Quelle est la différence entre la dépanelisation de PCB et le profilage de PCB ?
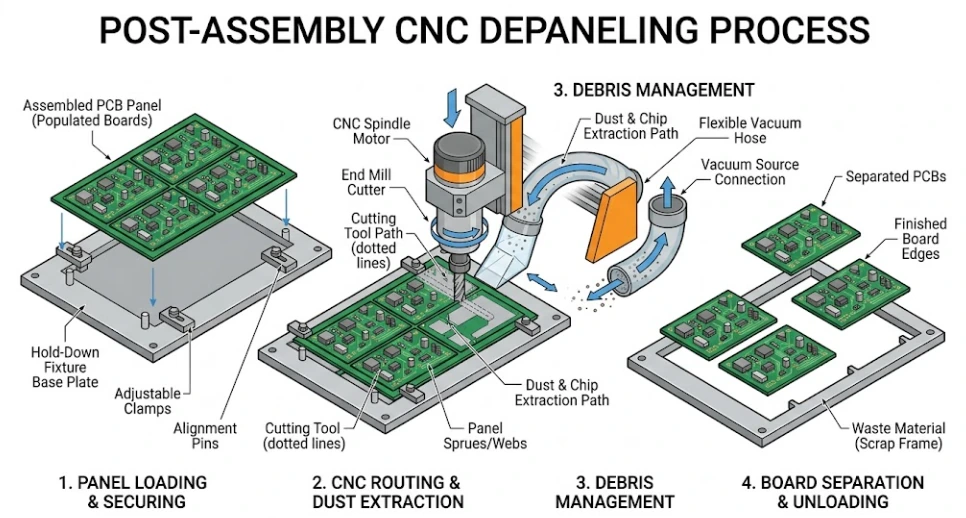
Le profilage de PCB désigne la découpe du contour de la carte pendant la fabrication bare-board, c'est-à-dire le processus de création du périmètre final à partir d'un panneau de fabrication plus grand. La dépanelisation de PCB désigne spécifiquement la séparation de cartes individuelles à partir d'un array qui a été assemblé (soudé en SMT) comme une seule unité. Les deux utilisent les mêmes méthodes, comme le routage CNC, le V-score ou le laser, mais le profilage intervient pendant la fabrication bare-board et la dépanelisation après assemblage. Dans l'usage courant, les deux termes sont souvent confondus, mais dans un contexte de production ils décrivent des étapes différentes avec des implications qualité différentes ; la dépanelisation après assemblage exige des méthodes sans contrainte afin de protéger les joints de soudure.
Quelles méthodes de dépanelisation de PCB proposez-vous ?
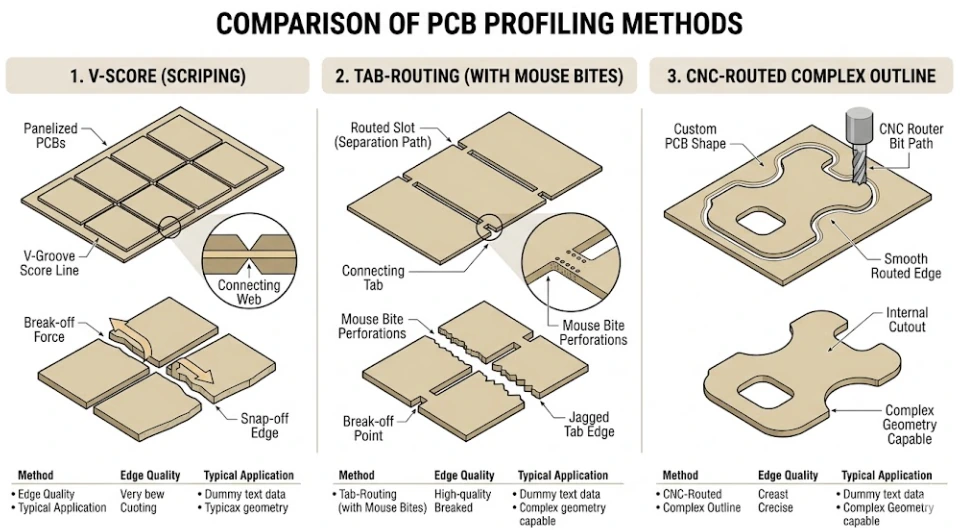
Nous proposons cinq méthodes de singulation de PCB : (1) routage CNC — toute forme, précision de ±0.1 mm, adaptée à tous les matériaux ; (2) V-score / V-cut — lignes droites uniquement, utilisation maximale du panneau et coût minimal pour les cartes rectangulaires ; (3) tab routing avec perforations mouse-bite — toute forme avec maintien en panneau pour l'assemblage SMT ; (4) dépanelisation UV laser — aucune contrainte mécanique, précision de ±0.05 mm, requise pour les cartes flex et fines ; (5) poinçonnage / emporte-pièce — pour la singulation de PCB flex en haut volume. Nous recommandons la méthode optimale pendant le DFM en fonction de la géométrie, du matériau, du volume de production et des exigences d'assemblage.
