Escalar una PCB de interfaz CXL 3.0 a producción masiva exige abandonar los métodos de fabricación estándar y pasar a una manufactura de ultra precisión. Con velocidades de 64 GT/s usando señalización PAM4, el margen de error en control de impedancia, selección de materiales y tolerancias de perforación es prácticamente nulo. Esta guía reúne los límites numéricos concretos, los controles de proceso y los pasos de verificación necesarios para lograr alto rendimiento y buena integridad de señal en producción en volumen.
Respuesta rápida (30 segundos)
- Regla crítica: Mantenga la impedancia diferencial en 85 Ω ±5%; la tolerancia estándar de ±10% no basta para la señalización PAM4 de CXL 3.0.
- Requisito de material: Utilice materiales Ultra-Low Loss, por ejemplo Megtron 7/8 o Tachyon 100G, con Df < 0.002 a 10 GHz.
- Error clave: Los tramos residuales de vía de más de 6 mil (0.15 mm) generan resonancias fatales; el taladrado posterior es obligatorio en placas backplane gruesas.
- Verificación: Implemente TDR al 100% sobre cupones y muestreo aleatorio sobre placas reales para verificar pérdida de inserción.
- Caso límite: Si la longitud de pista supera 10 pulgadas, considere cobre de baja rugosidad (HVLP/VLP, Rz < 2 µm) para reducir pérdidas por efecto pelicular.
- Punto DFM: Especifique una tolerancia de profundidad de taladrado posterior de ±2 mil para retirar los tramos residuales sin dañar capas internas activas.
Aspectos destacados
- Sensibilidad PAM4: CXL 3.0 usa modulación de amplitud de pulso de 4 niveles y reduce la relación señal/ruido frente a NRZ.
- Precisión del apilado: El registro capa a capa debe mantenerse dentro de 3 mil para evitar discontinuidades de impedancia.
- Tecnología de taladrado: Los vias de alta relación de aspecto, hasta 20:1, requieren perforación mecánica avanzada o taladrado láser.
- Acabado superficial: Se prefieren ENIG o ENEPIG por su planitud; HASL queda descartado porque su superficie irregular perjudica las señales de alta frecuencia.
- Limpieza: La contaminación iónica debe controlarse con rigor para evitar migración electroquímica en diseños de alta densidad.
- Pruebas: A menudo se requieren ensayos VNA hasta 32 GHz para caracterizar el canal.
Contenido
- Definición y alcance (qué es y qué no es)
- Reglas y especificaciones (parámetros clave y límites)
- Pasos de implementación (puntos de control del proceso)
- Resolución de fallos (modos de fallo y correcciones)
- Cómo elegir (decisiones de diseño y compensaciones)
- FAQ (coste, plazo, materiales, pruebas, criterios de aceptación)
- Glosario (términos clave)
- Solicitar cotización (revisión DFM + precio)
- Conclusión (siguientes pasos)
Definición y alcance (qué es y qué no es)
Aplica cuando:
- Se fabrican placas base de servidor, tarjetas aceleradoras o módulos de expansión de memoria compatibles con el estándar Compute Express Link (CXL) 3.0.
- El diseño usa la capa física de PCIe 6.0 a 64 GT/s.
- El apilado PCB incluye 12 a más de 32 capas, a menudo con HDI o estructuras de backplane gruesas.
- Los requisitos de integridad de señal exigen laminados Ultra-Low Loss (ULL) y control de impedancia estricto.
- Los volúmenes van desde tiradas piloto pequeñas NPI hasta fabricación de PCB en serie.
No aplica cuando:
- Se diseña para CXL 1.0/1.1 o PCIe 4.0/5.0 a 32 GT/s NRZ, donde materiales Low Loss estándar todavía pueden servir.
- La velocidad de interfaz está por debajo de 16 GT/s, permitiendo tolerancias más amplias como ±10% de impedancia.
