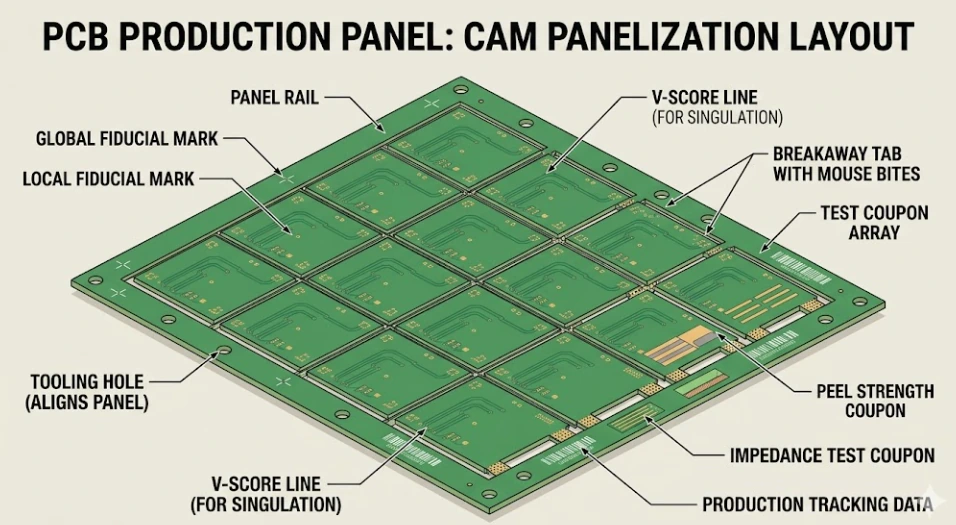
In che modo i fiducial influenzano pannellizzazione e depaneling?
I fiducial sono target di riferimento in rame usati dalle apparecchiature automatiche di assemblaggio e depaneling per l'allineamento ottico. Nell'assemblaggio SMT, i fiducial globali agli angoli del rail permettono alla pick-and-place di compensare eventuali offset o rotazioni del pannello sul convogliatore. I fiducial locali su due angoli di ogni singola scheda permettono una correzione fine delle variazioni di posizione board-to-board all'interno del pannello. Per il depaneling automatico CNC o laser post-assemblaggio, i fiducial locali sono essenziali; senza di essi, il router di depaneling non puo correggere la variazione di posizione accumulata tra il sistema di coordinate bare-board e la posizione del pannello assemblato. Specifica standard: cerchio in rame esposto di diametro 1,0 mm, keepout anulare senza rame di 3 mm, minimo tre per pannello e due per scheda in angoli diagonalmente opposti.
Qual e la dimensione massima di pannello che potete lavorare?
La nostra dimensione massima standard di pannello di produzione e 18 × 24 pollici (457 × 610 mm). E il formato large-size piu comune per PCB e ottimizza la resa delle nostre apparecchiature di routing, plating, imaging e ispezione. Sono disponibili anche pannelli speciali piu piccoli per prototipi e basse quantita: 12 × 18 pollici (305 × 457 mm) per build intermedie e dimensioni custom fino a un minimo di 50 × 50 mm per applicazioni specifiche. Se hai un progetto che richiede pannelli piu grandi di 18 × 24 pollici, ad esempio segmenti backplane o grandi array LED, contatta il nostro team engineering per valutare le opzioni.