Whitepaper técnico de APTPCB
Análisis de ingeniería en profundidad: física y termodinámica del taladrado de PCB
Para arquitectos técnicos y lead hardware engineers, las definiciones estándar de PCB son insuficientes. Las secciones siguientes ofrecen un desglose técnico riguroso de la ciencia de materiales, la cinemática y las consecuencias electromagnéticas del proceso de taladrado de PCB tal como se ejecuta en la planta de APTPCB.
1. La física de la integridad de señal y el backdrilling
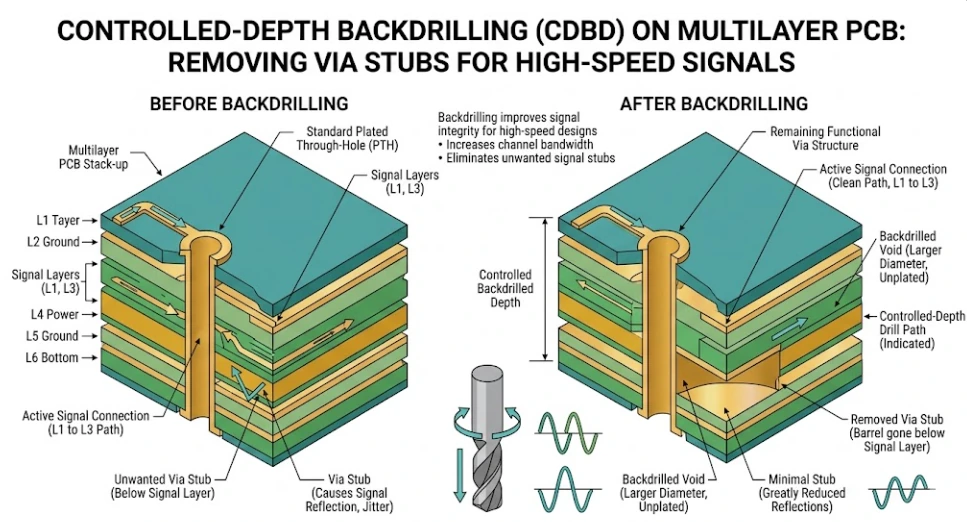
En diseño digital de alta velocidad, un plated through-hole no es solo una conexión de DC, sino una compleja red capacitiva e inductiva. Cuando una señal transiciona desde la capa 1 hasta una capa stripline interna en un backplane grueso, el barril inferior restante se convierte en una línea de transmisión sin terminar, o via stub. Este stub se comporta como un resonador de cuarto de onda y puede crear un nulo pronunciado en el perfil de insertion loss. El backdrilling de profundidad controlada elimina esa estructura resonante y suele ser obligatorio por encima de 25G, 56G y 112G.
2. Ablación de microvías por láser e interacción con materiales
Termodinámica del láser CO₂: operando en el espectro infrarrojo (~10.6 μm), el láser CO₂ transfiere energía térmica a los enlaces moleculares de la resina epoxi, provocando una vaporización rápida. Como el cobre es altamente reflectante en el espectro IR, la energía láser rebota sobre el target pad interno de cobre y evita daños. Este "mecanismo de parada" inherente hace que el CO₂ sea extremadamente rápido y eficiente para HDI estándar 1+N+1. Sin embargo, el tamaño del spot de un láser CO₂ está limitado por la difracción, por lo que diámetros de vía por debajo de 0.10 mm resultan difíciles.
Fotoquímica del láser UV: operando en el espectro ultravioleta (~355 nm), los láseres UV emplean "cold ablation". Los fotones de alta energía rompen directamente los enlaces moleculares tanto del polímero dieléctrico como de la lámina de cobre sin inducir gradientes térmicos masivos. Esto permite al láser UV cortar directamente a través de la capa exterior de cobre (Direct Laser Drilling, DLD), eliminando la necesidad de una etapa fotolitográfica de apertura de ventana. Además, la corta longitud de onda permite un spot focal excepcionalmente estrecho, capaz de generar microvías impecables de 0.075 mm (3 mil) con paredes laterales verticales, una necesidad absoluta para fan-out BGA de paso 0.35 mm en configuraciones ELIC any-layer.