- Se usan materiales FR-4 estándar con Tg 130-150 °C y un Df > 0.015 demasiado alto para estas frecuencias.
- La placa es una PCB simple de 2 a 6 capas para electrónica de consumo sin requisitos de impedancia controlada.
Reglas y especificaciones (parámetros clave y límites)
Lograr conformidad CXL 3.0 en producción en serie exige cumplir con rigor parámetros físicos y eléctricos. La siguiente tabla resume las reglas de fabricación no negociables.
| Regla | Valor/rango recomendado | Por qué importa | Cómo verificar | Si se ignora |
|---|---|---|---|---|
| Impedancia diferencial | 85 Ω ± 5% | La especificación CXL 3.0/PCIe 6.0 exige 85 Ω para minimizar la pérdida de retorno. | TDR en cupones de prueba. | Las reflexiones elevan el BER y provocan fallos de entrenamiento del enlace. |
| Pérdida del material (Df) | < 0.002 a 10 GHz | La atenuación de alta frecuencia debe minimizarse para 64 GT/s. | Método IPC-TM-650 2.5.5.5 o certificado de ficha de material. | La pérdida de inserción cierra el diagrama de ojo y el enlace no negocia velocidad. |
| Rugosidad del cobre | Rz < 2.0 µm (HVLP/VLP) | El efecto pelicular a 16-32 GHz empuja la corriente a la superficie; el cobre rugoso aumenta la pérdida. | Análisis SEM de la lámina. | Mayor pérdida de inserción y distorsión de fase. |
| Longitud del tramo residual de la vía | < 6 mil (0.15 mm) | Los tramos residuales actúan como antenas o filtros y generan caídas de resonancia en la respuesta en frecuencia. | Corte transversal o inspección por rayos X. | Las resonancias en Nyquist destruyen la integridad de señal. |
| Skew intra-par | < 5 ps | Las señales diferenciales deben llegar al mismo tiempo para conservar rechazo en modo común. | Medición VNA o simulación de tiempo de vuelo. | Conversión de modo y cierre del ojo. |
| Tolerancia de profundidad de taladrado posterior | ± 2 mil (0.05 mm) | Garantiza quitar el tramo residual sin cortar la capa interna activa. | Inspección por rayos X de agujeros con taladrado posterior. | O queda un tramo residual excesivo o se corta la pista activa. |
| Registro de capas | ± 3 mil | El desalineamiento afecta la impedancia y puede causar cortos en campos BGA densos. | Verificación de taladro por rayos X y microsección. | Discontinuidades de impedancia y posibles cortocircuitos eléctricos. |
| Puente de máscara antisoldante | Mín. 3 mil (0.075 mm) | Evita puentes de soldadura en huellas de conectores CXL de paso fino. | AOI. | Puentes de soldadura en ensamblaje y cortocircuitos. |
| Relación de aspecto del metalizado | Máx. 20:1 | Asegura espesor de cobre suficiente en el barrel de vias profundos. | Análisis de microsección. | Grietas de barrel en reflow y aperturas intermitentes. |
Pasos de implementación (puntos de control del proceso)
Llevar un diseño CXL 3.0 a producción masiva implica controles de proceso específicos.
1. Selección y verificación de materiales
- Acción: Seleccione materiales como Panasonic Megtron 7/8, Isola Tachyon 100G o equivalentes.
- Control: Verifique el estilo de vidrio del prepreg, por ejemplo 1035 o 1067, para asegurar que el contenido de resina reduzca el desfase causado por el efecto del tejido de fibra.
- Aceptación: Tolerancia Dk ±0.05; Df < 0.002.
