Le passage d’une PCB d’interface CXL 3.0 à la production de masse impose de quitter les méthodes de fabrication standard pour une production d’ultra-précision. Avec des débits de 64 GT/s en signalisation PAM4, la marge d’erreur sur le contrôle d’impédance, le choix des matériaux et les tolérances de perçage devient pratiquement nulle. Ce guide rassemble les limites numériques concrètes, les contrôles de procédé et les étapes de vérification nécessaires pour maintenir rendement et intégrité du signal en production volume.
Réponse rapide (30 secondes)
- Règle critique : Maintenez l’impédance différentielle à 85 Ω ±5% ; la tolérance standard de ±10% est insuffisante pour la signalisation PAM4 du CXL 3.0.
- Exigence matériau : Utilisez des matériaux Ultra-Low Loss, par exemple Megtron 7/8 ou Tachyon 100G, avec Df < 0,002 à 10 GHz.
- Piège majeur : Des tronçons résiduels de vias plus longs que 6 mil (0,15 mm) créent des résonances fatales ; le perçage arrière est obligatoire sur les fonds de panier épais.
- Vérification : Mettez en place un test TDR à 100% sur des coupons témoins et un échantillonnage sur cartes réelles pour vérifier la perte d’insertion.
- Cas limite : Si la longueur de piste dépasse 10 pouces, envisagez un cuivre à faible rugosité (HVLP/VLP, Rz < 2 µm) pour limiter les pertes par effet de peau.
- Point DFM : Spécifiez une tolérance de profondeur de perçage arrière de ±2 mil afin d’enlever les tronçons résiduels sans endommager les couches internes actives.
Points forts
- Sensibilité PAM4 : Le CXL 3.0 utilise une modulation d’amplitude d’impulsion à 4 niveaux, ce qui réduit le rapport signal/bruit par rapport au NRZ.
- Précision de l’empilage : L’alignement couche à couche doit rester dans 3 mil pour éviter les discontinuités d’impédance.
- Technologie de perçage : Les vias à fort rapport d’aspect, jusqu’à 20:1, nécessitent des procédés avancés de perçage mécanique ou laser.
- Finition de surface : ENIG ou ENEPIG sont préférés pour leur planéité ; HASL est exclu car les surfaces inégales perturbent les signaux haute fréquence.
- Propreté : La contamination ionique doit être strictement maîtrisée pour empêcher la migration électrochimique dans les conceptions haute densité.
- Tests : Des mesures VNA jusqu’à 32 GHz sont souvent nécessaires pour caractériser le canal.
Contenu
- Définition et périmètre (ce que c’est, ce que ce n’est pas)
- Règles et spécifications (paramètres clés et limites)
- Étapes de mise en œuvre (points de contrôle procédé)
- Dépannage (modes de défaillance et correctifs)
- Comment choisir (décisions de conception et compromis)
- FAQ (coût, délai, matériaux, tests, critères d’acceptation)
- Glossaire (termes clés)
- Demander un devis (revue DFM + prix)
- Conclusion (prochaines étapes)
Définition et périmètre (ce que c’est, ce que ce n’est pas)
S’applique lorsque :
- Vous fabriquez des cartes mères serveur, des cartes accélératrices ou des modules d’extension mémoire compatibles avec le standard Compute Express Link (CXL) 3.0.
- La conception utilise la couche physique PCIe 6.0 à 64 GT/s.
- L’empilage PCB comporte 12 à plus de 32 couches, souvent avec HDI ou structure de fond de panier épaisse.
- Les exigences d’intégrité du signal imposent des laminés Ultra-Low Loss (ULL) et un contrôle d’impédance serré.
- Les volumes vont de petits pilotes NPI jusqu’à la fabrication de PCB en série.
Ne s’applique pas lorsque :
- Vous concevez pour CXL 1.0/1.1 ou PCIe 4.0/5.0 à 32 GT/s NRZ, où des matériaux Low Loss standard peuvent encore suffire.
- La vitesse d’interface est inférieure à 16 GT/s, ce qui permet des tolérances plus larges comme ±10% d’impédance.