3. Química del desmear y activación por plasma
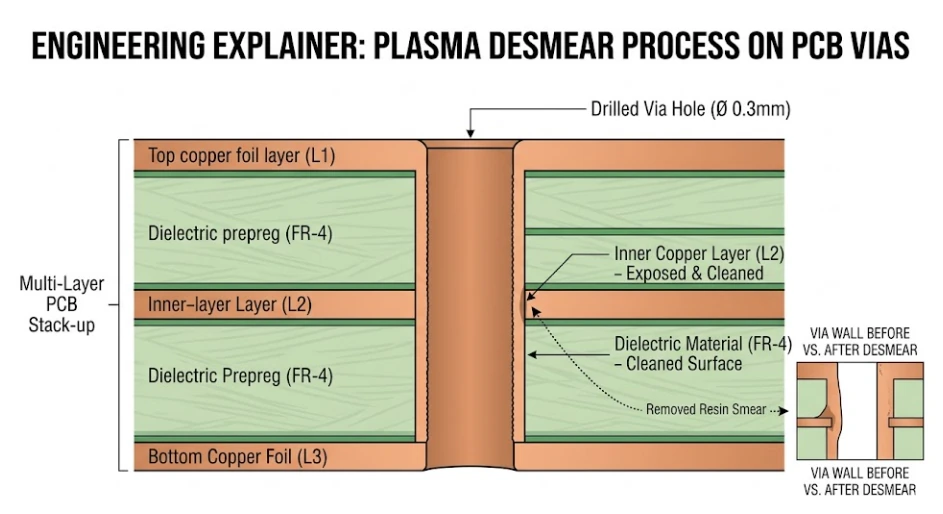
El taladrado mecánico arrastra resina reblandecida sobre el cobre expuesto de las capas internas, y ese material debe eliminarse antes de la metalización. El FR-4 estándar responde bien a químicas de permanganato alcalino, mientras que el PTFE y otros dieléctricos RF requieren activación por plasma. Esto es especialmente importante en diseños de PCB de alta frecuencia y mmWave, donde una preparación deficiente de la pared del agujero compromete directamente la adhesión del metalizado y la fiabilidad a largo plazo.
Laminados PTFE/Teflón: el PTFE puro es blando y muy susceptible a la expansión térmica. Si la velocidad del husillo (RPM) es demasiado alta o la velocidad de avance (Infeed) demasiado baja, la broca permanece demasiado tiempo dentro del material y genera calor localizado. El PTFE se funde y se extiende por el agujero, para luego solidificarse de inmediato como una barrera lisa y químicamente inerte sobre las capas internas de cobre. Para evitar un smear catastrófico, utilizamos ciclos especializados de "peck drilling", perfiles de RPM reducidos y cargas de viruta agresivas, garantizando que el material sea cortado y evacuado antes de que se acumule calor.
4. Mitigación de CAF y optimización de la broca
El crecimiento de Conductive Anodic Filament (CAF) es un modo de fallo electroquímico catastrófico en el que los iones de cobre migran a lo largo de la interfaz entre epoxi y fibra de vidrio desde una vía ánodo de alto voltaje hacia una vía cátodo, provocando finalmente un cortocircuito interno. A medida que los diseños de PCB se vuelven más densos, el "web thickness" (distancia dieléctrica entre dos paredes de agujero perforado) se acerca peligrosamente a 0.15 mm.