Qu'est-ce qu'un PCB V-score (V-cut) et comment fonctionne-t-il ?
Le V-score, également appelé V-cut ou V-groove, est une méthode de séparation de panneau dans laquelle une lame rotative entaille une gorge en V depuis les deux côtés du panneau PCB le long de la ligne de séparation prévue. La lame ne traverse pas complètement le panneau ; elle laisse une âme résiduelle de 0.3–0.5 mm qui maintient les cartes solidaires pendant l'assemblage SMT. Après assemblage, les cartes sont séparées en appliquant une force de flexion le long de la ligne de score, ce qui rompt proprement cette âme résiduelle. Le V-score est la méthode la plus économique pour les cartes rectangulaires, car elle n'exige aucun espacement entre cartes, contrairement au routage CNC qui enlève une rainure de 1.6–2.4 mm. Le V-score est limité aux lignes droites et requiert ≥0.5 mm de dégagement entre les composants et le centre de la gorge.
Que sont les trous mouse-bite dans le tab routing de PCB ?
Les trous mouse-bite, également appelés stamp holes ou perforations de rupture, sont une rangée de petits trous traversants non métallisés, typiquement de 0.5–0.6 mm de diamètre et espacés de 0.75–1.0 mm, percés le long de la ligne de séparation prévue dans un panneau tab-routed. Les perforations se situent à l'intérieur du tab de connexion de 2.0–3.0 mm qui maintient la carte reliée au rail du panneau. Lorsque la carte est séparée du panneau après assemblage, ces perforations agissent comme une ligne de déchirure et la carte se casse proprement le long de cette rangée avec un effort modéré. Les tabs mouse-bite laissent un petit ergot à chaque position, pouvant être repris si nécessaire. La force de séparation est contrôlée en ajustant le pas des trous ; des trous plus rapprochés réduisent l'effort mais peuvent provoquer une séparation prématurée pendant la manutention, tandis qu'un pas plus large augmente l'effort et améliore la rigidité du panneau. Les tabs mouse-bite constituent la solution préférée lorsque les cartes sont non rectangulaires mais doivent rester maintenues dans un panneau pour l'assemblage SMT.
Qu'est-ce que la castellation de PCB (edge plating) ?
La castellation de PCB désigne des demi-trous cuivrés au bord de la carte, créant des pastilles de soudure pour fixer la PCB comme module en montage de surface sur une motherboard plus grande. Le procédé commence par le perçage de trous traversants complets le long de la ligne de bord prévue, suivis d'un cuivrage électrolytique comme pour des vias PTH standard, puis d'un routage à travers l'axe du trou lors du profilage final afin d'exposer la paroi cuivrée semi-circulaire. Le bord castellated obtenu permet de poser le module sur des pastilles de motherboard et de le souder par refusion, créant un filet de soudure à la fois sur la paroi castellated et sur la pastille. La castellation est couramment utilisée pour les modules Wi-Fi, Bluetooth, LoRa, GPS/GNSS et de gestion de puissance vendus comme composants SMT autonomes. Le diamètre minimal d'un trou castellated est de 0.6 mm ; les diamètres de production typiques sont de 0.8 à 1.2 mm.
Quand dois-je utiliser la dépanelisation laser plutôt que le routage CNC ?
La dépanelisation laser est obligatoire ou fortement recommandée dans quatre situations : (1) PCB flex et cartes rigid-flex, car le laser évite la délamination de l'interface polyimide-cuivre près de la transition rigide-flex que peut provoquer la contrainte du CNC ; (2) cartes ultrafines (<0.8 mm), où le routage mécanique entraîne vibrations et flexion susceptibles de voiler le laminé ou de fissurer les joints de soudure ; (3) composants situés à 0.1–0.2 mm du bord, car le CNC requiert ≥0.3 mm alors que le laser permet ≥0.1 mm ; (4) cartes assemblées avec MLCCs, BGAs à pas fin ou boîtiers QFN proches de la ligne de séparation, où la singulation sans contrainte élimine le risque de microfissures. La dépanelisation laser coûte plus cher par carte que le routage CNC et est donc généralement réservée aux conceptions où les méthodes mécaniques ne satisfont pas aux exigences de qualité de bord, de contrainte ou de dégagement composant-bord.
Quel angle de biseau dois-je spécifier pour les gold fingers : 20° ou 30° ?
