Guide avance d'ingenierie
Les fondamentaux d'ingenierie du laminage PCB multicouche
Concevoir un stack-up multicouche dans un logiciel revient en essence a tracer une carte theorique. En revanche, assembler physiquement 24 couches de fibre de verre, de resine et de cuivre en un bloc unique, monolithique et dimensionnellement stable releve de la thermodynamique appliquee et de la science des materiaux. Chez APTPCB, nous collaborons avec des ingenieurs hardware dans le monde entier pour demystifier le processus de laminage et garantir que les conceptions theoriques soient hautement fabricables. Voici une analyse approfondie des strategies d'ingenierie qui gouvernent le laminage avance.
1. Comprendre la dynamique du prepreg et l'ecoulement de la resine
La "colle" qui maintient une PCB multicouche assemblee est le Prepreg (tissu preimpregne). Le prepreg est constitue d'un tissu en fibre de verre impregne d'une resine epoxy partiellement polymérisee, appelee B-stage. Pendant le cycle de pressage du laminage, l'application de chaleur, generalement entre 170°C et 220°C selon le Tg du materiau, fait passer brievement cette resine B-stage dans un etat liquide a faible viscosite. Sous pression hydraulique, cette resine liquide s'ecoule pour remplir les espaces graves entre les pistes de cuivre des noyaux adjacents. A mesure que le cycle thermique se poursuit, la resine se reticule et durcit de facon permanente en C-stage.
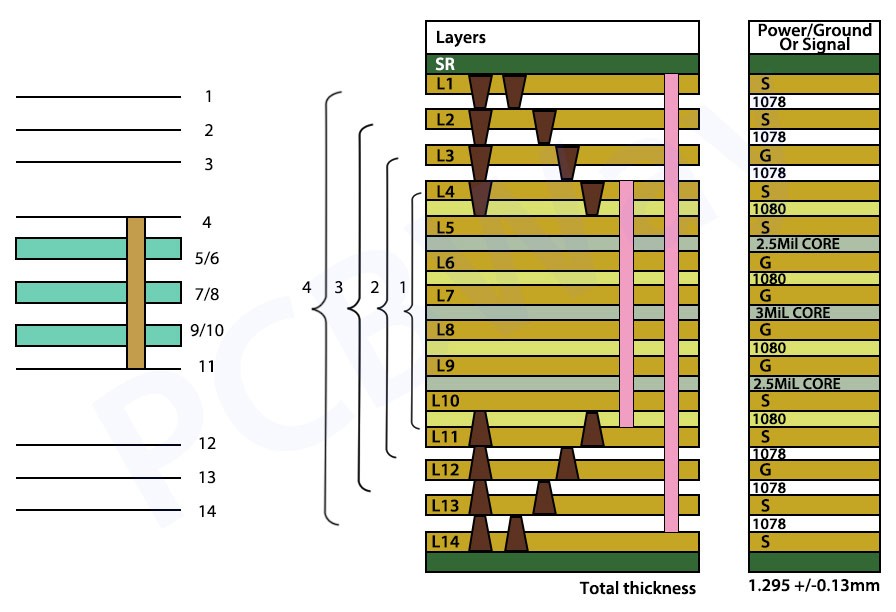
Le defi d'ingenierie : si une couche presente 2 oz de cuivre et un routing sparse, c'est-a-dire peu de pistes, il existe un grand volume d'"espace vide" que la resine doit combler. Si le prepreg selectionne n'a pas un Resin Content (RC%) suffisant ou des caracteristiques d'ecoulement adequates, les vides ne seront pas remplis. Cela se traduit par un "Resin Starvation", c'est-a-dire des vides d'air microscopiques qui compromettent la rigidite dielectrique et provoquent une delamination pendant l'assemblage. Nos ingenieurs CAM calculent mathematiquement le pourcentage de retention de cuivre de chaque couche et specifient deliberement des styles de prepreg precis, comme les tissus 1080 ou 106 a forte teneur en resine, pour garantir une encapsulation complete et sans vides.
2. Laminage sequentiel pour HDI (High-Density Interconnect)
Le laminage standard, c'est-a-dire un seul cycle de pressage, suffit pour les cartes qui n'utilisent que des vias mecaniques traversants. En revanche, les conceptions modernes a haute densite, comme les smartphones ou les cartes meres AI, ont besoin de blind et buried microvias pour economiser de l'espace de routing. Cela necessite une Sequential Lamination.
Dans une construction HDI 2+N+2, l'usine ne peut pas tout presser en une seule fois. Nous devons d'abord laminer le noyau interne, les couches "N", le percer mecaniquement, le metalliser puis le graver. Nous ajoutons ensuite une couche de prepreg et de feuille de cuivre sur les deux faces, nous laminons la carte une deuxieme fois, nous realisons le perçage laser des microvias, puis nous metallisons et gravons. Enfin, nous repetons le processus pour un troisieme cycle de laminage afin d'ajouter les couches externes.