El proceso de taladrado es el principal desencadenante mecánico del CAF. Si una broca desafilada es forzada a atravesar el laminado, rompe el enlace de silano entre el hilo de fibra de vidrio tejida y la resina epoxi circundante. Estas microfracturas crean caminos capilares huecos. Durante la operación en ambientes húmedos, la humedad penetra, disuelve las sales de cobre del proceso de metalizado y estas migran bajo polarización DC. APTPCB mitiga el CAF mecánicamente exigiendo comprobaciones de descentramiento del husillo a alta frecuencia (Total Indicator Reading, TIR < 10 μm) para evitar vibración de la broca, utilizando avances agresivos que cortan en lugar de empujar los haces de vidrio y empleando laminados premium high-Tg resistentes a CAF con tratamientos especiales de silano.
5. Desafíos de electrodeposición en vías de alta relación de aspecto
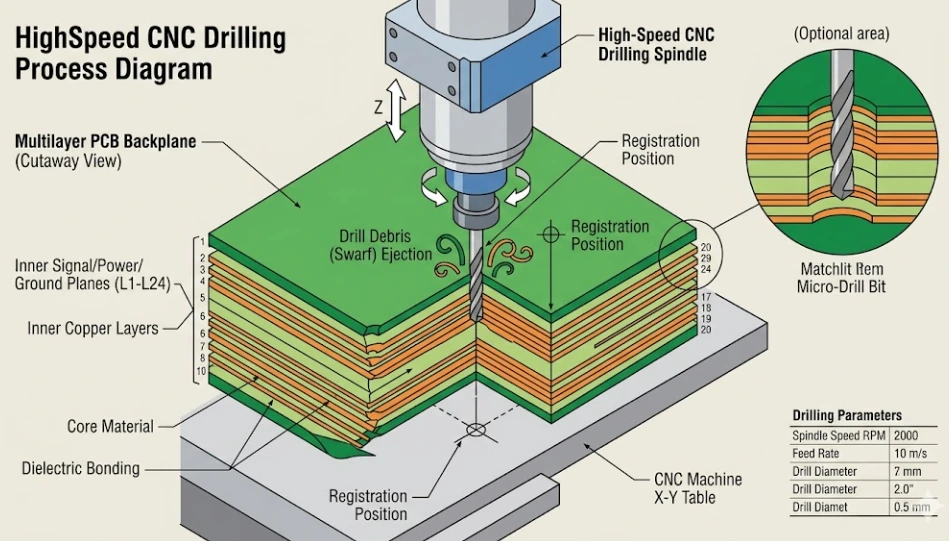
Taladrar un agujero profundo es solo la mitad del reto de ingeniería; depositar cobre uniforme dentro de ese agujero completa la interconexión. La relación de aspecto (AR) es la relación entre el espesor de la placa y el diámetro del agujero perforado. Un backplane de 8.0 mm de espesor con un agujero de 0.5 mm tiene una AR de 16:1.
En un baño estándar de electrodeposición DC, la densidad del campo eléctrico se concentra fuertemente en los bordes agudos de la entrada del agujero (efecto "dog bone"). Como resultado, el cobre se deposita rápidamente en la superficie, pero muy lentamente en el centro del barril profundo. En un agujero 15:1, un metalizado DC podría depositar 40 μm de cobre en la superficie, pero solo 10 μm en el centro, incumpliendo los mínimos de IPC Class 3 y creando un punto débil crítico susceptible a agrietarse durante el enorme choque térmico del wave soldering.
APTPCB supera las leyes de la física DC mediante Pulse-Reverse Electroplating. Los rectificadores entregan un pulso directo (depositando cobre), seguido inmediatamente por un pulso inverso de alta corriente (stripping anódico). Como el campo eléctrico es más intenso en la entrada del agujero, el pulso inverso elimina preferentemente el exceso de cobre en los bordes superficiales mientras deja prácticamente intacto el cobre del barril profundo. Al ciclar continuamente esta forma de onda pulse-reverse durante varias horas, "empujamos" el cobre hacia el interior de la vía, logrando una capacidad de penetración excepcional y garantizando un espesor uniforme de barril de cobre de 20-25 μm de arriba abajo, incluso en backplanes aeroespaciales de alta fiabilidad con relación 15:1.