L'angle de biseau standard pour la plupart des applications à connecteur card-edge est de 20°. Utilisez 30° lorsque le slot du connecteur est particulièrement étroit et qu'un chanfrein plus agressif est nécessaire pour guider la carte sans accrocher le bord ; lorsque la PCB est plus épaisse que la normale (>1.6 mm) et qu'un biseau à 20° ne réduit pas suffisamment l'épaisseur ; ou lorsque le fabricant du connecteur exige explicitement 30°. Pour les applications PCIe, DDR, M.2, SODIMM et PCI, 20° est la valeur par défaut correcte. La profondeur du biseau est généralement réglée pour retirer 30 à 50 % de l'épaisseur du bord ; des biseaux plus profonds nécessitent plus de surface plaquée or afin de conserver une couverture complète après usinage. Spécifiez l'angle, le pourcentage de profondeur et le(s) bord(s) concernés dans vos notes de fabrication.
Quelle est la taille minimale d'une découpe interne dans un PCB ?
La largeur minimale d'une découpe interne en routage CNC est de 1.0 mm, limitée par le plus petit diamètre de fraise utilisable tout en conservant une rigidité suffisante pendant la coupe. Le rayon minimal des angles internes est égal au rayon de la fraise, généralement 0.5–0.8 mm avec des outils standard. Pour des angles plus serrés (<0.5 mm de rayon), des coupes séquentielles superposées peuvent être utilisées, mais cela augmente le temps de routage et reste généralement limité aux découpes non métallisés. Les fentes internes métallisés ont une largeur minimale de 0.6 mm et doivent être définies pendant l'imaging des couches avant le routage ; elles ne peuvent pas être métallisés après coup. Pour des découpes internes dans des substrats Rogers PTFE ou flex, l'usinage laser peut atteindre des dimensions minimales plus petites, de 0.3 à 0.5 mm, que le routage CNC.
Comment les marques fiducial influencent-elles la panelisation et la dépanelisation ?
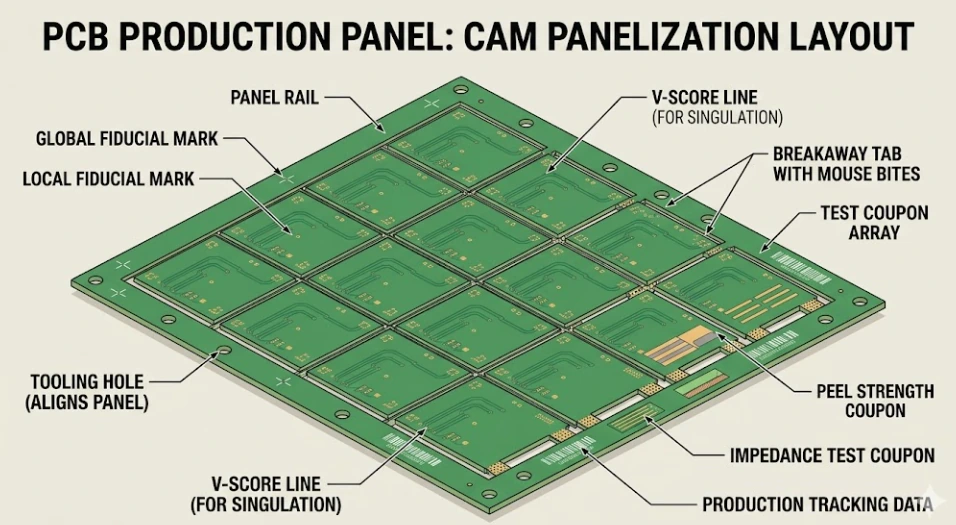
Les marques fiducial sont des repères cuivre que les équipements automatisés d'assemblage et de dépanelisation utilisent pour l'alignement optique. En assemblage SMT, les fiducials globaux placés aux coins des rails permettent à la machine pick-and-place de compenser tout décalage ou rotation du panneau sur le convoyeur. Des fiducials locaux sur deux coins de chaque carte permettent une correction fine de la variation carte à carte dans le panneau. Pour la dépanelisation automatisée CNC ou laser après assemblage, les fiducials locaux sont indispensables ; sans eux, le routeur de dépanelisation ne peut pas corriger l'écart accumulé entre le système de coordonnées bare-board et la position du panneau assemblé. Spécification standard : cercle de cuivre apparent de 1.0 mm de diamètre, keepout annulaire sans cuivre de 3 mm, minimum trois par panneau et deux par carte dans des coins opposés en diagonale.
Quelle est la taille maximale de panneau que vous pouvez traiter ?
Notre taille maximale standard de panneau de production est de 18 × 24 pouces (457 × 610 mm). Il s'agit du format grand panneau le plus courant en PCB et il optimise l'utilisation sur nos équipements de routage, métallisation, imaging et inspection. Nous proposons aussi des panneaux plus petits pour faibles volumes ou prototypes, comme 12 × 18 pouces (305 × 457 mm), ainsi que des dimensions personnalisées jusqu'à un minimum de 50 × 50 mm pour des applications spécifiques. Si votre conception exige des panneaux plus grands que 18 × 24 pouces, par exemple des segments de backplane ou de grands arrays LED, contactez notre équipe d'ingénierie afin d'étudier les options.