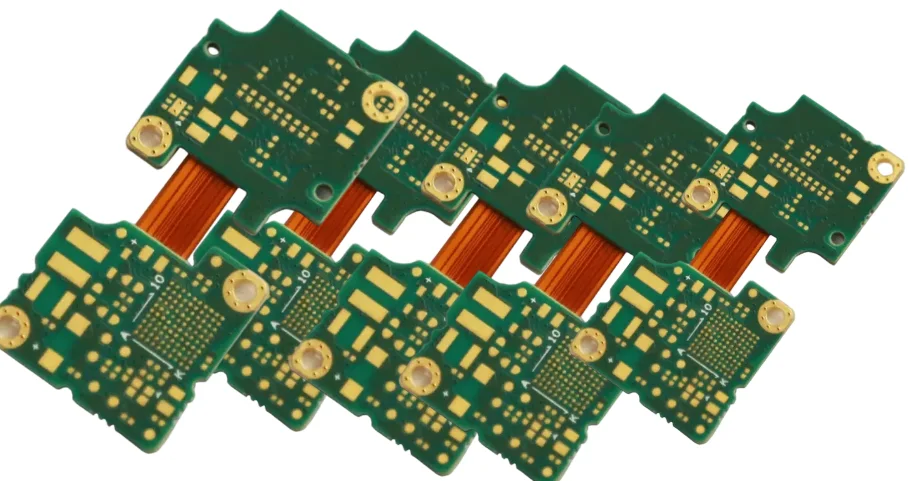
I circuiti stampati rigid-flex uniscono la flessibilita meccanica della poliimmide con l'integrita strutturale e le capacita ad alta densita dei substrati rigidi FR4. Questa architettura ibrida elimina connettori ingombranti e fasci di cavi, riduce in modo significativo il peso e migliora l'affidabilita in applicazioni aerospaziali, medicali e automotive. L'adozione corretta della tecnologia rigid-flex richiede pero il rispetto rigoroso di regole di progettazione complesse legate alla simmetria dello stackup, alla compatibilita dei materiali e alla gestione delle sollecitazioni meccaniche.
Punti chiave
- Ottimizzazione dello spazio: Riduce il volume dell'assieme fino al 60% rispetto ai cablaggi tradizionali.
- Affidabilita: Elimina potenziali punti di guasto in corrispondenza di giunti saldati e crimpature presenti nei cablaggi standard.
- Integrita del segnale: Offre impedenza controllata e minore induttanza parassita per la trasmissione di segnali ad alta velocita.
- Packaging 3D: Consente alla PCB di piegarsi e adattarsi a involucri dalle forme irregolari durante l'installazione.
Specifiche rigid-flex a colpo d'occhio
| Parametro | Specifica standard | Capacita avanzata | Nota critica |
|---|---|---|---|
| Strati flessibili | 1-4 strati | 6-12+ strati | Mantenere gli strati flessibili al centro dello stackup, sull'asse neutro. |
| Raggio minimo di piega (statico) | 10x spessore flex | 6x spessore flex | Solo per applicazioni "install-to-fit". |
| Raggio minimo di piega (dinamico) | 20x spessore flex | 25x-40x spessore flex | Per applicazioni con movimento continuo. |
| Larghezza/spaziatura tracce (flex) | 4 mil / 4 mil (0,1 mm) | 2 mil / 2 mil (0,05 mm) | Nelle zone di piega sono preferibili tracce piu larghe per evitare cricche. |
| Distanza foro-rame (flex) | 10 mil (0,25 mm) | 6 mil (0,15 mm) | Richiede anelli anulare piu grandi rispetto alle schede rigide. |
| Controllo dell'impedenza | ±10% | ±5% | Piu difficile nelle aree flex a causa delle variazioni del dielettrico. |
Contenuti
- Architettura e configurazione dello stackup
- Criteri di selezione dei materiali
- Progettazione meccanica e raggio di piega
- Instradamento delle tracce e integrita del segnale
- Progettazione delle vie e fori metallizzati passanti (PTH)
- Processi produttivi e DFM
- Finiture superficiali e affidabilita
- Sfide di assemblaggio (PCBA)
- Fattori di costo e ottimizzazione
- Assicurazione qualita e collaudi
- Checklist finale per i progettisti
Architettura e configurazione dello stackup
Il fondamento di un PCB rigid-flex affidabile e il suo stackup. A differenza delle schede multistrato standard, gli stackup rigid-flex devono tenere conto sia delle differenze di espansione lungo l'asse Z tra FR4 e poliimmide sia dei requisiti meccanici della cerniera flessibile.
