APTPCB Livre blanc sur l'ingénierie
Analyse approfondie : la physique et la thermodynamique de la fabrication avancée de PCB
Pour les architectes techniques et les principaux ingénieurs matériels, les définitions standard de PCB sont inadéquates.Comprendre les réalités physicochimiques de l'atelier de fabrication permet aux ingénieurs de concevoir des panneaux qui repoussent les limites de la densité sans sacrifier le rendement.Les sections suivantes fournissent une ventilation technique rigoureuse des processus critiques exécutés dans l'usine de fabrication de APTPCB.
1.Limites de la photolithographie et dynamique de résolution LDI
L'imagerie traditionnelle PCB repose sur des films originaux Mylar et une lumière collimatée UV à large spectre.Ce processus est fondamentalement limité par l'expansion du film (due à la température/humidité) et la diffraction de la lumière (sous-cotation de la réserve).Chez APTPCB, nous l'avons entièrement remplacé par Laser Direct Imaging (LDI).Nos systèmes LDI utilisent un scanner polygonal laser UV de 355 nm.La machine lit les repères sur le panneau de cuivre réel et met à l'échelle numériquement l'image ODB++ en temps réel avant le tir.Cette mise à l'échelle dynamique compense les changements dimensionnels non linéaires subis par le noyau FR-4 lors des étapes de gravure précédentes.C'est ainsi que nous obtenons de manière fiable des résolutions de trace/espace de 3-mil (75μm) et maintenons l'enregistrement strict de ±1.0 mil requis pour le Any-Layer HDI via-empilage, éliminant complètement le risque de rupture d'anneau annulaire dans les zones à pas de 0.4mm BGA.
2.Dynamique des fluides dans le placage de cuivre à rapport d'aspect élevé
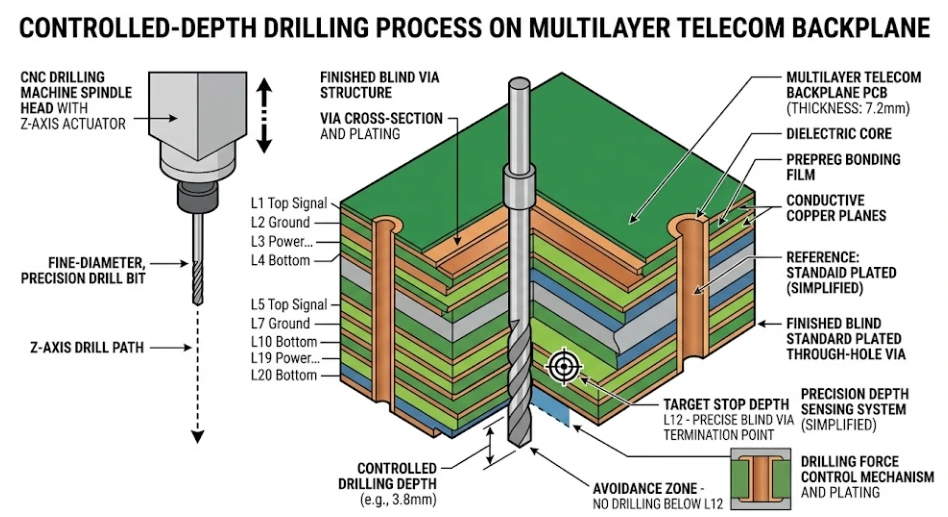
Le dépôt de cuivre uniforme à l'intérieur d'un trou percé est le facteur le plus critique pour la fiabilité de PCB.Le rapport d'aspect (AR) est l'épaisseur de la planche divisée par le diamètre du trou.À mesure que l'épaisseur de la carte augmente (par exemple, un fond de panier de télécommunications 6.0mm et que la taille des vias diminue (0.3mm), l'AR monte en flèche à 20 :1.
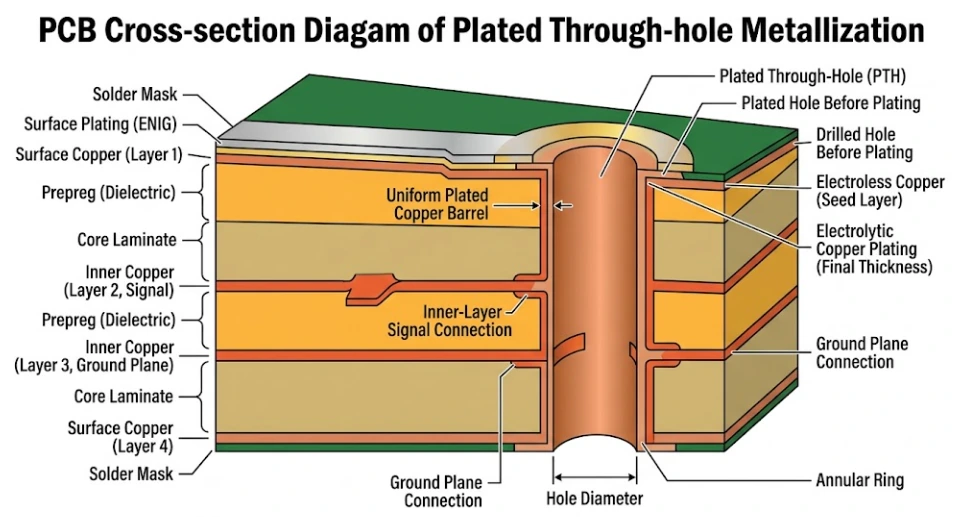
Dans la galvanoplastie standard à courant continu (DC), la densité du champ électrique se concentre naturellement sur les bords tranchants du trou à 90 degrésentrée.Cela provoque une accumulation massive de cuivre à la surface (Dog-Boning) tandis que le centre du canon via est privé d'ions cuivre.Le résultat est une paroi de canon mince et fragile qui se brisera lors du choc thermique du brasage à la vague.