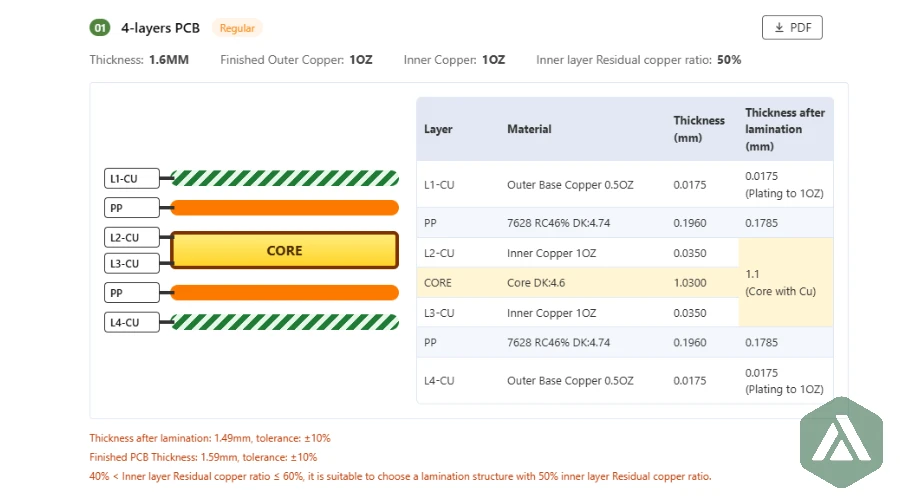
2. Apilado y modelado de impedancia
- Acción: Utilice un solver de campo 2D/3D, por ejemplo Polar SI9000, para calcular anchos de pista.
- Control: Considere el flujo de resina y el espesor final del cobre prensado. En CXL 3.0, las pistas de 85 Ω suelen ser algo más anchas que las de 100 Ω estándar.
- Aceptación: La simulación debe coincidir con el objetivo de 85 Ω dentro de ±1 Ω antes de iniciar fabricación. Consulte nuestra guía apilado de PCB.
3. Imagen interna y grabado
- Acción: Use Laser Direct Imaging (LDI) para alta precisión.
- Control: Los factores de compensación de grabado deben ser precisos. La tolerancia de ancho de pista debe mantenerse en ±0.5 mil o mejor.
- Aceptación: La AOI no debe mostrar estrechamientos ni protuberancias en líneas de alta velocidad.
4. Laminación y registro
- Acción: Use sistemas pin-lam o de alineación óptica para altos conteos de capas, 20 y más.
- Control: Verifique por rayos X la alineación de capas después de la laminación.
- Aceptación: Registro capa a capa dentro de 3 mil para asegurar que los via pads caigan centrados en las capas objetivo.
5. Taladrado y taladrado posterior
- Acción: Perfore agujeros pasantes y luego realice un taladrado posterior controlado para eliminar los tramos residuales.
- Control: Controle la vida útil de las brocas para evitar rugosidad en la pared del agujero.
- Aceptación: La profundidad del taladrado posterior debe mantenerse dentro de ±2 mil de la capa objetivo.
6. Metalizado y acabado superficial
- Acción: Aplique metalizado de cobre con alto poder de penetración para asegurar integridad del barrel en vias de alta relación de aspecto.
- Control: Mida el espesor de cobre en el centro del barrel, mínimo 0.8 mil o 20 µm.
- Aceptación: El acabado superficial ENIG o ENEPIG debe ser plano para ensamblaje de conectores de alta densidad.
7. Pruebas eléctricas (TDR y VNA)
- Acción: Realice test de netlist al 100% y prueba TDR de impedancia sobre cupones.
- Control: Para CXL 3.0, una prueba VNA por muestreo, por ejemplo SET2DIL, mide la pérdida de inserción por pulgada.
- Aceptación: Impedancia 85 Ω ±5%; pérdida dentro del presupuesto, por ejemplo -0.9 dB/pulgada a 16 GHz.
Resolución de fallos (modos de fallo y correcciones)
En el ensamblaje de PCB de interfaz CXL 3.0, los fallos suelen aparecer como problemas de integridad de señal más que como simples abiertos o cortos.
Síntoma 1: BER alto o enlace inestable
- Causa probable: Longitud excesiva del tramo residual de la vía, que genera resonancia.
