APTPCB Informe técnico de ingeniería
Análisis profundo: la física y la termodinámica de la fabricación avanzada PCB
Para los arquitectos técnicos y los ingenieros principales de hardware, las definiciones estándar PCB son inadecuadas.Comprender las realidades fisicoquímicas del piso de fabricación permite a los ingenieros diseñar tableros que superan los límites de densidad sin sacrificar el rendimiento.Las siguientes secciones proporcionan un desglose técnico riguroso de los procesos críticos ejecutados en las instalaciones de fabricación de APTPCB.
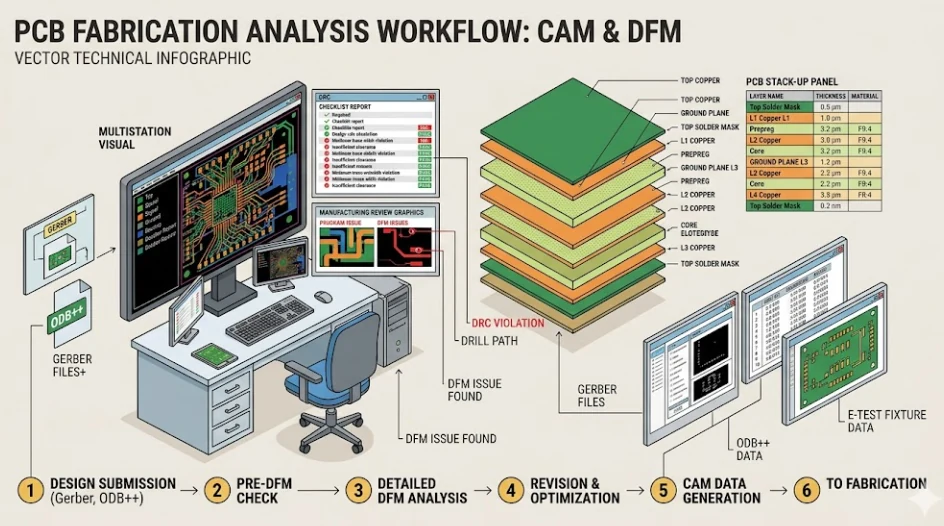
1.Límites de fotolitografía y dinámica de resolución LDI
Las imágenes tradicionales PCB se basan en películas maestras Mylar y luz colimada UV de amplio espectro.Este proceso está fundamentalmente limitado por la expansión de la película (debido a la temperatura/humedad) y la difracción de la luz (socavando la resistencia).En APTPCB, lo hemos reemplazado por completo con Laser Direct Imaging (LDI).Nuestros sistemas LDI utilizan un escáner poligonal láser UV de 355 nm.La máquina lee los fiduciales en el panel de cobre real y escala digitalmente la imagen ODB++ en tiempo real antes de disparar.Este escalado dinámico compensa los cambios dimensionales no lineales que experimentó el núcleo FR-4 durante los pasos de grabado anteriores.Así es como logramos de manera confiable resoluciones de traza/espacio de 3-mil (75μm) y mantenemos el estricto registro ±1.0 mil requerido para Any-Layer HDI vía-apilamiento, erradicando por completo el riesgo de ruptura del anillo anular en 0.4mm zonas de paso BGA.