Chaque cycle de pressage supplementaire soumet le noyau interne a un nouveau choc thermique important, ce qui fait legerement retrecir le materiau a chaque fois. Nous utilisons des laminats tres stables a faible CTE ainsi qu'une compensation predictive de mise a l'echelle afin que les vias laser realises lors du troisieme cycle atteignent parfaitement les microscopic copper capture pads enfouis a l'interieur de la carte.
3. La complexite du laminage hybride (PTFE + FR-4)
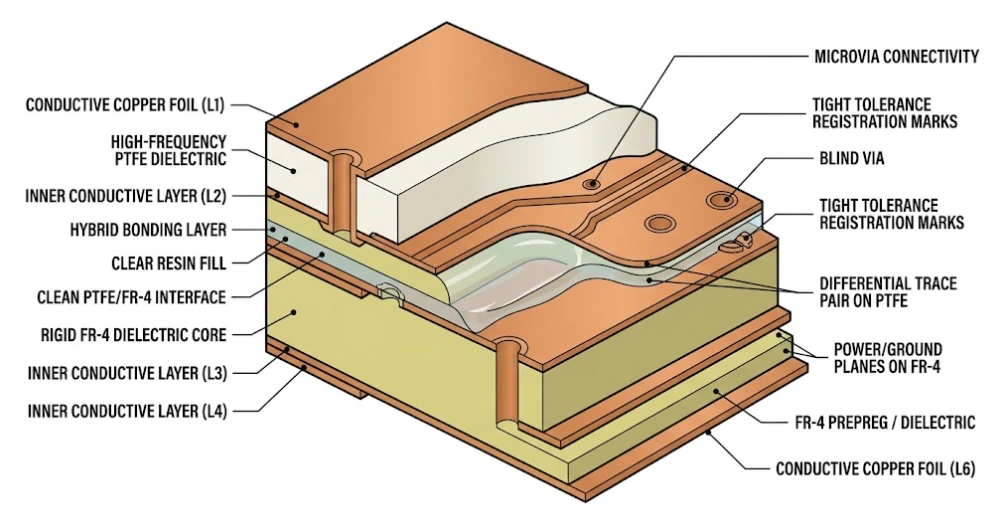
Pour les applications RF et microwave a haute frequence, comme les radars automobiles 77 GHz, les ingenieurs ont besoin de materiaux a tres faibles pertes tels que le PTFE (Teflon) de Rogers ou Taconic. Cependant, construire une carte 12 couches entierement en PTFE est d'un cout prohibitif. La solution est le Hybrid Lamination, ou les couches RF externes critiques utilisent du PTFE tandis que les couches structurelles internes utilisent du FR-4 economique.
Le defi d'ingenierie : le PTFE et le FR-4 ont des Coefficients of Thermal Expansion (CTE) et des temperatures de fusion tres differents. Si on les presse ensemble avec un prepreg FR-4 standard, la couche PTFE peut se delaminer ou se deformer fortement pendant le refroidissement.
La solution APTPCB : nous utilisons des prepregs speciaux de collage thermodurcissables a faibles pertes, tels que Rogers RO4450F ou Taconic fastRise 27, chimiquement formules pour adherer a la fois au PTFE et au FR-4. Nous concevons un profil thermique de pressage hautement personnalise, a double rampe, qui respecte les courbes de cuisson de ces deux systemes materiaux disparates afin d'obtenir une carte hybride plane et fiable.
4. Gerer le warpage de la carte (Bow and Twist)
Une PCB doit etre extremement plane pour passer en assemblage SMT ; un warpage excessif provoquera une mauvaise pose des composants par la machine pick-and-place ou l'ouverture des joints BGA pendant le reflow. Le warpage est presque entierement provoque par des stack-ups de laminage asymetriques.
En vertu des lois de la physique, une carte doit etre symetrique par rapport a son centre sur l'axe Z. Si vous placez un plan de masse plein en cuivre de 2 oz sur la Layer 2, mais que la Layer 9, sa couche miroir, ne comporte que des pistes de signal sparse en 1 oz, la carte se courbera comme une chips en refroidissant depuis les 200°C de la presse, car le heavy copper ne se retracte pas au meme rythme que la resine. Notre equipe d'ingenierie applique des regles DFM strictes et recommande souvent le "copper thieving", c'est-a-dire l'ajout de cuivre non fonctionnel dans les zones peu denses pour equilibrer la densite metallique et garantir que vos cartes arrivent parfaitement planes.