La regola dell'asse neutro
La regola meccanica piu importante consiste nel posizionare gli strati del circuito flessibile il piu vicino possibile all'asse neutro dello stackup. L'asse neutro e il piano interno alla scheda nel quale il materiale non subisce sforzi durante la piega, ne compressione ne trazione.
- Regola: In un rigid-flex multistrato, gli strati flessibili devono stare al centro.
- Perche conta: Se gli strati flessibili si trovano sui lati esterni, durante la piega subiscono la massima trazione o compressione, con conseguente incrudimento del rame e successiva frattura.
- Verifica: Controllare il diagramma dello stackup per confermare la simmetria. Se la sezione rigida ha 8 strati, idealmente gli strati flessibili dovrebbero essere il 4 e il 5.
Costruzione bilanciata vs. sbilanciata
La costruzione bilanciata e preferibile per evitare imbarcamenti, ma alcuni progetti richiedono stackup sbilanciati a causa di vincoli di impedenza o di spazio.
- Costruzione bilanciata: Uguale spessore di dielettrico e rame su entrambi i lati del core. Riduce al minimo bow e twist durante il reflow.
- Costruzione sbilanciata: Spesso necessaria quando servono specifici conteggi di strato per l'instradamento. Richiede una scelta attenta di prepreg "low-flow" per evitare che l'adesivo coli eccessivamente sul braccio flessibile.
Costruzione con air gap
Per progetti che richiedono estrema flessibilita o un raggio di piega molto stretto si usa una costruzione con "air gap". In questo caso gli strati flessibili restano separati, quindi non incollati, nella regione flessibile e possono scorrere uno sull'altro come le pagine di un libro.
- Intervallo di utilizzo: Tipicamente quando la sezione flex supera i 4 strati.
- Vantaggio: Riduce la rigidita effettiva del pacchetto.
- Contropartita: Processo produttivo piu complesso e controllo dell'impedenza leggermente meno uniforme.
Criteri di selezione dei materiali
La scelta dei materiali non riguarda solo le prestazioni elettriche, ma la sopravvivenza meccanica della scheda. L'interazione tra FR4 rigido, poliimmide flessibile e sistemi adesivi determina l'affidabilita complessiva.
Poliimmide con adesivo vs. senza adesivo
I core in poliimmide (PI) sono disponibili in due forme principali:
Con adesivo (standard): Utilizza un adesivo acrilico o epossidico per legare il rame al PI.
- Pro: Costo inferiore, maggiore peel strength.
- Contro: L'adesivo ha una bassa temperatura di transizione vetrosa (Tg) e un'elevata espansione termica sull'asse Z. E un punto di cedimento comune durante assemblaggio o funzionamento ad alta temperatura.
- Limite: Da evitare per applicazioni aerospaziali o PCB per elettronica automotive ad alta affidabilita che richiedono ampi cicli termici.
Senza adesivo (alte prestazioni): Il rame viene colato o depositato direttamente sul PI.
- Pro: Profilo piu sottile, migliore stabilita termica, Tg piu elevata.
- Contro: Costo del materiale superiore.
- Raccomandazione: Obbligatoria per i progetti HDI e per le schede rigid-flex con piu di 4 strati.
Coverlay vs. solder mask
Nella sezione flessibile la comune solder mask LPI e troppo fragile e si screpola durante la piega. Si usa quindi un coverlay in poliimmide.
