- La planificación de ensamblaje mixto debe tratarse como un problema de definición de ruta, no como una lista difusa de palabras de moda del proceso.
- El límite más útil consiste en separar la colocación SMT, la inserción por orificio pasante, las ramas de soldadura selectiva o manual, y las etapas de inspección o liberación.
- Una placa puede tener una BOM correcta y aun así generar fricción NPI evitable si la ruta de ensamblaje, el momento de inserción o la gestión de excepciones no quedan fijados con suficiente claridad.
- La planificación de ensamblaje mixto debe explicar qué debe decidirse antes de la primera fabricación, en lugar de inventar cifras universales de paleta, holgura, rendimiento o capacidad.
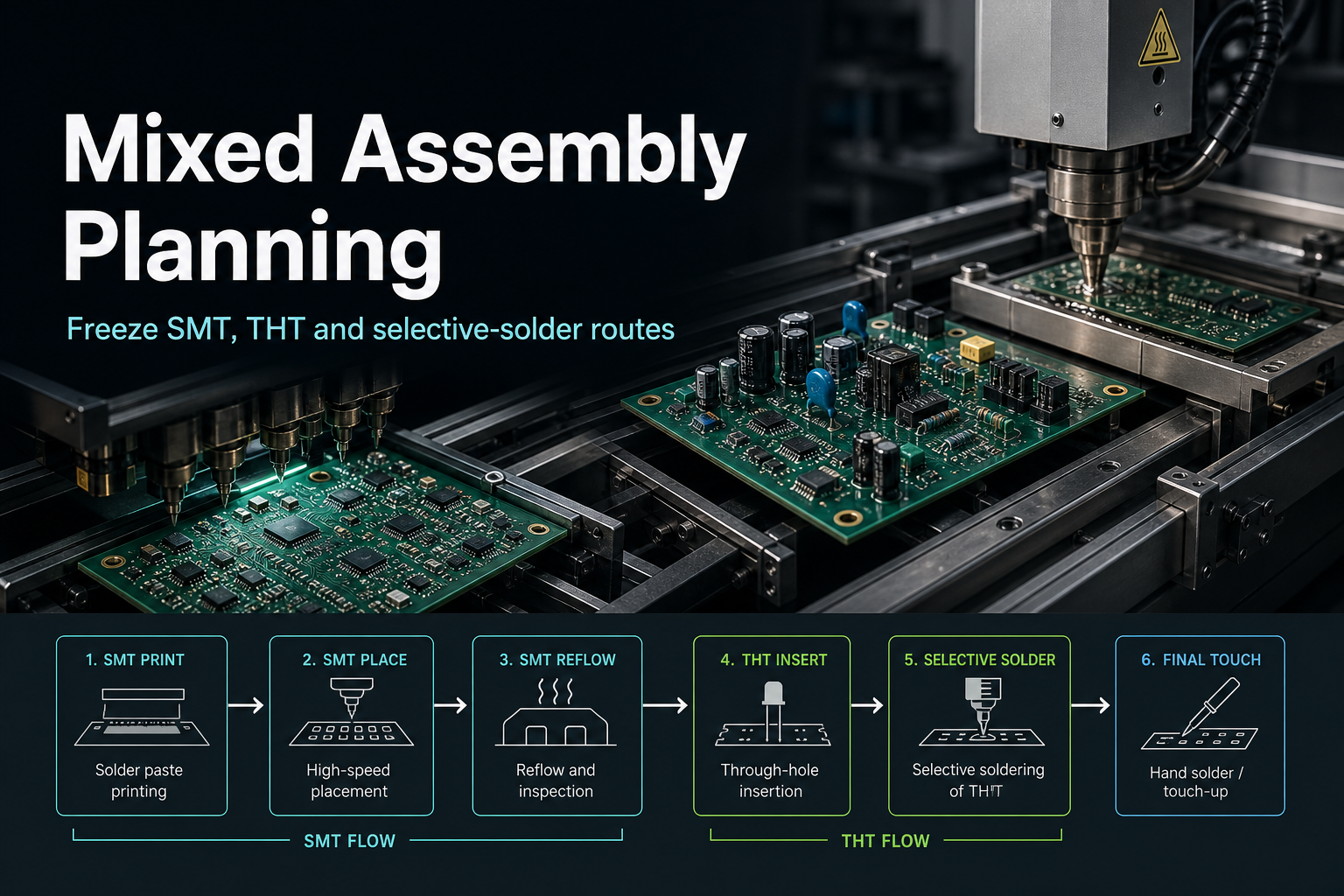
Respuesta rápida La planificación de ensamblaje mixto es más sólida cuando el equipo fija la ruta en este orden: qué piezas pertenecen a SMT, qué piezas se insertan más tarde, qué uniones requieren tratamiento selectivo o manual y qué compuertas de inspección o prueba eléctrica se sitúan entre esas ramas. Pregunte qué recorrido de ensamblaje sigue cada familia de componentes antes de que la placa pueda pasar a verificación y liberación controladas.