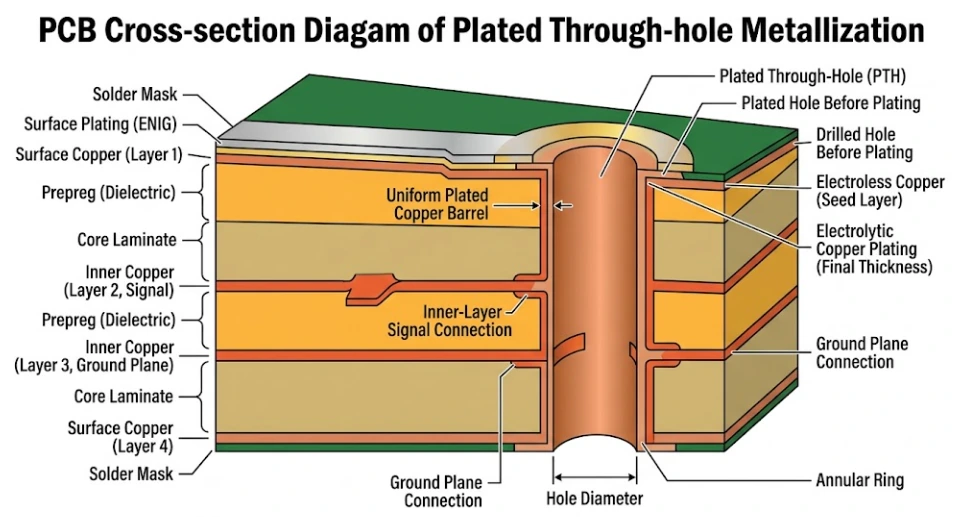
2.Dinámica de fluidos en revestimiento de cobre de alta relación de aspecto
Depositar cobre uniforme dentro de un orificio perforado es el factor más crítico en la confiabilidad de PCB.La relación de aspecto (AR) es el espesor de la placa dividido por el diámetro del orificio.A medida que aumenta el grosor de la placa (por ejemplo, un plano posterior de telecomunicaciones 6.0mm) y los tamaños se reducen (0.3mm), el AR se dispara a 20:1.
En la galvanoplastia de corriente continua (CC) estándar, la densidad del campo eléctrico se concentra naturalmente en los bordes afilados de 90 grados del orificioentrada.Esto provoca una acumulación masiva de cobre en la superficie (Dog-Boning), mientras que el centro del cilindro de la vía carece de iones de cobre.El resultado es una pared de barril delgada y frágil que se fracturará durante el choque térmico de la soldadura por ola.
APTPCB mitiga esto mediante la galvanoplastia de pulso inverso.Nuestros rectificadores entregan un pulso directo de milisegundos (depósito de cobre), seguido instantáneamente por un pulso inverso de alta corriente (extracción anódica).Debido a que el campo eléctrico es más fuerte en la superficie, el pulso inverso elimina el exceso de cobre de la entrada del orificio, dejando intacto el cobre del barril profundo.Al ciclar esta forma de onda, forzamos la química del revestimiento profundamente en el capilar, garantizando un espesor uniforme del barril de cobre 20-25 μm de arriba a abajo, cumpliendo totalmente con los estrictos requisitos de los estándares aeroespaciales IPC-6012 Clase 3 / 3A.
3.Reología de la resina y ciclo de prensa de laminación
La laminación no es simplemente pegamento derretido;Es una reacción compleja de polímero termoendurecible.El preimpregnado de etapa B debe pasar a través de una fase líquida (viscosidad mínima de fusión) para llenar los espacios entre las trazas de cobre grabadas, antes de reticularse completamente en un polímero sólido de etapa C.
Si la velocidad de rampa de calor es demasiado rápida, la resina se polimeriza antes de que el aire se evacue por completo, atrapando microburbujas que luego causarán Conductive Anodic Filament (CAF)pantalones cortos.Si la velocidad de rampa es demasiado lenta, la resina fluye hacia los bordes del panel, dejando el centro sin dieléctrico (provocando caídas fatales de impedancia).APTPCB utiliza prensas hidráulicas de vacío equipadas con calentamiento dinámico de aceite térmico.Nuestros ingenieros CAM calculan la densidad exacta del cobre de su diseño específico para crear un perfil personalizado de presión/temperatura.Mantenemos la pila bajo un vacío profundo (para extraer los volátiles) y gestionamos con precisión la ventana de flujo reológico, asegurando una matriz dieléctrica homogénea y sin huecos incluso en placas electrónicas de potencia con cobre pesado (3oz+).