APTPCB atténue ce problème via la Galvanoplastie inversée par impulsion.Nos redresseurs délivrent une impulsion directe d'une milliseconde (dépôt de cuivre), suivie instantanément d'une impulsion inverse à courant élevé (décapage anodique).Étant donné que le champ électrique est le plus puissant à la surface, l’impulsion inverse enlève l’excès de cuivre de l’entrée du trou, tout en laissant intact le cuivre du canon profond.En cyclant cette forme d'onde, nous forçons la chimie de placage profondément dans le capillaire, garantissant une épaisseur de fût de cuivre uniforme de 20-25 μm de haut en bas, entièrement conforme aux exigences strictes des normes aérospatiales de classe IPC-6012 3 / 3A.
3.Rhéologie des résines et cycle de pressage par stratification
Le laminage ne consiste pas simplement à faire fondre de la colle ;c'est une réaction complexe de polymère thermodurcissable.Le préimprégné de l'étape B doit passer par une phase liquide (viscosité de fusion minimale) pour combler les espaces entre les traces de cuivre gravées, avant de se réticuler complètement en un polymère solide de l'étape C.
Si la vitesse de montée en température est trop rapide, la résine polymérise avant que l'air ne soit complètement évacué, piégeant les micro-bulles qui provoqueront plus tard Conductive Anodic Filament(CAF) courts métrages.Si la vitesse de rampe est trop lente, la résine s'écoule vers les bords du panneau, laissant le centre privé de diélectrique (provoquant des chutes d'impédance fatales).APTPCB utilise des presses hydrauliques sous vide équipées d'un chauffage dynamique à l'huile thermique.Nos ingénieurs CAM calculent la densité exacte du cuivre de votre conception spécifique pour créer un profil pression/température personnalisé.Nous maintenons l'empilement sous vide profond (pour extraire les substances volatiles) et gérons avec précision la fenêtre d'écoulement rhéologique, garantissant une matrice diélectrique homogène et sans vide, même dans les cartes électroniques de puissance en cuivre lourd (3oz+).
4.Constitution séquentielle (SBU) pour Any-Layer HDI
Les panneaux multicouches standards subissent un seul cycle de stratification.Les smartphones à interconnexion haute densité (HDI) et les accélérateurs AI nécessitent cependant une accumulation séquentielle (SBU).Un 10-calque "Any-Layer ELIC"la planche n’est pas pressée une seule fois ;il est construit couche par couche.
Le noyau est fabriqué, percé et plaqué.Ensuite, une couche de diélectrique et de feuille de cuivre est laminée vers l’extérieur.Un laser UV élimine un microvia jusqu’au cœur.Ce via est rempli de cuivre et planarisé (VIPPO).Ensuite, la couche suivante est ajoutée et le processus se répète.Une structure 3+N+3 nécessite quatre cycles de stratification distincts, quatre configurations de perçage et quatre passes de placage.Cela augmente de façon exponentielle le temps de fabrication et expose le noyau interne à de multiples excursions à haute température.C'est pourquoi APTPCB utilise strictement des matériaux hautement résilients, à haute-Tg et à faible axe Z-CTE (comme Isola 370HR ou Megtron 6) pour toutes les constructions de SBU, garantissant que les vias de base ne se fissurent pas pendant le cycle de pressage final.
5.Métrologie d'impédance et compensation de gravure
Les ingénieurs matériels conçoivent des 50Ω traces basées sur des modèles géométriques théoriques.Cependant, la réalité physique de la gravure alcaline est que les traces ne sont pas des rectangles parfaits ;ce sont des trapèzes en raison de l'agent de gravure qui sape la résine photosensible.
Pour garantir que votre carte correspond physiquement à vos simulations Polar Si9000, APTPCB effectue une compensation dynamique du facteur de gravure.Si vous avez besoin d'une trace de 4.0-mil sur du cuivre 1oz, notre logiciel CAM imagera une trace de 4.5-mil sur la résine photosensible.Au fur et à mesure que le panneau se déplace dans le graveur, la contre-dépouille de 0.5-mil réduit la trace à exactement 4.0 mils à sa base.De plus, nous tenons compte du fait que la pression de stratification pressera la résine préimprégnée dans les espaces de cuivre adjacents, modifiant ainsi l'épaisseur diélectrique finale (H).En contrôlant méticuleusement ces variables physiques, nous atteignons régulièrement des tolérances d'impédance de ±5% pour les protocoles PCIe Gen 5 et Ethernet 112G, validées par réflectométrie du domaine temporel (TDR) avant expédition.