Ecco il paradosso al centro di ogni programma di produzione radar a 77 GHz: il substrato selezionato proprio per le sue prestazioni RF è anche un isolante termico. Le proprietà dielettriche del Rogers RO3003 sono eccellenti. La sua conducibilità termica è pari a 0,50 W/m/K, valore che lo colloca grossomodo nel range di una schiuma strutturale se confrontato con ciò che serve sotto un IC transceiver radar in piena potenza.
Questo non è un motivo per evitare RO3003. È un motivo per capire esattamente cosa il processo produttivo debba fare per gestire il problema. Questo processo inizia a monte: i passaggi di fabbricazione PTFE che producono il bare board, cioè parametri di foratura modificati, vacuum plasma desmear e raffreddamento controllato nella laminazione ibrida, determinano se gli array di thermal via POFV e le strutture in rame per la gestione del calore siano costruiti a specifica prima ancora dell’assemblaggio dei componenti.
Comprendere il paradosso termico
Un amplificatore RFIC a 77 GHz che pilota un radar phased-array può dissipare diversi watt su un thermal pad di package più piccolo di un francobollo. Su una scheda FR-4 standard, quell’energia si diffonderebbe lateralmente nel substrato, in modo inefficiente ma comunque parziale. Su RO3003 a 0,50 W/m/K, la diffusione laterale è sostanzialmente nulla. Il calore si accumula sotto il componente.
Le conseguenze a valle:
Gain compression: Quando la temperatura di giunzione si avvicina al massimo dell’RFIC, tipicamente 125-150°C per componenti automotive-grade, il guadagno dell’amplificatore si comprime. La potenza di uscita cala. In un sistema anti-collisione a 77 GHz questo significa minore raggio di rilevamento.
Phase drift: Sebbene il TcDk di RO3003 sia eccellente, a −3 ppm/°C, temperature locali estreme superiori a ~120°C inducono espansione volumetrica sull’asse Z nel dielettrico circostante, spostando la capacità distribuita delle linee feed antenna vicine e introducendo phase noise che degrada la precisione del beam steering.
Fatica dei giunti di saldatura: Gradienti di temperatura tra una giunzione a 120°C e un ambiente a 40°C distante 5 mm creano sforzi di taglio ciclici sui giunti di saldatura. Dopo migliaia di cicli termici si sviluppano cricche da fatica.
La soluzione ingegneristica consiste nel progettare un percorso termico conduttivo attraverso il substrato prima dell’assemblaggio del componente. Questo percorso è costruito in rame elettroplaccato, 398 W/m/K, e corre verticalmente attraverso la scheda.
Array di thermal via POFV: progettare il percorso termico sull’asse Z
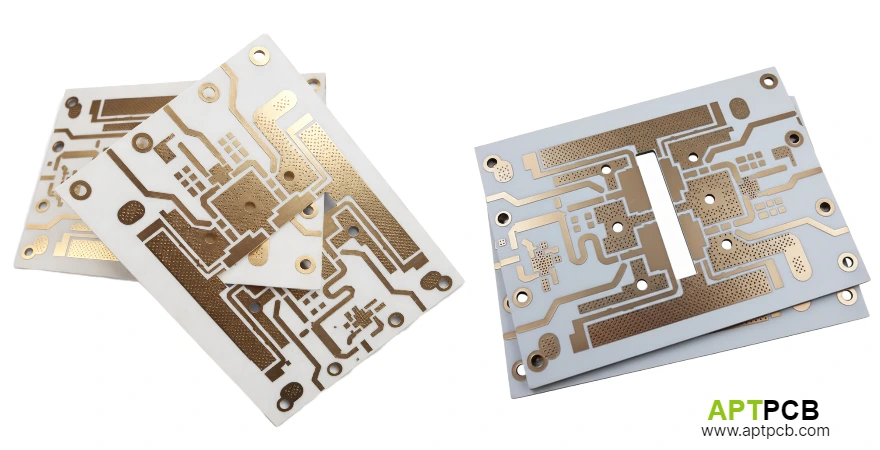
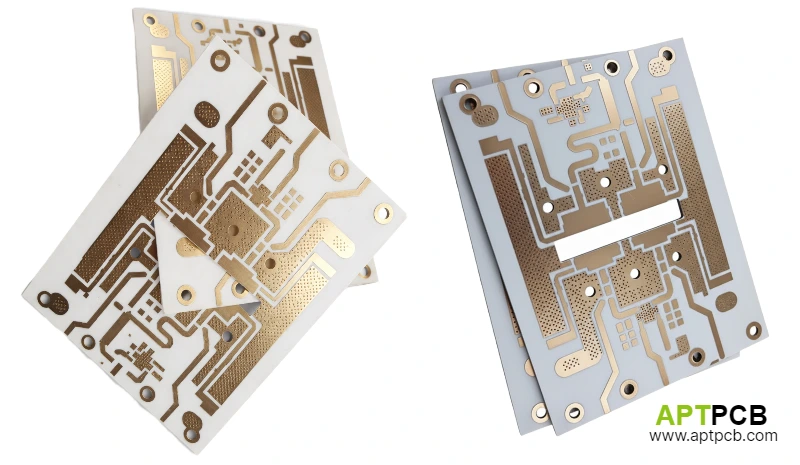
L’approccio standard per le schede radar RO3003 è un array Plated Over Filled Via (POFV) posizionato direttamente sotto l’exposed thermal pad dell’IC RF.
