Livre blanc technique APTPCB
Analyse d'ingénierie approfondie : physique et thermodynamique du perçage PCB
Pour les architectes techniques et lead hardware engineers, les définitions PCB standard sont insuffisantes. Les sections suivantes fournissent une analyse technique rigoureuse de la science des matériaux, de la cinématique et des conséquences électromagnétiques du processus de perçage PCB tel qu'il est exécuté dans l'usine APTPCB.
1. Physique de l'intégrité du signal et du backdrilling
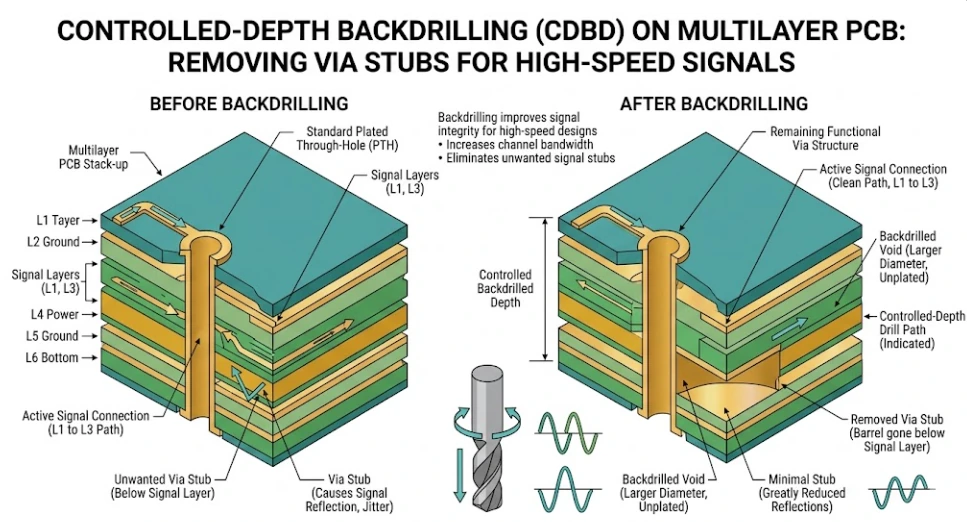
En conception numérique haute vitesse, un plated through-hole n'est pas simplement une connexion DC mais un réseau complexe capacitif et inductif. Lorsqu'un signal passe de la couche 1 à une couche stripline interne dans un backplane épais, le fût inférieur restant devient une ligne de transmission non terminée, ou via stub. Ce stub se comporte comme un résonateur quart d'onde et peut créer un creux marqué dans le profil d'insertion loss. Le backdrilling à profondeur contrôlée supprime cette structure résonante et devient souvent obligatoire au-delà de 25G, 56G et 112G.
2. Ablation laser des microvias et interaction matière
Thermodynamique du laser CO₂ : en opérant dans le spectre infrarouge (~10,6 μm), le laser CO₂ transfère de l'énergie thermique aux liaisons moléculaires de la résine époxy et provoque une vaporisation rapide. Comme le cuivre est hautement réfléchissant dans le spectre IR, l'énergie laser rebondit sur le target pad cuivre interne et évite tout dommage. Ce "mécanisme d'arrêt" intrinsèque rend le CO₂ extrêmement rapide et efficace pour le HDI standard 1+N+1. En revanche, la taille du spot d'un laser CO₂ est limitée par la diffraction, ce qui rend difficile les vias inférieurs à 0,10 mm.
Photochimie du laser UV : fonctionnant dans le spectre ultraviolet (~355 nm), les lasers UV utilisent une "cold ablation". Les photons à haute énergie rompent directement les liaisons moléculaires du polymère diélectrique et de la feuille de cuivre sans induire de gradients thermiques massifs. Le laser UV peut ainsi couper directement la couche cuivre externe (Direct Laser Drilling, DLD), supprimant l'étape photolithographique d'ouverture de fenêtre. De plus, la courte longueur d'onde permet un spot focal extrêmement serré, rendant possibles des microvias impeccables de 0,075 mm (3 mil) à parois verticales, absolument nécessaires pour le fan-out BGA au pas de 0,35 mm en configuration ELIC any-layer.