- Control: Inspeccione por rayos X las vías con taladrado posterior. ¿El tramo restante supera 6 mil?
- Corrección: Ajuste los parámetros de profundidad del taladrado posterior.
- Prevención: Especifique claramente las capas que no deben cortarse en los datos ODB++ y aumente la holgura del taladrado posterior.
Síntoma 2: impedancia constantemente baja, por ejemplo 78 Ω en lugar de 85 Ω
- Causa probable: La pista es demasiado ancha o el dieléctrico es más fino de lo calculado.
- Control: Haga una sección transversal de la placa. Mida el ancho real de pista, arriba y abajo, y la altura dieléctrica.
- Corrección: Ajuste factores de compensación de grabado para el siguiente lote.
- Prevención: Realice una microsección del primer artículo antes de lanzar el lote completo de producción.
Síntoma 3: cierre vertical del diagrama de ojo
- Causa probable: Alta pérdida de inserción por material o rugosidad del cobre.
- Control: Verifique el lote de material, por ejemplo si realmente es Megtron 7. Revise también la rugosidad de la lámina de cobre, es decir, si es HVLP.
- Corrección: Cambie a lámina de cobre más lisa o a material de menor pérdida.
- Prevención: Exija certificados de material (CoC) en cada envío.
Síntoma 4: jitter inducido por skew
- Causa probable: Efecto del tejido de fibra, cuando los haces de vidrio se alinean con las pistas.
- Control: Revise el estilo de vidrio usado, por ejemplo 106, 1080 o 1035.
- Corrección: Gire el diseño 10° con trazado en zigzag o utilice vidrio extendido.
- Prevención: Especifique FR4 con vidrio extendido o un estilo de vidrio premium equivalente en las notas de fabricación.
Síntoma 5: pad cratering en BGA o pads levantados
- Causa probable: Laminado frágil combinado con esfuerzo mecánico.
- Control: Revise Tg y CTE del material.
- Corrección: Use materiales con menor CTE en eje Z o mejore la tenacidad de la resina.
- Prevención: Optimice el perfil de reflow para BGA/QFN fine pitch y así reducir choque térmico.
Cómo elegir (decisiones de diseño y compensaciones)
Tomar decisiones correctas desde la fase de diseño reduce coste y mejora el rendimiento en la fabricación de PCB en serie.
Si la longitud de pista es inferior a 5 pulgadas:
- Elegir: Materiales de pérdida media, como Megtron 6 o IT-968, pueden bastar si el presupuesto de pérdida lo permite.
- Compensación: Reduce el coste de material, pero deja menos margen.
Si la longitud de pista supera 10 pulgadas:
- Elegir: Materiales Ultra-Low Loss, como Megtron 7/8 o Tachyon 100G, y cobre HVLP.
- Compensación: Mayor coste de material, pero necesario para cumplir CXL 3.0.
Si el número de capas supera 20:
- Elegir: Materiales High-Tg por encima de 180 °C y de bajo CTE.
- Compensación: Evita grietas de barrel y pad cratering en múltiples ciclos de reflow.
Si la densidad de enrutado es extrema, por ejemplo BGA de 0.4 mm de paso:
- Elegir: Tecnología HDI PCB con microvias apiladas.
- Compensación: Más cara que una solución de agujero pasante, pero mejora la integridad de señal al reducir de forma natural los tramos residuales.
Si se usan conectores press-fit:
- Elegir: Tolerancia de agujero más cerrada de +0.05/-0.05 mm y, si se especifica, acabado en oro duro o estaño químico.
- Compensación: Requiere gestión precisa de brocas.
Si el presupuesto es ajustado pero el rendimiento sigue siendo crítico:
- Elegir: Apilado híbrido, con material ULL en capas de alta velocidad y FR4 estándar en alimentación, tierra y señales lentas.
- Compensación: Ciclo de laminación más complejo y riesgo de alabeo por desajuste de CTE.