Il meccanismo: Un array denso di through-hole placcati in rame crea una colonna verticale di rame dal pad del componente, attraverso il core RO3003, fino a uno chassis metallico, una cold plate o uno strato interno di dissipazione termica. Ogni barrel in rame della via conduce calore circa 800 volte meglio del dielettrico circostante. Un array ben progettato riduce la resistenza termica sotto un RFIC ad alta potenza da svariate centinaia di °C/W, se il calore attraversa solo il dielettrico, a 15-25°C/W a seconda della densità dell’array e dell’accoppiamento allo chassis.
Requisito di fill e planarizzazione: Una via cava non può essere saldata sopra in modo affidabile. La solder paste che collassa dentro una via non riempita crea un vuoto sotto il thermal pad, blocca il percorso termico e genera un hotspot localizzato. La soluzione è riempire i fori via con resina epossidica termicamente conduttiva, poi placcare rame sulla superficie riempita, cioè POFV, creando un pad piatto e saldabile. APTPCB punta a una planarità superficiale POFV entro ±10 μm rispetto al rame circostante. Scostamenti superiori causano distribuzione non uniforme del volume di pasta e quindi voiding anche con uno stencil ben progettato.
Dimensionamento tipico per applicazioni a 77 GHz: Per un transceiver QFN con thermal pad da 3×3 mm, un array 3×3 o 4×4 di vie forate da 0,3 mm con pitch centro-centro di 0,6 mm fornisce una resistenza termica adeguata. La copertura dell’array dovrebbe essere almeno il 50% dell’area del thermal pad. Occorre validare con simulazione termica prima del freeze del layout. Geometria delle vie, specifica di riempimento e planarità del cap plating sono fra le decisioni orientate alla fabbricazione trattate in profondità nel processo di design e DFM dei PCB RO3003 custom.
Finitura superficiale: argento immersione vs. ENIG alle frequenze millimetriche
A 77 GHz, lo skin effect concentra la corrente negli 1-2 μm più esterni del conduttore. La finitura superficiale fa quindi parte del percorso del segnale RF.
Argento immersione (ImAg): Con spessore di deposito di 0,1-0,2 μm, l’ImAg è elettromagneticamente trasparente. La corrente RF scorre sulla superficie di rame sottostante. La saldabilità è eccellente e la morfologia piatta e liscia preserva l’impedenza delle tracce lungo le linee feed RF.
ENIG: Deposita 3-5 μm di nichel sotto un sottile strato d’oro. La resistività bulk del nichel è circa 4 volte quella del rame. A 77 GHz, questo strato contribuisce con circa 0,1-0,2 dB/pollice di insertion loss aggiuntiva rispetto a ImAg. Su una rete di feed antenna lunga 3 pollici, la penalità è reale e misurabile.
Implicazioni di handling per ImAg: L’argento si ossida per contatto con composti solforati o oli delle impronte. APTPCB spedisce tutte le schede RO3003 con finitura ImAg in carta protettiva sulfur-free, sottovuoto in Moisture Barrier Bags con desiccante e Humidity Indicator Cards. Shelf life sigillata: 12 mesi. Dopo l’apertura: assemblare entro 5 giorni lavorativi.
