Guida ingegneristica avanzata
I fondamenti ingegneristici della laminazione PCB multistrato
Progettare uno stack-up multistrato nel software equivale essenzialmente a disegnare una mappa teorica. Unire fisicamente 24 strati di fibra di vetro, resina e rame in un unico blocco monolitico e dimensionalmente stabile, invece, e un esercizio di termodinamica applicata e scienza dei materiali. In APTPCB collaboriamo con ingegneri hardware di tutto il mondo per rendere chiaro il processo di laminazione e garantire che i design teorici siano altamente producibili. Di seguito trovi un approfondimento sulle strategie ingegneristiche che governano la laminazione avanzata.
1. Comprendere la dinamica del prepreg e il flusso della resina
La "colla" che tiene insieme un PCB multistrato e il Prepreg (tessuto in vetro pre-impregnato). Il prepreg consiste in fibra di vetro intrecciata impregnata con resina epossidica parzialmente polimerizzata (nota come B-stage). Durante il ciclo di pressatura della laminazione, l'applicazione di calore, tipicamente tra 170°C e 220°C a seconda del Tg del materiale, fa si che questa resina B-stage passi temporaneamente a uno stato liquido a bassa viscosita. Sotto pressione idraulica, la resina liquida fluisce e riempie gli spazi incisi tra le tracce di rame sui core adiacenti. Con il proseguire del ciclo termico, la resina reticola e indurisce permanentemente nello stato C-stage.
La sfida ingegneristica: se hai uno strato con rame da 2 oz e routing rado, c'e un grande volume di "spazio vuoto" che la resina deve colmare. Se il prepreg selezionato non ha un Resin Content (RC%) sufficiente o caratteristiche di flusso adeguate, questi spazi non verranno riempiti. Il risultato e la "Resin Starvation", cioe microscopici vuoti d'aria che compromettono la rigidita dielettrica e portano alla delaminazione durante l'assemblaggio. I nostri ingegneri CAM calcolano matematicamente la percentuale di rame residuo di ogni singolo layer e specificano intenzionalmente particolari stili di tessitura del prepreg, come i tessuti ad alta resina 1080 o 106, per garantire un incapsulamento completo e privo di vuoti.
2. Laminazione sequenziale per HDI (High-Density Interconnect)
La laminazione standard, cioe un singolo ciclo di pressatura, e sufficiente per schede che utilizzano solo via passanti meccaniche. Tuttavia, i moderni design ad alta densita, come smartphone e motherboard AI, richiedono blind e buried microvia per risparmiare spazio di instradamento. Questo rende necessaria la Sequential Lamination.
In una costruzione HDI 2+N+2, la fabbrica non puo semplicemente pressare tutto in una sola volta. Dobbiamo prima laminare il core interno, cioe gli strati "N", forarlo meccanicamente, metallizzarlo e inciderlo. Poi aggiungiamo uno strato di prepreg e rame su entrambi i lati, laminamo la scheda una seconda volta, eseguiamo la foratura laser delle microvia, la metallizzazione e l'incisione. Infine ripetiamo il processo per un terzo ciclo di laminazione cosi da aggiungere gli strati piu esterni.
Ogni ciclo di pressatura aggiuntivo sottopone il core interno a un ulteriore forte shock termico, facendo restringere leggermente il materiale ogni volta. Utilizziamo laminati altamente stabili a basso CTE e compensazione predittiva della scala per garantire che le laser via realizzate durante il terzo ciclo colpiscano perfettamente i microscopic copper capture pad sepolti all'interno della scheda.
