Guía avanzada de ingeniería
Fundamentos de ingeniería de la laminación PCB multicapa
Diseñar un stack-up multicapa en software equivale, en esencia, a dibujar un mapa teórico. Sin embargo, unir físicamente 24 capas de fibra de vidrio, resina y cobre en un único bloque monolítico, dimensionalmente estable, es un ejercicio de termodinámica aplicada y ciencia de materiales. En APTPCB colaboramos con ingenieros de hardware de todo el mundo para desmitificar el proceso de laminación y asegurar que los diseños teóricos sean altamente fabricables. A continuación se presenta un análisis profundo de las estrategias de ingeniería que gobiernan la laminación avanzada.
1. Comprender la dinámica del prepreg y el flujo de resina
El "pegamento" que mantiene unida una PCB multicapa es el Prepreg (tejido preimpregnado). El prepreg consiste en fibra de vidrio tejida impregnada con resina epoxi parcialmente curada, conocida como B-stage. Durante el ciclo de prensado de laminación, la aplicación de calor, normalmente entre 170°C y 220°C según el Tg del material, hace que esta resina B-stage pase brevemente a un estado líquido de baja viscosidad. Bajo presión hidráulica, esa resina fluida se desplaza para rellenar los huecos grabados entre las pistas de cobre de los núcleos adyacentes. A medida que continúa el ciclo térmico, la resina se reticula y se endurece de forma permanente hasta llegar a C-stage.
El reto de ingeniería: Si una capa tiene cobre de 2 oz y routing disperso, por ejemplo solo unas pocas pistas, existe un gran volumen de "espacio vacío" que la resina debe rellenar. Si el prepreg elegido no tiene suficiente Resin Content (RC%) o capacidad de flujo, esos huecos no se llenarán por completo. El resultado es "Resin Starvation", es decir, vacíos microscópicos de aire que comprometen la rigidez dieléctrica y conducen a delaminación durante el ensamblaje. Nuestros ingenieros CAM calculan matemáticamente el porcentaje de retención de cobre de cada capa y especifican intencionadamente estilos concretos de tejido prepreg, como 1080 o 106 de alta resina, para garantizar un encapsulado completo y libre de vacíos.
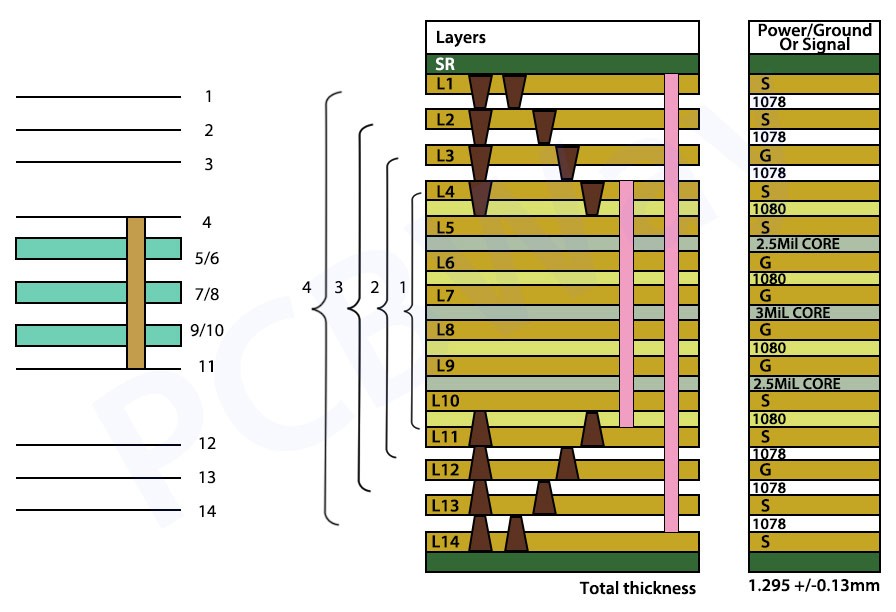
2. Laminación secuencial para HDI (High-Density Interconnect)
La laminación estándar, es decir, un solo ciclo de prensado, basta para placas que solo utilizan taladros pasantes mecánicos. Sin embargo, los diseños modernos de alta densidad, como smartphones o motherboards de AI, requieren blind y buried microvias para ahorrar espacio de routing. Esto hace necesaria la Sequential Lamination.