Assemblaggio SMT: quattro controlli che determinano l’affidabilità
I quattro controlli sotto affrontano i failure mode specifici delle schede ibride RO3003 nella fase SMT. Per programmi che richiedono un riferimento di processo completo, inclusi first article inspection, requisiti di component co-planarity e criteri completi di accettazione 3D AXI del voiding, la guida al processo di assemblaggio RO3003 PCB copre ogni step dal pre-bake alla validazione post-reflow.
1. Pre-bake dell’umidità prima dell’ingresso in linea
RO3003 assorbe quasi zero umidità, 0,04%. Ma le schede ibride RO3003/FR-4 standard nei programmi commerciali a 77 GHz usano strati interni FR-4 igroscopici. L’umidità assorbita che raggiunge l’interfaccia dielettrico-rame durante un ciclo di reflow a 250°C può vaporizzare istantaneamente, causando delaminazione interna e cricche nei via barrel.
APTPCB esegue il pre-bake di tutte le schede ibride immediatamente prima dell’avvio dei servizi di assemblaggio SMT: un ciclo di bake controllato che espelle l’umidità assorbita dagli strati FR-4 senza ossidare in modo aggressivo la finitura ImAg. Le schede entrano nella linea SMT entro pochi minuti dalla fine del bake.
2. Progettazione stencil window-pane per thermal pad
Questo è il dettaglio che più spesso decide se il voiding del thermal pad superi o fallisca l’ispezione 3D X-Ray.
Uno stencil standard full-aperture deposita un unico grande volume di saldatura sopra il thermal pad. Quando la saldatura fonde durante il reflow, il flux in degasaggio resta intrappolato sotto la massa fusa. Da qui nascono vuoti che bloccano l’array di thermal via POFV sottostante.
Lo stencil window-pane divide l’apertura del thermal pad in una griglia di segmenti più piccoli separati da web strip prive di pasta, tipicamente larghe 0,15-0,20 mm. Durante il reflow, il vapore del flux esce attraverso queste strip prima che la saldatura solidifichi. Con questo approccio APTPCB ottiene in modo costante meno del 10% di voiding sul thermal pad, molto sotto il limite IPC-A-610H Class 3 del 30% e anche sotto la nostra soglia interna del 20%.
3. Atmosfera di reflow in azoto
L’argento immersione si ossida ad alte temperature. Anche la polvere di saldatura sviluppa ossidi superficiali che aumentano la viscosità, riducono il wetting e favoriscono il voiding.
I forni reflow di APTPCB per moduli radar a 77 GHz operano in atmosfera di azoto puro, mantenendo l’ossigeno residuo sotto 500 ppm. L’azoto previene il tarnishing di ImAg, abbassa la tensione superficiale della saldatura per un migliore wetting sulle superfici POFV e consente di ridurre il picco termico a 245-250°C invece di 255-260°C, riducendo lo stress termico cumulativo sul dielettrico PTFE.
4. Profilo di reflow controllato
| Fase | Parametro |
|---|---|
| Rampa di preriscaldo | 1,5-2°C/secondo |
| Zona soak | 150-180°C, 60-90 secondi |
| Temperatura di picco | massimo 245-250°C |
| Tempo sopra liquidus | 30-45 secondi |
| Velocità di raffreddamento | ≤3°C/secondo |
La velocità di raffreddamento controllata impedisce shock termico all’interfaccia ibrida PTFE/FR-4, la stessa identica preoccupazione fisica che impone raffreddamento lento nella laminazione del bare board.
Ispezione 3D a raggi X: validare ciò che l’ottica non vede
I componenti RF bottom-terminated, come transceiver QFN, BGA ed exposed thermal pad, hanno tutti i giunti critici nascosti sotto il package body. Le camere AOI standard non vedono nulla sotto il profilo del package.
Il limite dei raggi X 2D: Un’immagine 2D comprime tutti gli strati in un’unica proiezione. Le colonne di rame dell’array POFV e lo strato di saldatura sopra di esse appaiono sovrapposti. Non è possibile una misura accurata dei void nello strato di saldatura.