- Materiale: Uno strato di poliimmide con adesivo acrilico sul retro.
- Spessore: Tipicamente 1 mil (25 um) di PI + 1 mil (25 um) di adesivo.
- Regola di progetto: Le aperture del coverlay vengono forate o tagliate al laser. Le aperture quadrate sono difficili; meglio preferire aperture circolari o ovali.
- Ponte minimo: Mantenere almeno 10 mil (0,25 mm) di ponte di coverlay tra i pad per garantire l'adesione.
Per specifiche piu dettagliate sui materiali, consulti la nostra guida ai materiali PCB.
Progettazione meccanica e raggio di piega
Calcolare il raggio minimo di piega e essenziale per evitare la frattura del rame. Il raggio consentito dipende dal fatto che l'applicazione sia "statica", cioe piegata una sola volta per il montaggio, oppure "dinamica", quindi soggetta a piegature continue.
Formule di calcolo
Il raggio minimo di piega ($R$) dipende dallo spessore totale della sezione flessibile ($h$).
1. Flex monofaccia:
- Statico: $R = 10 \times h$
- Dinamico: $R = 20 \times h$
2. Flex bifaccia:
- Statico: $R = 10 \times h$
- Dinamico: $R = 25 \times h$
3. Flex multistrato:
- Statico: $R = 20 \times h$
- Dinamico: Non consigliato con conteggi di strato elevati.
Guasto comune: effetto trave a I
Quando le tracce su strati adiacenti sono sovrapposte una sopra l'altra, aumentano la rigidita locale del circuito e creano un effetto "trave a I".
- Regola: Nella zona di piega, sfalsare le tracce sugli strati adiacenti.
- Perche conta: La sovrapposizione delle tracce concentra le sollecitazioni e porta a cricche del dielettrico e fatica del conduttore.
- Verifica: Controllare i file Gerber della regione flessibile. Le tracce del Layer 2 dovrebbero correre negli spazi tra le tracce del Layer 1.
Instradamento delle tracce e integrita del segnale
L'instradamento dei segnali attraverso la transizione rigido-flex richiede tecniche specifiche per mantenere sia l'integrita del segnale sia la robustezza meccanica.
La zona di transizione
L'interfaccia in cui la scheda rigida incontra la coda flessibile e un'area soggetta a forti sollecitazioni.
- Regola: Le tracce devono attraversare la zona di transizione in modo perpendicolare, a 90 gradi rispetto al bordo rigido.
- Errore tipico: Un instradamento angolato crea punti di concentrazione delle tensioni che possono strappare il rame durante l'espansione termica.
- Mitigazione: Utilizzare "teardrops" su tutti i pad e le vie vicine alla transizione per aumentare la resistenza meccanica.
Controllo dell'impedenza nelle aree flex
Ottenere un'impedenza controllata negli strati flessibili e piu difficile che sulle schede rigide a causa dell'assenza di piani di riferimento solidi, spesso retinati per mantenere la flessibilita.
- Piani di riferimento: Utilizzare rame retinato per i piani di massa nelle regioni flessibili.
- Schema: Retinatura a 45 gradi.
- Copertura: Densita di rame dal 50% al 70%.
- Impatto: Aumenta la flessibilita, ma aumenta anche l'impedenza della traccia.
- Larghezza della traccia: Nelle regioni flessibili le tracce spesso devono essere piu larghe che nelle regioni rigide per rispettare target di impedenza come 50 ohm, perche il dielettrico composto da poliimmide piu adesivo e piu sottile dell'FR4.
- Verifica: Utilizzare un calcolatore di impedenza calibrato specificamente per piani di massa retinati.
Riduzione graduale di larghezza
Se nella sezione rigida e richiesto un instradamento ad alta densita, ma nella coda flessibile serve flessibilita:
- Tecnica: Instradare con larghezza standard nella zona rigida.
- Transizione: Ridurre la larghezza in modo graduale quando la traccia entra nella zona flessibile, assicurandosi comunque che resti sufficiente per la portata di corrente.