FAQ (coste, plazo, materiales, pruebas, criterios de aceptación)
P: ¿Cuánto añade el taladrado posterior al coste de las PCB CXL 3.0? R: El taladrado posterior suele añadir entre un 10% y un 20% al coste de la placa desnuda. Requiere un programa NC separado, máquinas especializadas de control de profundidad e inspecciones adicionales por rayos X.
P: ¿Cuál es el plazo típico para materiales Ultra-Low Loss? R: Materiales como Megtron 7 o Tachyon suelen tener plazos de 2 a 4 semanas si no están en stock. Para necesidades de PCB de entrega rápida, conviene comprobar disponibilidad de material de inmediato.
P: ¿Se necesita prueba VNA al 100% en producción masiva? R: No. Una prueba VNA al 100% es demasiado lenta y costosa. Lo habitual es realizar TDR de impedancia al 100% y usar muestreo estadístico, por ejemplo un panel por lote, para verificar la pérdida de inserción mediante VNA.
P: ¿Podemos usar FR4 estándar en diseños CXL 3.0? R: No. El FR4 estándar presenta un Df cercano a 0.020, lo que causa pérdidas muy altas a 16 GHz, Nyquist para 32 GT/s, y a 32 GHz, Nyquist para 64 GT/s. Debe usarse material con Df < 0.005.
P: ¿Cuál es el ancho mínimo de pista para 85 Ω? R: Depende del apilado, pero en stripline suele estar en 4-5 mil, es decir 0.10-0.127 mm. Pistas más estrechas aumentan pérdidas por efecto pelicular; pistas más anchas exigen dieléctricos más gruesos.
P: ¿Cómo gestionan el efecto del tejido de fibra en producción? R: Usamos vidrio extendido, es decir fibras abiertas mecánicamente, o enrutamos las pistas con un pequeño ángulo, por ejemplo 10°, respecto al tejido. Así se promedian las variaciones de Dk.
P: ¿Qué acabado superficial es mejor para CXL 3.0? R: ENIG o ENEPIG. Ambos proporcionan superficie plana para componentes de paso fino y no añaden pérdidas apreciables como HASL.
P: ¿Cuál es el criterio de aceptación para la impedancia en producción en serie? R: IPC Class 2 o 3 suele usar ±10% por defecto, pero para CXL 3.0 debe especificar ±5% en notas de fabricación y en el plano maestro.
Glosario (términos clave)
| Término | Significado | Por qué importa en la práctica |
|---|---|---|
| PAM4 | Modulación de amplitud de pulso de 4 niveles. | Codifica 2 bits por UI y requiere mayor SNR y linealidad que NRZ. |
| UI (Unit Interval) | Duración temporal de un bit o símbolo. | A 64 GT/s, la UI es extremadamente corta, unos 15.6 ps, con muy poco margen para jitter. |
| Insertion Loss (IL) | Pérdida de potencia de señal a lo largo de la pista. | Es el limitante principal de la longitud de pista; el presupuesto debe planificarse con cuidado, por ejemplo -30 dB para el canal total. |
| Return Loss (RL) | Potencia de señal reflejada de vuelta a la fuente. | Surge por desajustes de impedancia y degrada el ojo de señal. |
| Backdrilling | Eliminación de la parte no utilizada de un agujero metalizado pasante, es decir el tramo residual. | Es esencial para CXL 3.0 cuando los agujeros pasantes dejarían resonadores demasiado largos. |
Conclusión
La producción en serie de una PCB de interfaz CXL 3.0 resulta más sencilla de controlar cuando las especificaciones y el plan de verificación se definen pronto y después se confirman mediante revisión DFM y cobertura de pruebas. Use las reglas, checkpoints y patrones de resolución de fallos anteriores para reducir iteraciones y proteger el rendimiento conforme aumente el volumen. Si existe duda sobre alguna restricción, valídela con una pequeña tirada piloto antes de bloquear la liberación de producción.