¿Cuál es la diferencia entre depanelizado de PCB y perfilado de PCB?
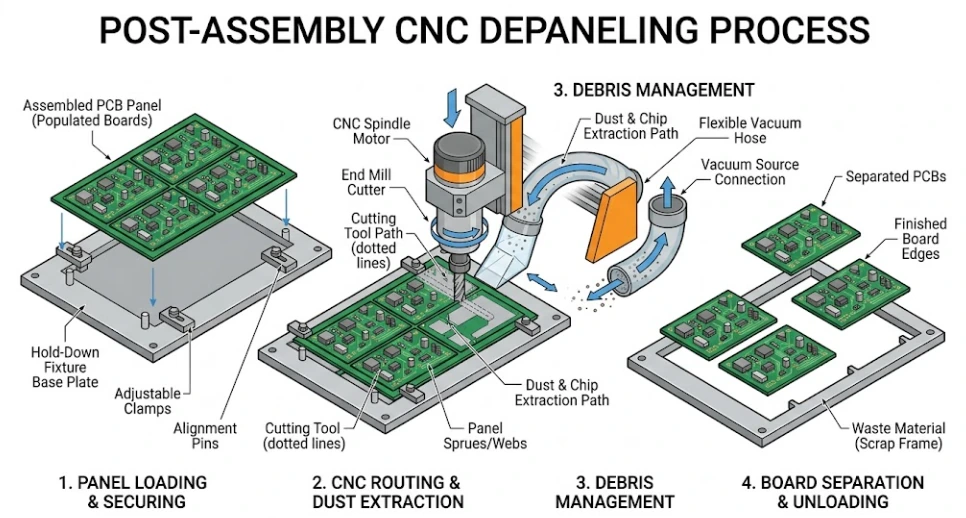
El perfilado de PCB se refiere al corte del contorno de la placa durante la fabricación bare-board, es decir, al proceso de crear el perímetro final de la placa a partir de un panel de fabricación mayor. El depanelizado de PCB se refiere específicamente a separar placas individuales de un array de panel que ha sido ensamblado (soldado por SMT) como una sola unidad. Ambos utilizan los mismos métodos, como ruteado CNC, V-score o láser, pero el perfilado ocurre durante la fabricación bare-board y el depanelizado ocurre después del ensamblaje. En uso casual, ambos términos se emplean a menudo de forma indistinta, pero en producción describen pasos distintos con implicaciones de calidad diferentes; el depanelizado después del ensamblaje requiere métodos sin esfuerzo mecánico para proteger las uniones de soldadura.
¿Qué métodos de depanelizado de PCB ofrecen?
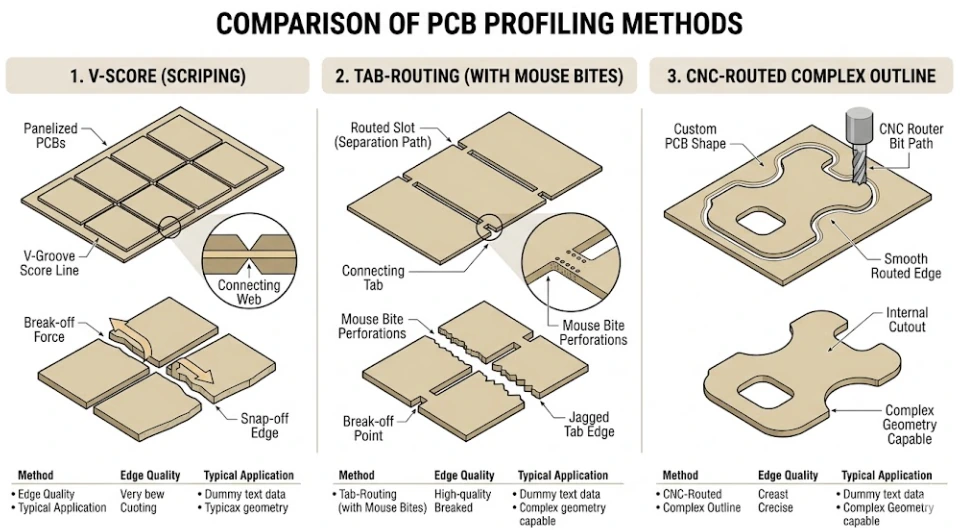
Ofrecemos cinco métodos de singulación de PCB: (1) ruteado CNC, para cualquier forma, con precisión de ±0.1 mm y apto para todos los materiales; (2) V-score / V-cut, solo líneas rectas, máxima utilización del panel y menor costo para placas rectangulares; (3) tab routing con perforaciones mouse-bite, para cualquier forma con retención en panel durante SMT; (4) depanelizado UV láser, sin esfuerzo mecánico y con precisión de ±0.05 mm, requerido para placas flex y delgadas; (5) punzonado / troquel, para singulación de PCB flex en alto volumen. Recomendamos el método óptimo durante la revisión DFM según geometría, material, volumen de producción y requisitos de ensamblaje.