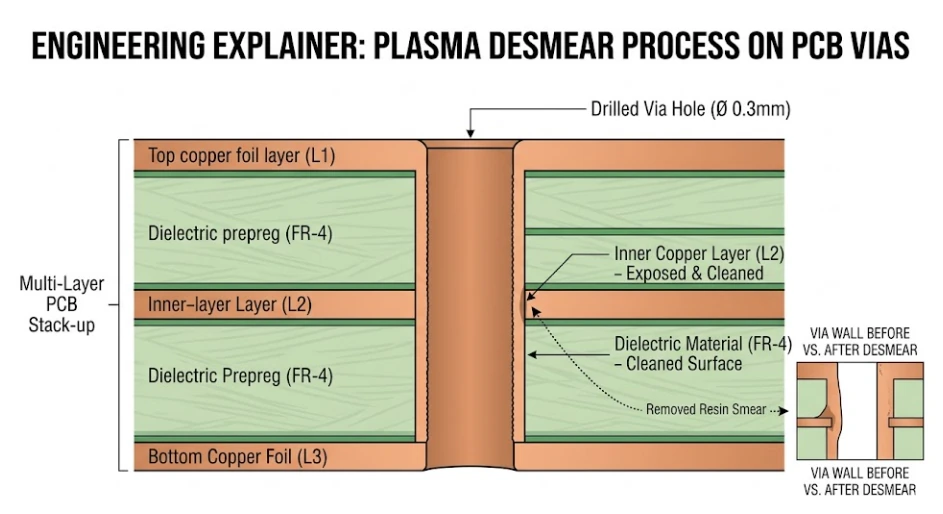
3. Chimie du desmear et activation plasma
Le perçage mécanique étale de la résine ramollie sur le cuivre exposé des couches internes, et cette matière doit être retirée avant la métallisation. Le FR-4 standard répond bien aux chimies au permanganate alcalin, tandis que le PTFE et les autres diélectriques RF exigent une activation plasma. Cela est particulièrement important sur les conceptions PCB haute fréquence et mmWave, où une mauvaise préparation de la paroi de trou compromet directement l'adhérence du cuivrage et la fiabilité à long terme.
Laminés PTFE/Teflon : le PTFE pur est souple et très sensible à l'expansion thermique. Si la vitesse de broche (RPM) est trop élevée ou l'avance (Infeed) trop lente, le foret reste trop longtemps dans le matériau et génère une chaleur localisée. Le PTFE fond et s'étale dans le trou, puis se resolidifie immédiatement en barrière lisse et chimiquement inerte sur les couches internes de cuivre. Pour éviter un smear catastrophique, nous utilisons des cycles spécialisés de "peck drilling", des profils RPM réduits et des charges copeau agressives afin que la matière soit cisaillée et évacuée avant toute accumulation thermique.
4. Réduction du CAF et optimisation des forets
La croissance de Conductive Anodic Filament (CAF) est un mode de défaillance électrochimique catastrophique dans lequel les ions cuivre migrent le long de l'interface époxy-verre depuis un via anode haute tension vers un via cathode, jusqu'à provoquer un court-circuit interne. À mesure que les conceptions PCB se densifient, le "web thickness" (distance diélectrique entre deux parois de trous percés) se rapproche dangereusement de 0,15 mm.
