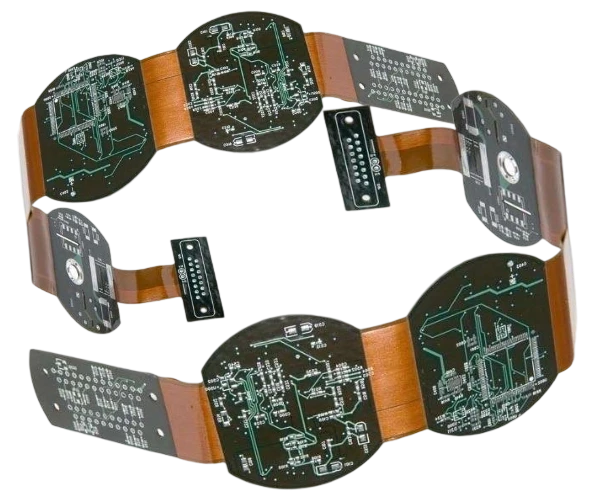
Ingeniería CAM y apilamiento Rigid-Flex
Los equipos CAM fusionan datos Gerber/Odb con especificaciones de curvatura, definen patrones de coverlay, chapado de botón y cupones de impedancia, y alinean apilamientos con capacidades de fábrica.
- Revise restricciones de diseño IPC-2223, radios de curvatura y zonas de exclusión.
- Alinee apilamientos rígido/flex con pesos de cobre y espesores dieléctricos disponibles.
- Defina aberturas de coverlay, lágrimas y tierras rayadas para estabilidad de impedancia.
- Especifique chapado de botón, microvías escalonadas y ubicaciones de taladrado hacia atrás.
- Planifique contornos de refuerzo, ventanas PSA y agujeros de herramientas de portador.
- Documente cupones de impedancia más cupones de flex dinámico por lote.
- Libere notas de fabricación que cubran ciclos de horneado/laminación y empaque.