Process engineering
Controle des procedes de finition de surface et conformite environnementale
Les lignes chimiques de finition de surface exigent une surveillance continue et un controle precis pour produire des depots coherents d'un lot de production a l'autre. Chaque famille de finition possede son propre ensemble de parametres de bain critiques, d'exigences de rincage et de traitement des effluents.
Gestion des bains chimiques
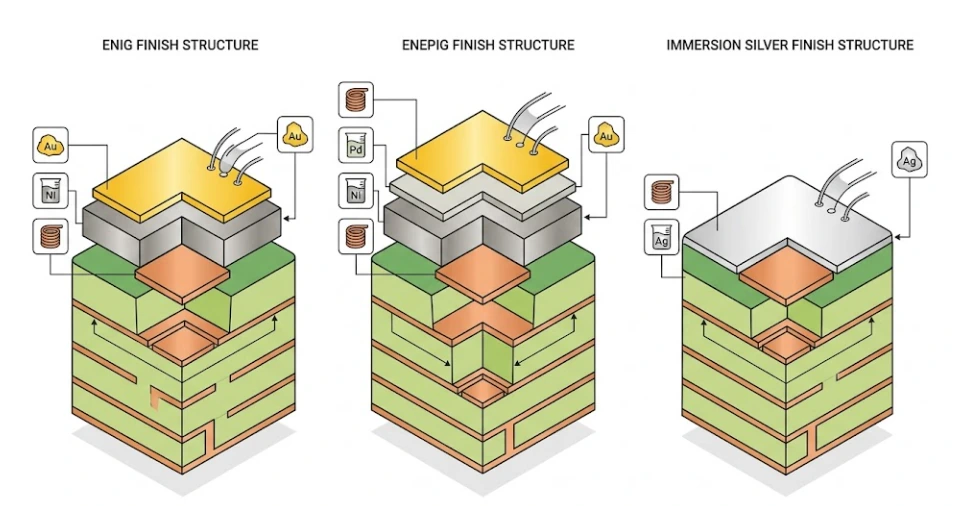
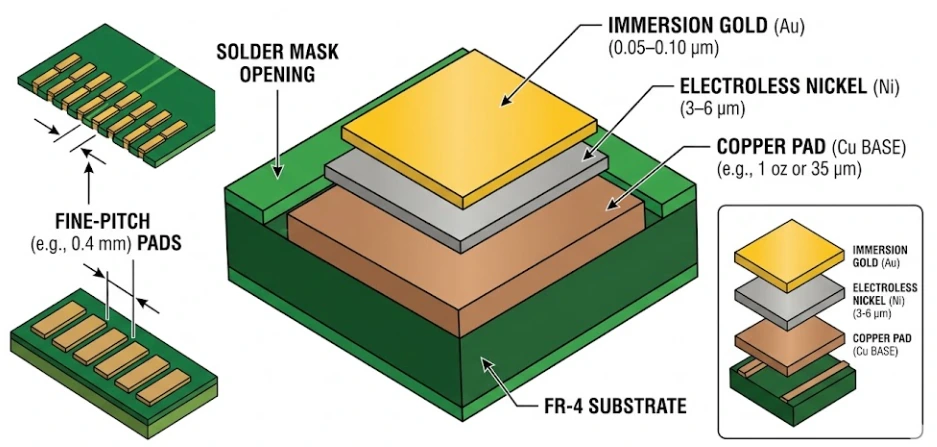
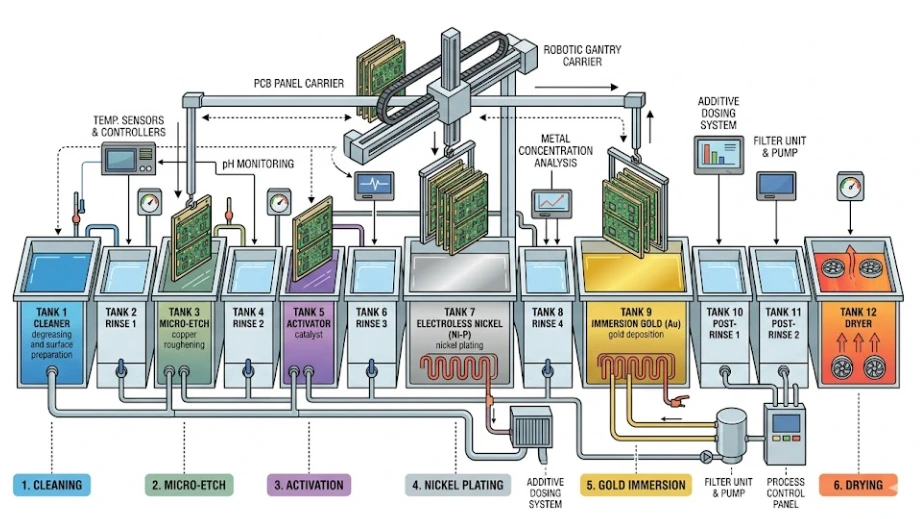
Les bains de nickel chimique utilises pour ENIG et ENEPIG constituent la chimie la plus sensible de nos lignes de finition. La charge du bain, c'est-a-dire le ratio entre surface traitee et volume de bain, la concentration en nickel metal, le niveau d'agent reducteur, le pH, la temperature et la concentration en stabilisant doivent etre maintenus dans des plages tres strictes afin d'obtenir un depot constant. Nous utilisons des systemes de dosage automatiques avec suivi analytique en temps reel, incluant titration du nickel, mesure du pH et boucles de regulation de temperature. L'age du bain est suivi en metal turn-overs et les bains sont remplaces a des limites definies pour eviter une accumulation d'impuretes qui degrade la qualite de depot.
Qualite de l'eau de rincage et controle de contamination