Le perçage constitue le déclencheur mécanique principal du CAF. Si un foret émoussé est forcé à travers le laminé, il rompt la liaison silane entre le fil de fibre de verre tissé et la résine époxy environnante. Ces microfissures créent des chemins capillaires creux. En environnement humide, l'humidité pénètre, dissout les sels de cuivre issus du cuivrage puis ceux-ci migrent sous polarisation DC. APTPCB réduit mécaniquement le CAF en imposant des contrôles fréquents du faux-rond de broche (Total Indicator Reading, TIR < 10 μm) pour éviter l'oscillation du foret, en utilisant des avances agressives qui coupent les faisceaux de verre au lieu de les pousser et en employant des laminés premium high-Tg résistants au CAF avec traitements silane spécialisés.
5. Défis de cuivrage dans les vias à fort rapport d'aspect
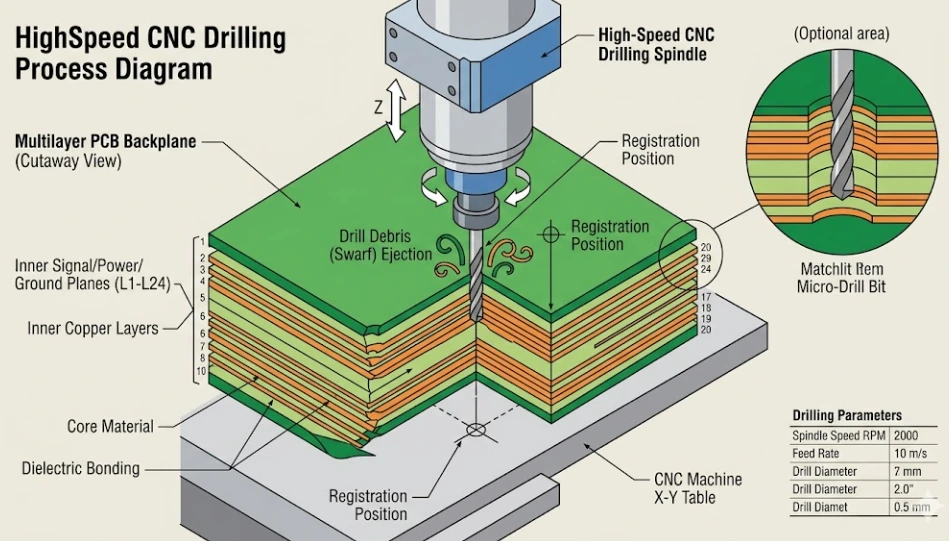
Percer un trou profond n'est que la moitié du défi d'ingénierie ; déposer un cuivre uniforme à l'intérieur du trou complète l'interconnexion. Le rapport d'aspect (AR) correspond au rapport entre l'épaisseur de la carte et le diamètre du trou percé. Un backplane de 8,0 mm d'épaisseur avec un trou de 0,5 mm présente un AR de 16:1.
Dans un bain de cuivrage DC standard, la densité de champ électrique se concentre fortement sur les arêtes de l'entrée du trou (effet "dog bone"). Le cuivre se dépose donc rapidement en surface mais très lentement au centre du fût profond. Dans un trou 15:1, un cuivrage DC pourrait déposer 40 μm de cuivre en surface mais seulement 10 μm au centre, ce qui échoue aux minima IPC Class 3 et crée un point faible critique susceptible de fissurer sous le choc thermique massif du wave soldering.
APTPCB dépasse les lois de la physique DC grâce au Pulse-Reverse Electroplating. Les redresseurs délivrent une impulsion directe (dépôt de cuivre), immédiatement suivie d'une impulsion inverse à fort courant (décapage anodique). Comme le champ électrique est le plus fort à l'entrée du trou, l'impulsion inverse enlève préférentiellement l'excès de cuivre sur les bords de surface tout en laissant pratiquement intact le cuivre du fût profond. En répétant cette forme d'onde pulse-reverse pendant plusieurs heures, nous "poussons" le cuivre au fond du via, obtenant un excellent pouvoir de pénétration et garantissant une épaisseur uniforme du fût cuivre de 20 à 25 μm du haut vers le bas, même dans des backplanes aérospatiaux haute fiabilité à rapport 15:1.