3D AXI con tomografia computerizzata: I sistemi 3D Automated X-Ray Inspection di APTPCB acquisiscono l’assemblaggio da decine di angoli, ricostruendo un modello 3D ad alta risoluzione. Gli ingegneri qualità eseguono sezioni orizzontali esattamente nello strato di saldatura, isolato dal rame delle vie sopra e dagli strati di scheda sotto, misurando con precisione area, distribuzione e posizione dei void.
Criteri APTPCB di accettazione del voiding per RF Assembly:
| Tipo di difetto | IPC-A-610H Class 3 | APTPCB interno |
|---|---|---|
| Voiding aggregato totale sul thermal pad | ≤30% | ≤20% |
| Qualsiasi singolo void isolato | Non specificato | ≤5% dell’area pad |
| Qualsiasi void sopra una thermal via POFV | Non specificato | tolleranza zero |
Il criterio di tolleranza zero per void sopra thermal via è specifico di APTPCB. Un vuoto direttamente sopra una via in rame riempita interrompe il percorso principale di estrazione del calore, creando un hotspot localizzato che nessuna simulazione termica può prevedere e che nessun design margin può assorbire.
Controllo dell’umidità pre-assembly e conformità IPC-1601
Il passaggio della supply chain tra fabbricazione bare board e assemblaggio SMT è il punto in cui originano molti guasti di affidabilità, guasti che emergono nei test termici ma che risalgono a una gestione inadeguata dell’umidità durante trasporto o stoccaggio.
Protocollo di handling APTPCB:
- Pre-bake di tutte le schede ibride per estrarre l’umidità assorbita dagli strati FR-4
- Separazione delle schede con carta intercalare sulfur-free
- Sigillatura sottovuoto in Moisture Barrier Bags con desiccante calibrato e HIC attive
- Stoccaggio a 18-22°C, <40% RH fino al deployment a bordo linea
Per programmi di produzione in volume, co-locare fabbricazione bare board e assemblaggio SMT sotto lo stesso tetto elimina del tutto l’esposizione a trasporto e stoccaggio. Le schede passano dalla linea di fabbricazione al reparto SMT senza uscire dall’edificio climatizzato, che rappresenta l’implementazione più pulita possibile del controllo umidità IPC-1601.
L’argomento a favore del turnkey
La combinazione di thermal design POFV, ingegneria stencil window-pane, reflow in azoto e validazione 3D AXI costituisce un sistema coerente. Quando questi processi sono divisi fra due fornitori, bare board fabrication in uno stabilimento e assemblaggio SMT in un altro, la responsabilità dei guasti si frammenta. Se una scheda fallisce il test termico per voiding eccessivo, il fornitore assembly attribuisce la causa alla planarità superficiale POFV o al degrado ImAg durante la spedizione. Il fabbricante della scheda attribuisce la causa al profilo di reflow. La responsabilità finale resta all’OEM.
Gestire l’intera catena sotto un unico quality management system, con record DFM condivisi e tracciabilità IATF 16949, è il modo più affidabile per garantire che il thermal design validato in simulazione sopravviva all’impatto con la linea di produzione. I programmi che scalano da prototipo a produzione di volume beneficiano anche del fatto che i dati di processo della fabbricazione, come tolleranze di planarità POFV, misure dello spessore ImAg e record del profilo di reflow, siano tutti accessibili in un unico sistema qualità di mass production invece di doverli riconciliare fra due vendor. Il breakdown completo dei cost driver dei RO3003 PCB, incluso l’effetto dell’integrazione turnkey sul prezzo unitario rispetto ai modelli a vendor separati, fornisce il contesto commerciale di questa scelta.
Contatta il team manufacturing di APTPCB per richiedere un preventivo turnkey per il tuo modulo radar RO3003 o per pianificare una thermal DFM review prima della finalizzazione del layout.
Riferimenti
- Conducibilità termica di RO3003 da Rogers Corporation RO3000® Series Circuit Materials Datasheet (Rev 11.2023).
- Accettazione dei void SMT secondo IPC-A-610H Acceptability of Electronic Assemblies, Class 3.
- Gestione dell’umidità secondo IPC-1601 Printed Board Handling and Storage Guidelines.
- Requisiti via-in-pad e POFV secondo IPC-4761 Design Guide for Protection of Printed Board Via Structures.