Para la capa más amplia que conecta el control de entrada de ensamblaje, la inspección, la planificación de pruebas y las compuertas de liberación, comience con la Guía de Pruebas y Calidad de Ensamblaje PCBA.
Índice
- ¿Qué deben revisar primero los ingenieros?
- ¿Qué significa aquí la planificación de ensamblaje mixto?
- ¿Qué decisiones de ruta crean más rápido riesgo de liberación?
- ¿Cómo se conecta la planificación de ensamblaje mixto con la BOM, el dibujo y la verificación?
- ¿Qué debe quedar fijado antes de RFQ, primera fabricación o liberación?
- Siguientes pasos con APTPCB
- FAQ
- Referencias públicas
- Información del autor y revisión
¿Qué deben revisar primero los ingenieros?
Empiece por la división de población, el orden de la ruta, las ramas de proceso especial y la responsabilidad de liberación.
Ese orden importa porque planificación de ensamblaje mixto suele ser el punto en el que una placa deja de ser un layout genérico y pasa a convertirse en una ruta de fabricación real.
Las primeras preguntas de ingeniería suelen ser:
- ¿Qué piezas pertenecen a la ruta SMT principal y cuáles no?
- ¿Qué piezas se insertan después del reflujo porque son de orificio pasante, grandes mecánicamente o sensibles al proceso?
- ¿Qué uniones deben tratarse con soldadura selectiva, una ruta orientada a ola o excepciones de soldadura manual?
- ¿Qué etapas de inspección o prueba eléctrica deben ocurrir antes de que la placa pase a la siguiente rama de ruta?
- ¿Es lo bastante claro el paquete liberado como para que la fábrica no tenga que inferir la ruta por su cuenta?
| Límite de revisión | Qué responde | Qué no demuestra |
|---|---|---|
| División de población | Qué familias de componentes pertenecen a qué ruta | Que el paquete completo de fabricación ya esté estable |
| Orden de la ruta | Cuándo ocurre cada rama de ensamblaje | Que ya esté cerrada cada compuerta de calidad |
| Rama de proceso especial | Dónde sigue existiendo tratamiento selectivo o manual | Que una ruta sea universalmente la mejor |
| Responsabilidad de liberación | Qué compuerta posterior sigue siendo responsable de inspección, prueba o confirmación de primera fabricación | Que la planificación de ruta, por sí sola, libere la placa |
¿Qué significa aquí la planificación de ensamblaje mixto?
Aquí, planificación de ensamblaje mixto significa la definición a nivel de placa de cómo se escalonan las operaciones SMT, THT, de soldadura selectiva y de inserción o soldadura manual antes de que la fabricación entre en verificación controlada y liberación.