- Vous utilisez un FR-4 standard, Tg 130-150 °C, avec un Df > 0,015 beaucoup trop élevé pour ces fréquences.
- La carte n’est qu’un PCB grand public simple de 2 à 6 couches sans exigence d’impédance contrôlée.
Règles et spécifications (paramètres clés et limites)
Atteindre la conformité CXL 3.0 en production série exige le respect strict de paramètres physiques et électriques. Le tableau suivant résume les règles de fabrication non négociables.
| Règle | Valeur/plage recommandée | Pourquoi c’est important | Comment vérifier | Si ignoré |
|---|---|---|---|---|
| Impédance différentielle | 85 Ω ± 5% | La spécification CXL 3.0/PCIe 6.0 impose 85 Ω pour réduire la perte de retour. | TDR (Time Domain Reflectometry) sur coupons témoins. | Les réflexions augmentent le BER et provoquent des échecs d’entraînement du lien. |
| Perte matériau (Df) | < 0,002 à 10 GHz | L’atténuation haute fréquence doit être minimisée pour 64 GT/s. | Méthode IPC-TM-650 2.5.5.5 ou certificat de fiche matière. | Une perte d’insertion excessive ferme l’œil du signal ; le lien ne négocie pas la vitesse. |
| Rugosité du cuivre | Rz < 2,0 µm (HVLP/VLP) | L’effet de peau à 16-32 GHz repousse le courant en surface ; un cuivre rugueux augmente les pertes. | Analyse SEM de la feuille de cuivre. | Hausse de perte d’insertion et distorsion de phase. |
| Longueur du tronçon résiduel de via | < 6 mil (0,15 mm) | Les tronçons résiduels se comportent comme des antennes ou filtres et créent des creux de résonance. | Analyse en coupe ou inspection rayon X. | Les résonances à la fréquence de Nyquist détruisent l’intégrité du signal. |
| Skew intra-paire | < 5 ps | Les signaux différentiels doivent arriver simultanément pour préserver le rejet de mode commun. | Mesure VNA ou simulation de temps de vol. | Conversion de mode et fermeture de l’œil. |
| Tolérance de profondeur de perçage arrière | ± 2 mil (0,05 mm) | Garantit le retrait du tronçon résiduel sans couper la couche interne active. | Inspection rayon X des trous repris en perçage arrière. | Soit le tronçon restant est trop long, soit la piste active est coupée. |
| Enregistrement des couches | ± 3 mil | Un décalage affecte l’impédance et peut créer des courts-circuits sous BGA dense. | Vérification perçage par rayon X et microsections. | Discontinuités d’impédance et courts-circuits potentiels. |
| Pont de masque de soudure | Min. 3 mil (0,075 mm) | Empêche les ponts de soudure sur empreintes de connecteurs CXL à pas fin. | AOI (Automated Optical Inspection). | Ponts de soudure à l’assemblage et courts-circuits. |
| Rapport d’aspect du cuivrage | Max. 20:1 | Assure une épaisseur de cuivre suffisante dans le barrel des vias profonds. | Analyse en coupe microsection. | Fissures de barrel au reflow et ouvertures intermittentes. |
Étapes de mise en œuvre (points de contrôle procédé)
La transition d’un design CXL 3.0 vers la production de masse exige des contrôles de procédé précis.
1. Sélection matière et vérification
- Action : Sélectionnez des matériaux comme Panasonic Megtron 7/8, Isola Tachyon 100G ou équivalent.
- Contrôle : Vérifiez le style de verre du prepreg, par exemple 1035 ou 1067, pour que la teneur en résine réduise le désalignement dû à l’effet de tissage du verre.
- Acceptation : Tolérance Dk ±0,05 ; Df < 0,002.