Entre chaque etape de procede, les panneaux traversent des cascades de rincage multi-etages qui eliminent les entrainements chimiques et evitent les contaminations croisees entre bains. La conductivite et le pH de l'eau de rincage sont surveilles afin de garantir l'efficacite du nettoyage. Une contamination du bain aval par la chimie amont, par exemple un entrainement de catalyseur a l'etain vers le bain de nickel, peut provoquer des defauts de depot difficiles a detecter avant un echec en assemblage.
Conformite RoHS, REACH et environnementale
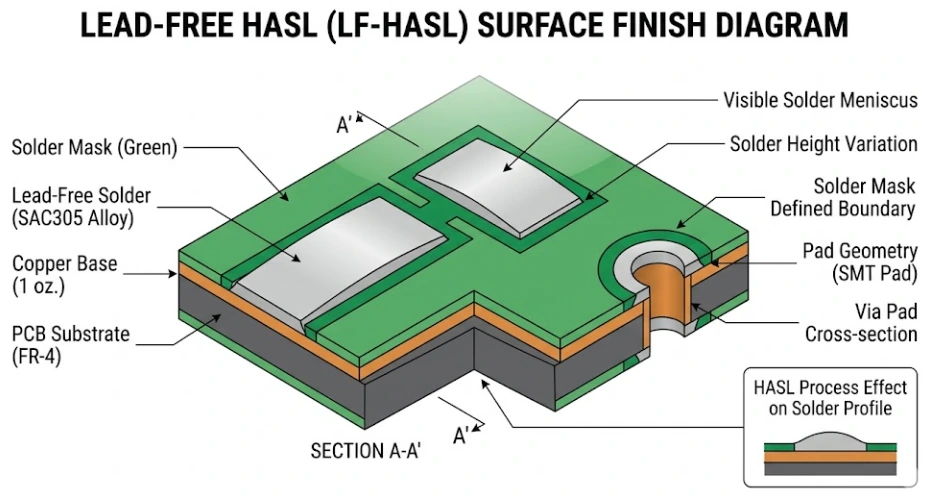
Toutes les finitions de surface proposees par APTPCB sont conformes aux exigences RoHS et REACH. Le HASL sans plomb utilise un alliage Sn-Ag-Cu a la place du traditionnel etain-plomb. Des procedes sans chrome sont appliques lorsque cela est pertinent. Les systemes de traitement des dechets traitent les chimies usees et les eaux de rincage pour respecter les normes de rejet avant evacuation.
Stockage et manipulation apres application du finish
Les cartes finies sont manipulees avec des gants antistatiques afin d'eviter la contamination des surfaces de pads par empreintes digitales. Les cartes sont emballées sous vide avec dessicant et cartes indicatrices d'humidite selon IPC/JEDEC J-STD-033 pour le stockage et l'expedition sensibles a l'humidite. Le conditionnement est realise dans des fenetres de temps controlees apres application de la finition, aspect particulierement important pour l'OSP et l'argent immersion qui tolerent moins bien l'exposition environnementale.