Eso normalmente incluye:
- separar el contenido poblado en SMT del contenido por orificio pasante
- decidir cuándo conectores, terminales, blindajes u otras piezas insertadas entran en la ruta
- marcar qué áreas necesitan soldadura selectiva u otro tratamiento local
- identificar qué excepciones siguen siendo manuales en esta fase de fabricación
- alinear los puntos de inspección y prueba eléctrica con el orden de la ruta
- asegurar que la BOM y el dibujo describan la misma ruta
No significa:
- una secuencia universal para todas las placas
- una promesa sobre geometría de paleta, tiempo de ciclo o rendimiento
- una prueba de que toda placa mixta debe usar la misma rama de soldadura
- una prueba de que la liberación está completa solo porque la ruta existe sobre el papel
Ese límite importa porque los artículos sobre ensamblaje mixto suelen desviarse hacia afirmaciones no sustentadas sobre ventana de proceso o capacidad de equipos.
La regla más segura es:
la planificación de ensamblaje mixto debe explicar la responsabilidad de la ruta y el momento de cada rama antes de intentar explicar los resultados de producción.
¿Qué decisiones de ruta crean más rápido riesgo de liberación?
Los problemas más serios suelen aparecer donde la población de componentes y la ruta elegida dejan de encajar con claridad.
1. Separación entre SMT y la inserción posterior al reflujo
La ruta debe dejar claro qué piezas pertenecen al flujo SMT principal y cuáles esperan hasta después de esa etapa.
Eso importa sobre todo para:
- conectores
- terminales
- blindajes
- interfaces con esfuerzo mecánico
- piezas grandes o incómodas que no encajan en la misma postura de manipulación que la población SMT estándar
Si la separación sigue siendo vaga, los equipos NPI empiezan a hacer preguntas básicas sobre la ruta demasiado tarde.
2. Rama de soldadura selectiva frente a soldadura manual
Las placas con contenido localizado por orificio pasante suelen necesitar una decisión clara sobre si esas uniones encajan en:
- una rama de soldadura selectiva
- otra rama local controlada de soldadura
- una ruta de excepción manual
El objetivo principal no es presentar una ruta como universalmente mejor. El objetivo principal es evitar que el paquete de liberación oculte que distintas uniones necesitan distinto tratamiento.
3. Vecindarios de proceso mixto
Cuando SMT denso y contenido THT insertado después quedan muy próximos, la planificación de la ruta debe exponer el riesgo pronto en lugar de tratarlo como una sorpresa de planta.
La revisión debe preguntar:
- ¿esta zona sigue admitiendo la rama prevista con limpieza?
- ¿hay notas de excepción que deban verse en el dibujo de ensamblaje?
- ¿la inspección o la verificación eléctrica posterior dependerán de cómo se construya este vecindario?
Una cadena de fallo desagradable aparece cuando una placa compacta de ensamblaje mixto coloca piezas SMT 0402 o incluso 0201 a menos de un par de milímetros de los pines de un conector de potencia pesado por orificio pasante. Sobre el papel, el vecindario sigue pareciendo enrutable. En soldadura selectiva, sin embargo, el equipo de proceso queda forzado a una mala decisión. Una fuente de soldadura normal a más de 260 C puede arrastrar o perturbar térmicamente las pequeñas piezas SMT cercanas. Para protegerlas, la fábrica se empuja hacia una paleta fuertemente apantallada o hacia una ventana de boquilla muy estrecha.
Ese apantallamiento térmico resuelve un problema creando otro. La transferencia de calor hacia la unión por orificio pasante queda restringida, la subida capilar se debilita y el llenado del barril puede caer muy por debajo de una condición de fabricación aceptable. El pin del conector puede seguir mostrando continuidad momentánea en la prueba de fábrica, pero la unión entra en campo como una conexión fría de alta resistencia. Bajo carga real se calienta, se degrada y puede abrirse de forma catastrófica. La planificación de ensamblaje mixto, por tanto, no es un ejercicio de diagrama de flujo. Es un compromiso físico entre la distancia de seguridad SMT y la termodinámica de la soldadura selectiva.