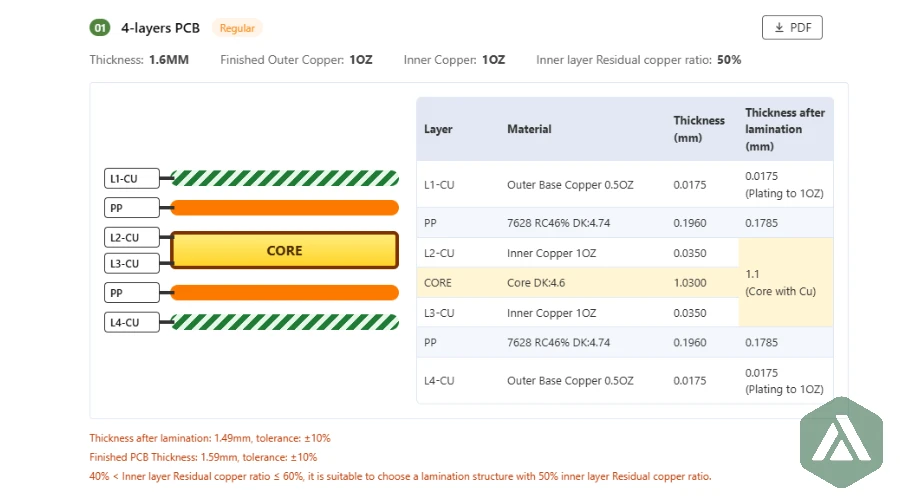
2. Empilage et modélisation d’impédance
- Action : Utilisez un solveur de champ 2D/3D, par exemple Polar SI9000, pour calculer les largeurs de piste.
- Contrôle : Prenez en compte l’écoulement de résine et l’épaisseur de cuivre après pressage. En CXL 3.0, les pistes 85 Ω sont souvent un peu plus larges que des pistes 100 Ω standard.
- Acceptation : Les résultats de simulation doivent être dans ±1 Ω autour de la cible 85 Ω avant lancement fabrication. Voir notre guide empilage PCB.
3. Imagerie interne et gravure
- Action : Utilisez le Laser Direct Imaging (LDI) pour garantir une haute précision.
- Contrôle : Les facteurs de compensation de gravure doivent être précis. La tolérance de largeur de piste doit être tenue à ±0,5 mil ou mieux.
- Acceptation : L’inspection AOI ne doit montrer ni étranglement ni excroissance sur les lignes haut débit.
4. Laminage et alignement
- Action : Utilisez des systèmes pin-lam ou à alignement optique pour les empilages à fort nombre de couches, 20 couches et plus.
- Contrôle : Vérifiez l’alignement des couches au rayon X après laminage.
- Acceptation : Enregistrement couche à couche dans 3 mil pour que les via pads tombent au centre des couches cibles.
5. Perçage et perçage arrière
- Action : Percez les trous traversants puis réalisez un perçage arrière contrôlé pour retirer les tronçons résiduels.
- Contrôle : Surveillez la durée de vie des forets pour éviter une rugosité excessive des parois.
- Acceptation : La profondeur de perçage arrière doit rester dans ±2 mil de la couche cible.
6. Cuivrage et finition de surface
- Action : Appliquez un cuivrage à fort pouvoir de pénétration afin de garantir l’intégrité des barrels dans les vias à fort rapport d’aspect.
- Contrôle : Mesurez l’épaisseur de cuivre au centre du barrel, minimum 0,8 mil soit 20 µm.
- Acceptation : La finition ENIG ou ENEPIG doit être suffisamment plane pour l’assemblage de connecteurs haute densité.
7. Essais électriques (TDR et VNA)
- Action : Réalisez un test de netlist à 100% et un test TDR d’impédance sur coupons témoins.
- Contrôle : En CXL 3.0, une mesure VNA sur échantillonnage, par exemple SET2DIL, sert à mesurer la perte d’insertion par pouce.
- Acceptation : Impédance 85 Ω ±5% ; perte dans le budget, par exemple -0,9 dB/pouce à 16 GHz.
Dépannage (modes de défaillance et correctifs)
Dans l’assemblage de PCB d’interface CXL 3.0, les défaillances se manifestent souvent comme des problèmes d’intégrité du signal plutôt que comme de simples ouverts ou courts-circuits.
Symptôme 1 : BER élevé ou lien instable
- Cause probable : Longueur excessive du tronçon résiduel du via provoquant une résonance.