- Limite: Evitare di cambiare larghezza esattamente sulla linea di interfaccia rigid-flex. Eseguire la transizione almeno a 30 mil (0,75 mm) dal bordo.
Progettazione delle vie e fori metallizzati passanti (PTH)
Le vie sono strutture rigide. Posizionarle in aree flessibili significa introdurre un rischio di guasto.
Regole di posizionamento
- Niente vie nelle aree di piega: Non inserire mai una via in una parte della scheda destinata a piegarsi. La metallizzazione si crepera.
- Zona di rispetto: Mantenere una distanza minima di 20 mil (0,5 mm) dall'interfaccia rigid-flex per qualsiasi via.
- Placcatura del pad: Usare "button plating" o pad con placcatura selettiva per ancorare il rame alla poliimmide ed evitare il sollevamento del pad durante la saldatura.
HDI e microvie
Per progetti complessi di HDI PCB che includono rigid-flex:
- Vie impilate: Evitare di impilare vie direttamente sopra l'interfaccia flex.
- Foratura laser: Il controllo della profondita di foratura laser e fondamentale quando ci si ferma su uno strato flessibile. I parametri laser per FR4 sono diversi da quelli per la poliimmide.
- Aspect ratio: Mantenere l'aspect ratio delle microvie sotto 0,8:1 per garantire una metallizzazione affidabile nei blind hole che collegano gli strati rigidi al core flessibile.
Processi produttivi e DFM
Il design for manufacturability (DFM) e un tema distinto nel rigid-flex a causa dei complessi cicli di laminazione.
"Bikini cut" e posizionamento del coverlay
Il coverlay non si estende su tutta la sezione rigida. Di norma penetra leggermente nella sezione rigida per assicurare la tenuta.
- Sovrapposizione: Il coverlay dovrebbe estendersi di 15-30 mil (0,4-0,8 mm) all'interno della sezione rigida.
- Gap: Il prepreg nella sezione rigida non deve fluire nell'area flessibile. I produttori usano prepreg "no-flow" o "low-flow".
- Fuoriuscita di adesivo: Occorre prevedere la fuoriuscita dell'adesivo dal coverlay.
- Regola di progetto: Tenere pad e caratteristiche ad almeno 10 mil (0,25 mm) dal bordo del coverlay per evitare che l'adesivo invada le aree saldabili.
Scarico delle sollecitazioni
Lo scarico delle sollecitazioni e obbligatorio all'interfaccia rigid-flex.
- Cordone epossidico: Spesso si applica un cordone di epossidica flessibile all'interfaccia per irrigidire la transizione ed evitare che il circuito flex si pieghi con un angolo netto di 90 gradi contro il bordo rigido.
- Raccordi d'angolo: Gli angoli interni del profilo flex dovrebbero avere un raggio minimo di 30 mil (0,75 mm). Gli spigoli vivi a 90 gradi concentrano le tensioni e portano a lacerazioni. Inoltre va aggiunta una funzione in rame "tear-stop", cioe una traccia fittizia, lungo il bordo del circuito flessibile.
Per approfondire i vincoli di produzione, consulti le nostre linee guida DFM.
Finiture superficiali e affidabilita
La finitura superficiale influisce sia sulla shelf life sia sulla durabilita meccanica dell'assieme.
ENIG (Electroless Nickel Immersion Gold)
Questa e la finitura standard per il rigid-flex.
- Pro: Superficie planare per componenti a passo fine e ottima idoneita al wire bonding.
- Flessibilita: Il nichel e fragile. Sebbene ENIG vada bene nelle sezioni rigide, una flessione eccessiva delle aree ENIG nella zona flex puo causare microcricche.
- Regola: Non applicare la finitura superficiale nell'area di piega dinamica. Nella zona di piega il rame deve restare nudo, protetto dal coverlay.
ENEPIG
Per wire bonding ad alta affidabilita si preferisce ENEPIG (Electroless Nickel Electroless Palladium Immersion Gold), ma il costo e superiore.