3. La complessita della laminazione ibrida (PTFE + FR-4)
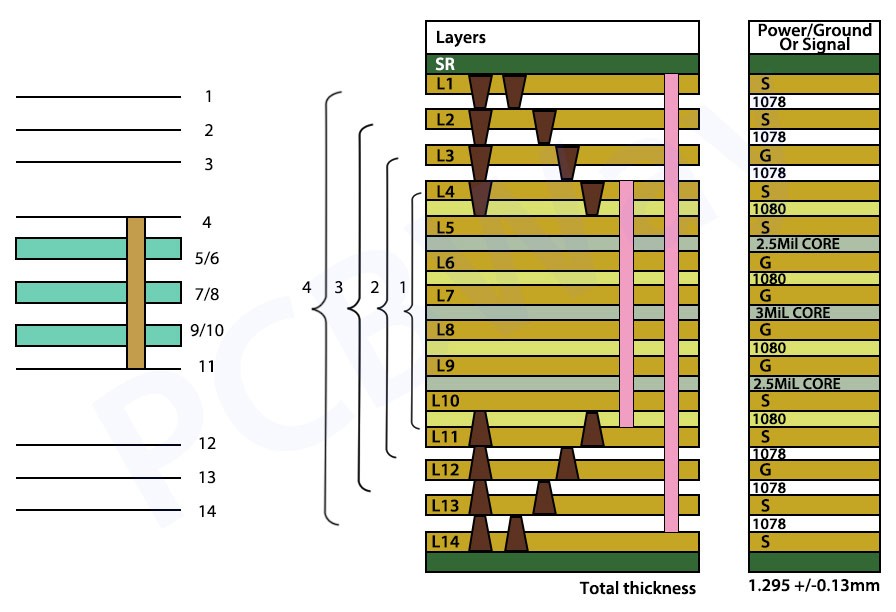
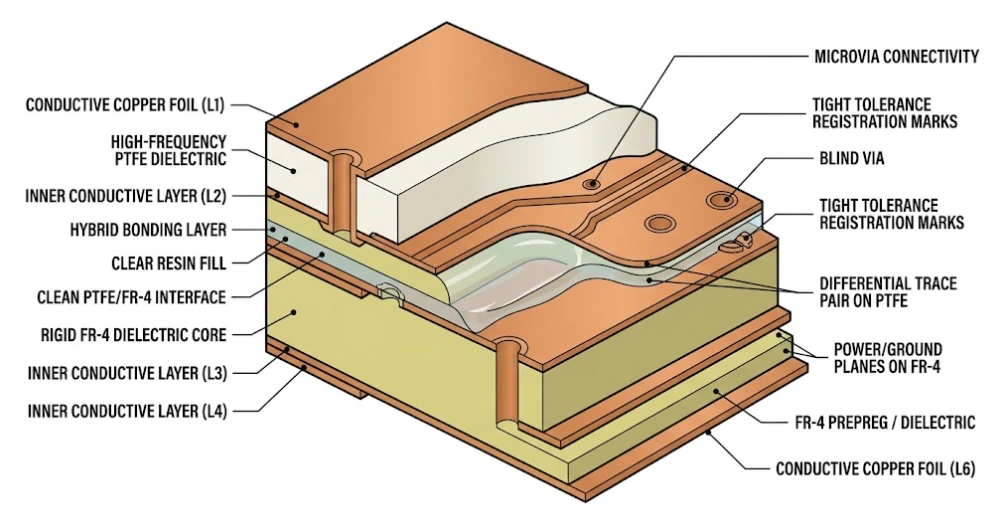
Per applicazioni RF e microwave ad alta frequenza, come il radar automotive a 77 GHz, gli ingegneri richiedono materiali ultra-low-loss come PTFE (Teflon) di Rogers o Taconic. Tuttavia, costruire un circuito a 12 strati interamente in PTFE e economicamente proibitivo. La soluzione e la Hybrid Lamination, in cui gli strati RF esterni critici utilizzano PTFE e gli strati strutturali interni impiegano FR-4 piu economico.
La sfida ingegneristica: PTFE e FR-4 hanno Coefficients of Thermal Expansion (CTE) e temperature di fusione drasticamente diverse. Se vengono pressati insieme usando prepreg FR-4 standard, lo strato PTFE puo delaminarsi o deformarsi pesantemente durante il raffreddamento.
La soluzione APTPCB: utilizziamo prepreg di bonding termoindurenti a basse perdite, come Rogers RO4450F o Taconic fastRise 27, formulati chimicamente per aderire sia al PTFE sia al FR-4. Progettiamo inoltre un profilo termico di pressatura altamente personalizzato a doppia rampa che rispetta le curve di cura di entrambi i sistemi di materiale, garantendo una scheda ibrida piana e affidabile.
4. Gestione del warpage della scheda (Bow and Twist)
Un PCB deve essere estremamente planare per affrontare l'assemblaggio SMT; un warpage eccessivo (bow and twist) portera la pick-and-place a posizionare i componenti in modo impreciso oppure fara aprire le giunzioni di saldatura BGA durante il reflow. Il warpage e quasi interamente determinato da stack-up di laminazione asimmetrici.
Come regola fisica, una scheda deve essere simmetrica rispetto al centro del proprio asse Z. Se posizioni un piano di massa pieno in rame da 2 oz sul Layer 2, ma il Layer 9, il suo lato speculare, contiene solo poche tracce di segnale da 1 oz, la scheda si incurvera come una patatina mentre si raffredda dai 200°C della pressa di laminazione, perche l'heavy copper si ritira a velocita diversa rispetto alla resina. Il nostro team di ingegneria applica severe linee guida DFM e spesso raccomanda il "copper thieving", cioe l'aggiunta di rame non funzionale nelle aree piu scariche, per bilanciare la densita metallica e garantire che le tue schede arrivino perfettamente planari.