- Contrôle : Passez au rayon X les vias ayant subi un perçage arrière. Le tronçon restant dépasse-t-il 6 mil ?
- Correctif : Ajustez les paramètres de profondeur du perçage arrière.
- Prévention : Spécifiez clairement les couches à ne pas entamer dans les données ODB++ et augmentez la marge du perçage arrière.
Symptôme 2 : impédance constamment basse, par exemple 78 Ω au lieu de 85 Ω
- Cause probable : Piste trop large ou diélectrique plus mince que prévu.
- Contrôle : Faites une coupe de carte. Mesurez la largeur réelle de piste, en haut et en bas, ainsi que la hauteur diélectrique.
- Correctif : Ajustez les compensations de gravure pour le lot suivant.
- Prévention : Réalisez une microsection sur le premier article avant de lancer tout le lot de série.
Symptôme 3 : fermeture verticale de l’œil
- Cause probable : Perte d’insertion élevée due au matériau ou à la rugosité du cuivre.
- Contrôle : Vérifiez le lot matière, par exemple si c’est bien du Megtron 7. Vérifiez aussi la rugosité de la feuille de cuivre, donc si elle est bien HVLP.
- Correctif : Passez à une feuille de cuivre plus lisse ou à un matériau moins dissipatif.
- Prévention : Exigez des certificats matière (CoC) à chaque livraison.
Symptôme 4 : gigue induite par le désalignement
- Cause probable : Effet de tissage du verre, lorsque les faisceaux de verre s’alignent avec les pistes.
- Contrôle : Vérifiez le style de verre utilisé, par exemple 106, 1080 ou 1035.
- Correctif : Tournez la conception de 10° avec un routage en zigzag ou utilisez du verre étalé.
- Prévention : Spécifiez FR4 à verre étalé ou un style de verre haut de gamme équivalent dans les notes de fabrication.
Symptôme 5 : pad cratering BGA ou pads relevés
- Cause probable : Laminé cassant combiné à un effort mécanique.
- Contrôle : Vérifiez Tg et CTE (Coefficient of Thermal Expansion) du matériau.
- Correctif : Utilisez des matériaux avec CTE en axe Z plus faible ou améliorez la ténacité de la résine.
- Prévention : Optimisez le profil de refusion BGA/QFN fine pitch pour réduire le choc thermique.
Comment choisir (décisions de conception et compromis)
Faire les bons choix dès la conception réduit le coût et améliore le rendement en fabrication de PCB en série.
Si la longueur de piste est inférieure à 5 pouces :
- Choisir : Des matériaux à perte intermédiaire, comme Megtron 6 ou IT-968, peuvent suffire si le budget de perte le permet.
- Compromis : Réduit le coût matière mais diminue la marge.
Si la longueur de piste dépasse 10 pouces :
- Choisir : Des matériaux Ultra-Low Loss comme Megtron 7/8 ou Tachyon 100G avec cuivre HVLP.
- Compromis : Coût matière plus élevé, mais indispensable pour la conformité CXL 3.0.
Si le nombre de couches dépasse 20 :
- Choisir : Des matériaux High-Tg au-dessus de 180 °C et à faible CTE.
- Compromis : Réduit les fissures de barrel et le pad cratering au cours de multiples refusions.
Si la densité de routage est extrême, par exemple BGA au pas de 0,4 mm :
- Choisir : Une technologie HDI PCB avec microvias empilés.
- Compromis : Plus coûteux qu’une solution traversante, mais améliore l’intégrité du signal en réduisant naturellement les stubs.
Si vous utilisez des connecteurs press-fit :
- Choisir : Une tolérance de trou plus serrée de +0,05/-0,05 mm et, si demandé, une finition or dur ou étain chimique.
- Compromis : Demande une gestion très précise des forets.
Si le budget est tendu alors que la performance reste critique :
- Choisir : Un empilage hybride, avec matériau ULL pour les couches haut débit et FR4 standard pour alimentation, masse et signaux lents.
- Compromis : Cycle de laminage plus complexe et risque de voile lié à un écart de CTE.