¿Qué es un PCB V-score (V-cut) y cómo funciona?
El V-score, también llamado V-cut o V-groove, es un método de separación de paneles en el que una cuchilla rotativa marca una ranura en forma de V desde ambos lados del panel PCB a lo largo de la línea de separación prevista. La cuchilla no corta completamente el panel, sino que deja una alma residual de 0.3–0.5 mm que mantiene las placas unidas durante el ensamblaje SMT. Después del ensamblaje, las placas se separan aplicando una fuerza de flexión a lo largo de la línea de score, rompiendo limpiamente esa alma residual. El V-score es el método más rentable para placas rectangulares porque no requiere espacio entre placas, a diferencia del ruteado CNC, que elimina una ranura de 1.6–2.4 mm. El V-score está limitado a líneas rectas y exige ≥0.5 mm de separación entre componentes y el centro de la ranura.
¿Qué son los agujeros mouse-bite en el tab routing de PCB?
Los agujeros mouse-bite, también llamados stamp holes o perforaciones de separación, son una fila de pequeños agujeros pasantes no metalizados, típicamente de 0.5–0.6 mm de diámetro y espaciados 0.75–1.0 mm, perforados a lo largo de la línea de separación prevista en un panel con tab routing. Las perforaciones se sitúan dentro del tab de conexión de 2.0–3.0 mm que mantiene la placa unida al rail del panel. Cuando la placa se separa del panel tras el ensamblaje, esas perforaciones actúan como línea de desgarro y la placa se rompe limpiamente a lo largo de la fila de agujeros con una fuerza moderada. Los tabs mouse-bite dejan un pequeño remanente en cada ubicación, que puede recortarse si es necesario. La fuerza de separación se controla ajustando el paso de los agujeros; pasos más cortos requieren menos fuerza pero pueden provocar separación prematura durante el manejo del panel, mientras que pasos mayores incrementan la fuerza y mejoran la rigidez del panel. Los tabs mouse-bite son el método preferido cuando las placas son no rectangulares pero deben mantenerse dentro de un panel para ensamblaje SMT.
¿Qué es la castellation de PCB (edge plating)?
La castellation de PCB se refiere a medios agujeros metalizados con cobre a lo largo del borde de la placa, que crean pads de soldadura para montar la PCB como módulo mediante montaje superficial sobre una motherboard mayor. El proceso empieza con la perforación de agujeros pasantes completos a lo largo de la línea del borde prevista, su metalizado electrolítico con cobre, igual que en las vías PTH estándar, y posteriormente el ruteado a través de la línea central del agujero durante el perfilado final para exponer la pared metalizada semicircular. El borde castellated resultante permite colocar el módulo sobre pads de una motherboard y soldarlo por reflow, creando filete de soldadura tanto en la pared castellated como en el pad de la motherboard. La castellation se usa habitualmente en módulos Wi-Fi, Bluetooth, LoRa, GPS/GNSS y gestión de energía que se venden como componentes SMT independientes. El diámetro mínimo del agujero castellated es 0.6 mm; los diámetros típicos de producción son 0.8–1.2 mm.
¿Cuándo debo usar depanelizado láser en lugar de ruteado CNC?
El depanelizado láser es obligatorio o muy recomendable en cuatro situaciones: (1) PCBs flex y rigid-flex, porque el láser evita la delaminación de la interfaz poliimida-cobre cerca del límite rígido-flex que puede causar el esfuerzo del CNC; (2) placas ultradelgadas (<0.8 mm), donde el ruteado mecánico provoca vibración y flexión que pueden deformar el laminado o agrietar uniones de soldadura; (3) componentes situados a 0.1–0.2 mm del borde, ya que el CNC requiere ≥0.3 mm mientras que el láser permite ≥0.1 mm; (4) placas ensambladas con MLCCs, BGAs de paso fino o encapsulados QFN cerca de la línea de separación, donde la singulación sin esfuerzo mecánico elimina el riesgo de microfracturas. El depanelizado láser cuesta más por placa que el ruteado CNC, por lo que suele reservarse para diseños en los que los métodos mecánicos no cumplen los requisitos de calidad de borde, esfuerzo o separación de componentes.
¿Qué ángulo de bisel debo especificar para gold finger: 20° o 30°?