4. Momento de la inspección y la prueba
La planificación de ensamblaje mixto no trata solo de la ruta de soldadura. También afecta a cuándo puede confiarse en la evidencia.
Por ejemplo:
- los problemas SMT visibles pueden requerir revisión antes de que empiecen las ramas de inserción posteriores
- las operaciones posteriores por orificio pasante o de soldadura manual pueden cambiar qué debe confirmar después la continuidad o la verificación eléctrica
- la documentación de primera fabricación puede necesitar reflejar excepciones de ruta antes de que avance la liberación
| Decisión de ruta | Por qué importa | Qué puede salir mal cuando queda vaga |
|---|---|---|
| Separación SMT frente a inserción posterior al reflujo | Mantiene legible la ruta principal antes de que empiece la fabricación | La línea hereda preguntas de preparación evitables |
| Rama selectiva frente a manual | Hace explícita la gestión de excepciones | Uniones distintas se tratan como si compartieran una sola ruta |
| Vecindario de proceso mixto | Expone pronto los conflictos locales de ruta | La lógica de inspección, inserción o retrabajo deriva tarde |
| Momento de prueba e inspección | Mantiene la verificación alineada con el orden de la ruta | La evidencia se recoge en la etapa equivocada o se interpreta fuera de contexto |
Una cadena común de fallo en ensamblaje mixto comienza cuando las ramas SMT, THT, selectiva y manual quedan solo parcialmente definidas. Se asume que un conector o blindaje encajará en una etapa selectiva posterior, pero el dibujo y las notas de ruta no hacen explícita la separación. Entonces la preparación trata ese vecindario como si compartiera una sola rama por defecto, la inspección ocurre en el momento equivocado y la primera fabricación descubre que el orden de inserción, el calentamiento local o el acceso al retrabajo ya no coinciden con el plan liberado. El resultado aguas abajo no es solo una cuestión documental. Es confusión de ruta, gestión tardía de excepciones, retrabajo y retraso de liberación causados por una sola decisión ambigua de rama repetida en todo el lote.
¿Cómo se conecta la planificación de ensamblaje mixto con la BOM, el dibujo y la verificación?
La planificación de ensamblaje mixto solo funciona cuando la ruta está respaldada por el resto del paquete de liberación.
| Capa del paquete | Qué controla principalmente | Por qué importa en ensamblaje mixto |
|---|---|---|
| BOM | Identidad de los componentes y división de población | La ruta no puede fijarse si las familias de piezas siguen siendo ambiguas |
| Dibujo de ensamblaje | Notas de ruta legibles para humanos, contexto de cara y excepciones | El tratamiento especial debe verse con claridad suficiente para preparación y revisión |
| Plan de inspección | Responsabilidad de revisión de uniones visibles y ocultas | Las ramas mixtas cambian cuándo cierta evidencia de inspección pasa a ser significativa |
| Plan de prueba eléctrica | Postura de ICT, flying probe, continuidad o prueba funcional | La ruta cambia cuándo debe ocurrir la verificación eléctrica y qué está comprobando |
Por eso la planificación de ensamblaje mixto debe tratarse como una tarea de alineación, no como una nota de proceso aislada.
Páginas complementarias útiles:
- Mejores prácticas de BOM para ensamblaje
- Elementos esenciales del dibujo de ensamblaje
- Lista de verificación de diseño para ensamblaje
- Pruebas y calidad
- Inspección de primera pieza
Rutas de servicio relacionadas:
¿Qué debe quedar fijado antes de RFQ, primera fabricación o liberación?