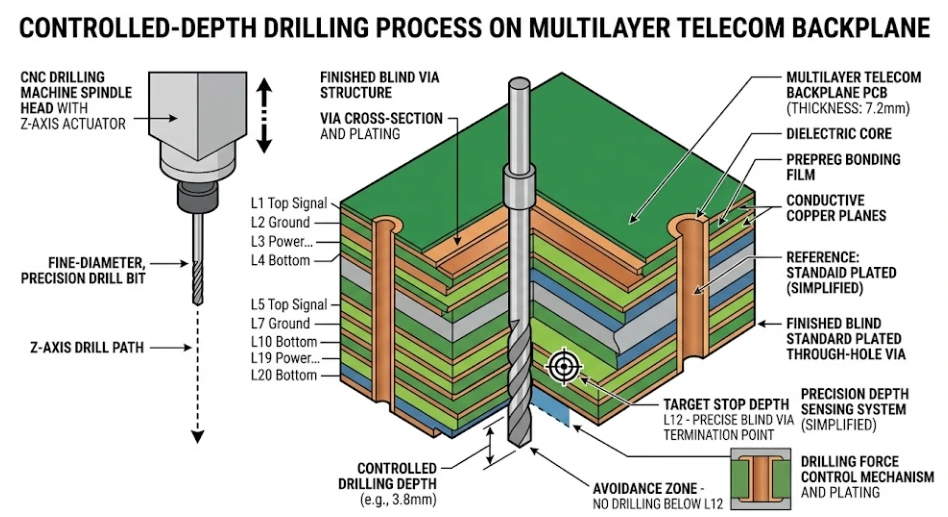
4.Construcción secuencial (SBU) para Any-Layer HDI
Los tableros multicapa estándar se someten a un único ciclo de laminación.Sin embargo, los teléfonos inteligentes de interconexión de alta densidad (HDI) y los aceleradores AI requieren acumulación secuencial (SBU).Una capa 10 "Any-Layer ELIC"el tablero no se presiona una vez;se construye capa por capa.
El núcleo se fabrica, se perfora y se recubre.Luego, se lamina una capa de dieléctrico y lámina de cobre hacia el exterior.Un láser UV elimina una microvía hasta el núcleo.Esta vía está rellena de cobre y planarizada (VIPPO).Luego se agrega la siguiente capa y se repite el proceso.Una estructura 3+N+3 requiere cuatro ciclos de laminación distintos, cuatro configuraciones de perforación y cuatro corridas de revestimiento.Esto aumenta exponencialmente el tiempo de fabricación y expone el núcleo interno a múltiples excursiones de alto calor.Es por eso que APTPCB utiliza estrictamente materiales altamente resistentes, de alto Tg y de bajo eje Z CTE (como Isola 370HR o Megtron 6) para todas las construcciones de SBU, lo que garantiza que las vías fundamentales no se agrieten durante el ciclo de prensado final.
5.Metrología de impedancia y compensación de grabado
Los ingenieros de hardware diseñan 50Ω trazas basadas en modelos geométricos teóricos.Sin embargo, la realidad física del grabado alcalino es que las trazas no son rectángulos perfectos;son trapecios debido a que el grabador socava el fotoprotector.
Para garantizar que su placa coincida físicamente con sus simulaciones Polar Si9000, APTPCB realiza una compensación dinámica del factor de grabado.Si necesita una traza de 4.0-mil en cobre 1oz, nuestro software CAM generará una imagen de una traza de 4.5-mil en el fotoprotector.A medida que el panel se mueve a través del grabador, el corte socavado de 0.5-mil reduce el trazo a exactamente 4.0 mils en su base.Además, tenemos en cuenta el hecho de que la presión de laminación presionará la resina preimpregnada hacia los espacios de cobre adyacentes, alterando el espesor dieléctrico final (H).Al controlar meticulosamente estas variables físicas, alcanzamos rutinariamente tolerancias de impedancia de ±5% para los protocolos PCIe Gen 5 y Ethernet 112G, validados mediante reflectometría en el dominio del tiempo (TDR) antes del envío.