El ángulo de bisel estándar para la mayoría de aplicaciones con conectores card-edge es de 20°. Use 30° cuando la ranura del conector sea especialmente estrecha y se necesite un chaflán más agresivo para guiar la tarjeta sin que el borde se enganche; cuando la PCB sea más gruesa de lo habitual (>1.6 mm) y un bisel de 20° no afine suficientemente el borde; o cuando el fabricante del conector exija explícitamente 30°. Para aplicaciones PCIe, DDR, M.2, SODIMM y PCI, 20° es el valor por defecto correcto. La profundidad del bisel suele ajustarse para retirar entre 30 y 50 % del espesor del borde; biseles más profundos requieren más área chapada en oro para mantener cobertura completa sobre la cara biselada después del mecanizado. Especifique el ángulo, el porcentaje de profundidad y qué borde(s) requieren biselado en sus notas de fabricación.
¿Cuál es el tamaño mínimo de un recorte interno en una PCB?
El ancho mínimo de un recorte interno es 1.0 mm para ruteado CNC, limitado por el diámetro mínimo de fresa que mantiene rigidez estructural durante el corte. El radio mínimo en esquinas internas es igual al radio de la fresa, normalmente 0.5–0.8 mm con herramientas estándar. Para esquinas internas más cerradas (<0.5 mm de radio), pueden utilizarse cortes secuenciales superpuestos, aunque esto incrementa el tiempo de ruteado y suele limitarse a recortes no metalizados. Las ranuras internas metalizadas tienen un ancho mínimo de 0.6 mm y deben definirse durante el imaging de capas antes del ruteado; no pueden metalizarse después. Para recortes internos en sustratos Rogers PTFE o flex, el mecanizado láser puede lograr dimensiones mínimas más pequeñas, de 0.3–0.5 mm, que el ruteado CNC.
¿Cómo afectan las marcas fiducial a la panelización y al depanelizado?
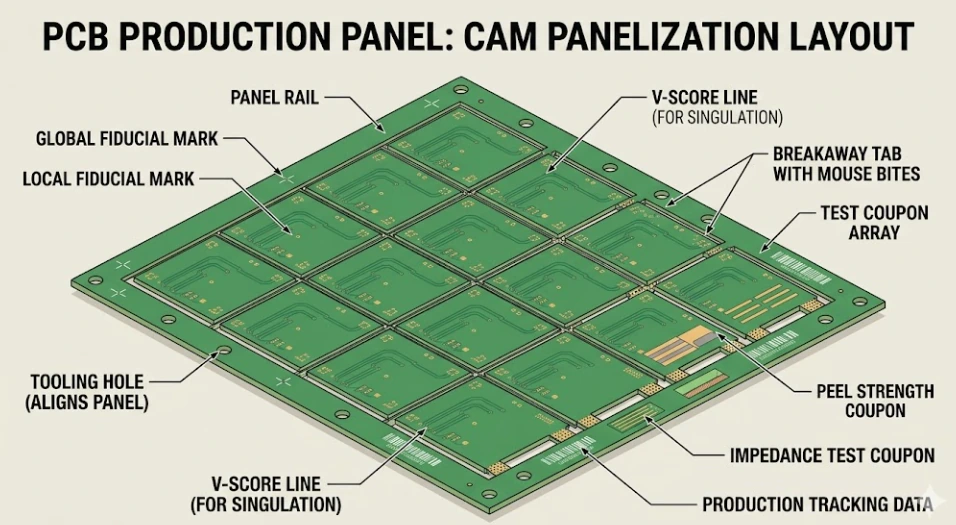
Las marcas fiducial son referencias de cobre que los equipos automatizados de ensamblaje y depanelizado usan para alineación óptica. En el ensamblaje SMT, los fiducials globales en las esquinas del rail permiten que la máquina pick-and-place compense cualquier desplazamiento o rotación del panel sobre el transportador. Los fiducials locales en dos esquinas de cada placa individual permiten una corrección fina de la variación placa a placa dentro del panel. Para el depanelizado CNC o láser automatizado post-ensamblaje, los fiducials locales son esenciales; sin ellos, el router de depanelizado no puede corregir la variación acumulada entre el sistema de coordenadas bare-board y la posición del panel ensamblado. Especificación estándar: círculo de cobre expuesto de 1.0 mm de diámetro, keepout anular libre de cobre de 3 mm, mínimo tres por panel y dos por placa en esquinas diagonalmente opuestas.
¿Cuál es el tamaño máximo de panel que pueden procesar?
Nuestro tamaño máximo estándar de panel de producción es de 18 × 24 pulgadas (457 × 610 mm). Es el formato de panel grande más común en PCB y optimiza la utilización en nuestros equipos de ruteado, metalizado, imaging e inspección. También disponemos de paneles más pequeños para trabajos de bajo volumen o prototipos, como 12 × 18 pulgadas (305 × 457 mm), además de tamaños personalizados hasta un mínimo de 50 × 50 mm para aplicaciones concretas. Si su diseño requiere paneles mayores de 18 × 24 pulgadas, por ejemplo segmentos de backplane o arrays LED de gran formato, contacte con nuestro equipo de ingeniería para revisar opciones.