En una construcción HDI 2+N+2, la fábrica no puede prensar todo de una sola vez. Primero debemos laminar el núcleo interno, las capas "N", perforarlo mecánicamente, metalizarlo y grabarlo. Luego añadimos una capa de prepreg y foil de cobre a ambos lados, laminamos la placa por segunda vez, realizamos el taladrado láser de las microvías, metalizamos y grabamos. Finalmente repetimos el proceso en un tercer ciclo de laminación para añadir las capas exteriores.
Cada ciclo adicional de prensado somete al núcleo interno a otro gran choque térmico, haciendo que el material se contraiga ligeramente cada vez. Utilizamos laminados muy estables, de bajo CTE, y compensación predictiva de escalado para asegurar que las vías láser perforadas durante el tercer ciclo impacten perfectamente sobre los microscopic copper capture pads enterrados dentro de la placa.
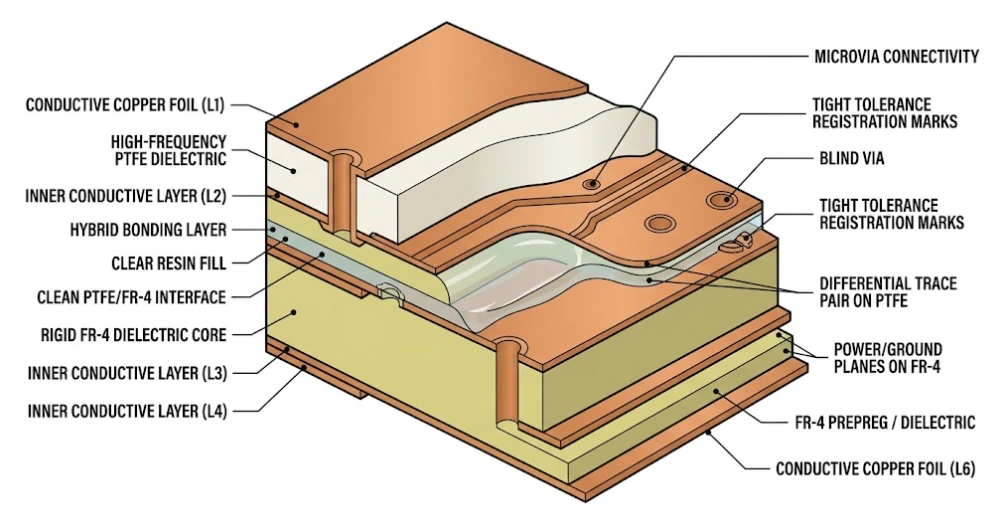
3. La complejidad de la laminación híbrida (PTFE + FR-4)
Para aplicaciones RF y microwave de alta frecuencia, como radar automotriz de 77 GHz, los ingenieros necesitan materiales de pérdida ultrabaja como PTFE (Teflon) de Rogers o Taconic. Sin embargo, fabricar una placa de 12 capas completamente en PTFE resulta prohibitivamente costoso. La solución es la Hybrid Lamination, en la que las capas RF exteriores críticas utilizan PTFE y las capas estructurales interiores usan FR-4 económico.
El reto de ingeniería: PTFE y FR-4 presentan Coefficients of Thermal Expansion (CTE) y temperaturas de fusión radicalmente diferentes. Si se prensan juntos con prepreg estándar FR-4, la capa PTFE puede delaminarse o deformarse severamente al enfriarse.
La solución de APTPCB: Utilizamos prepregs especiales de bonding termoestable y baja pérdida, como Rogers RO4450F o Taconic fastRise 27, formulados químicamente para adherirse tanto a PTFE como a FR-4. Diseñamos un perfil térmico de prensado altamente personalizado, con doble rampa, que respeta las curvas de curado de ambos sistemas de materiales para garantizar una placa híbrida plana y fiable.
4. Gestión del warpage (Bow and Twist)
Una PCB debe ser excepcionalmente plana para poder pasar por el ensamblaje SMT; un warpage excesivo provocará colocación incorrecta por la pick-and-place o grietas en las uniones de soldadura BGA durante el reflow. El warpage está impulsado casi por completo por stack-ups de laminación asimétricos.
Como regla física, una placa debe ser simétrica respecto al centro de su eje Z. Si coloca un plano de tierra sólido de 2 oz en Layer 2, pero Layer 9, su reflejo, solo contiene pistas dispersas de 1 oz, la placa se curvará como una patata frita al enfriarse desde los 200°C de la prensa de laminación, porque el heavy copper se contrae a una velocidad distinta que la resina. Nuestro equipo de ingeniería aplica directrices DFM estrictas y con frecuencia recomienda "copper thieving", es decir, añadir cobre no funcional en zonas poco densas para equilibrar la densidad metálica y lograr que las placas lleguen perfectamente planas.