Antes de un RFQ serio, de la primera fabricación o de la liberación, fije:
- la separación entre ramas SMT, THT, selectivas y manuales
- el orden previsto de la ruta para cada familia de componentes
- las notas de excepción que deben aparecer en el dibujo de ensamblaje o en el paquete de ruta
- los puntos de inspección y prueba eléctrica que dependen de que la ruta se complete
- la alineación entre BOM, dibujo y expectativas de primera fabricación
Si esos elementos todavía se están moviendo, la placa puede seguir siendo técnicamente fabricable, pero la ruta de ensamblaje aún no es lo bastante estable como para comportarse como un paquete de liberación controlada.
Siguientes pasos con APTPCB
Si su PCBA de alta densidad ya está forzando contenido SMT y THT a la misma zona estrecha, si el choque térmico de la soldadura selectiva amenaza piezas sensibles o si no está seguro de que la estrategia de paleta y boquilla siga pudiendo entregar un llenado real del barril, no espere a que el rendimiento de la fabricación piloto responda la pregunta.
Envíe el paquete Gerber o ODB++, la BOM, el dibujo de ensamblaje y su intención preliminar de zona de exclusión a sales@aptpcb.com, o inicie el proceso desde la página de cotización. El equipo de proceso PCBA e ingeniería DFM de APTPCB devolverá una Revisión de ruta de proceso mixto y holgura de soldadura en 24 horas.
Esa revisión está diseñada para detectar los conflictos de ruta antes de quemar dinero en producción de prueba: trampas de holgura de soldadura selectiva, sobreapantallamiento de la paleta, riesgo de llenado débil del barril y zonas que parecen limpias en CAD pero no sobreviven a la rama térmica real sin comprometer el rendimiento. El objetivo es fijar una ruta que no obligue a la fábrica a elegir entre piezas SMT arrastradas y uniones por orificio pasante con llenado insuficiente.
Si necesita profundizar primero, revise:
FAQ
¿La planificación de ensamblaje mixto consiste solo en usar a la vez piezas SMT y por orificio pasante?
No. También trata de cuándo esas piezas entran en la ruta, qué ramas permanecen localizadas y qué etapas de inspección o prueba deben ocurrir entre ellas.
¿Toda placa mixta necesita el mismo proceso selectivo o manual?
No. La ruta debe seguir la población real y la postura de liberación de la placa, no una regla genérica copiada de otro programa.
¿Por qué el dibujo de ensamblaje importa tanto en las fabricaciones mixtas?
Porque las excepciones de ruta y el momento de inserción suelen depender de notas que la BOM sola no comunica con suficiente claridad durante la preparación y la primera fabricación.
¿Puede separarse la planificación de ruta de la planificación de verificación?
No de forma segura. Las ramas mixtas afectan a cuándo la inspección visible, el cribado eléctrico y la confirmación de primera fabricación pasan a ser significativos.
¿Cuándo está completa la planificación de ensamblaje mixto?
Solo está completa cuando la división de población, el orden de la ruta, las notas de excepción y los puntos de verificación son lo bastante estables como para que la fábrica no necesite inferir la ruta a partir de entradas incompletas.
Referencias públicas
Tabla de contenidos de IPC-7525C Anclaje de normas públicas para el contexto de directrices de stencil y control de impresión aguas arriba.
Tabla de contenidos de IPC-A-610H Anclaje de normas públicas para el contexto de calidad de ejecución del ensamblaje.
Tabla de contenidos de IPC J-STD-001J Anclaje de normas públicas para el contexto de requisitos de ensamblajes soldados.
Guía de Pruebas y Calidad de Ensamblaje PCBA Página complementaria para el marco por capas que conecta la planificación de ruta de ensamblaje con las compuertas de inspección, prueba y liberación.
Ensamblaje SMT y THT Contexto de página de soporte para placas que combinan contenido de montaje superficial y de orificio pasante.
Información del autor y revisión
- Autor: equipo de contenido de planificación de ensamblaje mixto de APTPCB
- Revisión técnica: equipo de planificación de rutas SMT, THT y NPI
- Última actualización: 2026-05-13