Hot Air Solder Leveling (HASL)
- Da evitare: HASL in genere non e consigliato per il rigid-flex. L'elevato shock termico del processo puo delaminare i materiali flessibili e la superficie irregolare e inadatta ad assemblaggi a passo fine.
Per saperne di piu sulle finiture disponibili, consulti la nostra guida alle finiture superficiali.
Sfide di assemblaggio (PCBA)
Le schede rigid-flex richiedono una gestione specializzata durante l'assemblaggio PCBA.
Gestione dell'umidita (baking)
La poliimmide e igroscopica e assorbe rapidamente umidita dall'aria, fino al 3% in peso.
- Rischio: Se l'umidita resta intrappolata nella poliimmide durante la saldatura reflow (240 C+), si trasforma in vapore e causa delaminazione, il cosiddetto popcorning.
- Procedura: Le schede rigid-flex DEVONO essere sottoposte a baking prima dell'assemblaggio.
- Ciclo tipico: 120 C per 2-4 ore immediatamente prima della saldatura.
Attrezzaggio
Le code flessibili rendono la scheda cedevole e difficile da gestire nelle macchine pick-and-place.
- Soluzione: Utilizzare pallet o fixture personalizzati per mantenere piatta la parte flex durante stampa e posizionamento.
- Suggerimento di progetto: Inserire fori di attrezzaggio nell'area di sfrido del pannello o nelle sezioni rigide per facilitare il fissaggio della scheda al fixture.
Fattori di costo e ottimizzazione
I PCB rigid-flex sono intrinsecamente piu costosi delle schede rigide, spesso da 3 a 5 volte. Un progetto ottimizzato consente di controllare questi costi.
- Numero di strati: Ridurre al minimo il numero di strati flessibili. Un core flex a 2 strati costa molto meno di un core flex a 4 strati.
- Nesting: La forma della coda flessibile influisce sull'utilizzo del pannello. Code curve o a L sprecano materiale.
- Ottimizzazione: Progettare code dritte o ripiegabili per consentire un nesting piu serrato sul pannello di produzione.
- Stiffener: Se una sezione flex deve essere rigida solo per supportare componenti, e non per il routing elettrico, usare uno stiffener in FR4 o poliimmide incollato sul flex invece di creare in quell'area un intero stackup rigid-flex.
Assicurazione qualita e collaudi
Per garantire che la scheda soddisfi i severi requisiti dei settori aerospazio e difesa o medicale, sono necessari test specifici.
- Shock termico: Cicli tra -55 C e +125 C per verificare l'integrita dei fori metallizzati passanti, inclusi i barrel crack.
- Peel strength test: Verifica la forza di adesione tra rame e poliimmide.
- Resistenza a flessione: Test dedicato in cui la scheda viene piegata ripetutamente fino al raggio di progetto per verificarne la vita utile, ad esempio 100.000 cicli.
- Test di impedenza: Sul pannello vengono inseriti coupon TDR per verificare l'impedenza delle tracce sia nelle aree rigide sia in quelle flessibili.
Checklist finale per i progettisti
Prima di inviare i file Gerber, ricontrolli questa checklist conclusiva:
- Stackup: Gli strati flessibili si trovano sull'asse neutro?
- Raggio di piega: Il raggio e >10x lo spessore (statico) oppure >20x (dinamico)?
- Transizioni: Le tracce attraversano in perpendicolare l'interfaccia rigid-flex?
- Vie: Tutte le vie sono ad almeno 20 mil dalla zona di transizione?
- Coverlay: C'e una sovrapposizione sufficiente, almeno 15 mil, nella sezione rigida?
- Pad: I pad nella zona flex hanno tie-downs (spurs) o anelli anulare maggiorati?
- Tear stop: Sono presenti tear stop in rame negli angoli interni?
La tecnologia rigid-flex offre una versatilita unica per l'elettronica moderna. Seguendo queste rigide linee guida di progettazione e collaborando fin dalle prime fasi con il produttore, e possibile realizzare soluzioni di interconnessione compatte, affidabili e ad alte prestazioni.