FAQ (coût, délai, matériaux, tests, critères d’acceptation)
Q : De combien le perçage arrière augmente-t-il le coût des PCB CXL 3.0 ? A : Le perçage arrière ajoute généralement 10-20% au coût de la carte nue. Il nécessite un programme de perçage NC séparé, des machines de contrôle de profondeur spécialisées et des inspections rayon X supplémentaires.
Q : Quel est le délai typique pour les matériaux Ultra-Low Loss ? A : Des matériaux comme Megtron 7 ou Tachyon ont souvent 2 à 4 semaines de délai s’ils ne sont pas en stock. Pour un besoin PCB en livraison rapide, il faut vérifier immédiatement la disponibilité matière.
Q : Une mesure VNA à 100% est-elle nécessaire en production de masse ? A : Non. Une mesure VNA à 100% est trop lente et trop coûteuse. En pratique, on effectue un TDR d’impédance à 100% et l’on vérifie la perte d’insertion VNA par échantillonnage statistique, par exemple un panneau par lot.
Q : Peut-on utiliser un FR4 standard pour des designs CXL 3.0 ? A : Non. Un FR4 standard présente un Df d’environ 0,020, ce qui provoque de très fortes pertes à 16 GHz, soit le Nyquist pour 32 GT/s, et à 32 GHz, soit le Nyquist pour 64 GT/s. Il faut utiliser des matériaux avec Df < 0,005.
Q : Quelle largeur minimale de piste faut-il pour 85 Ω ? A : Cela dépend de l’empilage, mais pour une stripline on est généralement autour de 4-5 mil, soit 0,10-0,127 mm. Des pistes plus étroites augmentent les pertes par effet de peau ; des pistes plus larges imposent des diélectriques plus épais.
Q : Comment gérez-vous l’effet de tissage du verre en production ? A : Nous utilisons du verre étalé, donc des fibres mécaniquement réparties, ou nous routons avec un faible angle, par exemple 10°, par rapport au tissage. Cela moyenne les variations de Dk.
Q : Quelle finition de surface est la meilleure pour CXL 3.0 ? A : ENIG (Electroless Nickel Immersion Gold) ou ENEPIG. Ces finitions sont planes pour les composants à pas fin et n’ajoutent pas de pertes notables comme HASL.
Q : Quels sont les critères d’acceptation d’impédance en série ? A : IPC Class 2 ou 3 prend souvent ±10% par défaut, mais pour CXL 3.0 vous devez exiger ±5% dans les notes de fabrication et sur le plan maître.
Glossaire (termes clés)
| Terme | Signification | Pourquoi c’est important en pratique |
|---|---|---|
| PAM4 | Pulse Amplitude Modulation à 4 niveaux. | Encode 2 bits par UI. Exige un SNR et une linéarité supérieurs à NRZ. |
| UI (Unit Interval) | Durée temporelle d’un bit ou symbole. | À 64 GT/s, l’UI est extrêmement court, environ 15,6 ps, avec très peu de marge de jitter. |
| Insertion Loss (IL) | Perte de puissance du signal le long de la piste. | C’est le principal facteur limitant de longueur ; le budget doit être soigneusement alloué, par exemple -30 dB sur l’ensemble du canal. |
| Return Loss (RL) | Partie du signal réfléchie vers la source. | Causée par les désadaptations d’impédance, elle dégrade l’œil du signal. |
| Backdrilling | Suppression de la partie inutilisée d’un trou métallisé traversant, c’est-à-dire du tronçon résiduel. | C’est indispensable pour CXL 3.0 lorsque des trous traversants laisseraient autrement des résonateurs trop longs. |
Conclusion
La production en série d’un PCB d’interface CXL 3.0 est plus facile à maîtriser lorsque vous définissez tôt les spécifications et le plan de vérification, puis que vous les confirmez par la revue DFM et la couverture de test. Appuyez-vous sur les règles, checkpoints et schémas de dépannage ci-dessus pour réduire les boucles d’itération et protéger le rendement lorsque les volumes augmentent. Si une contrainte reste incertaine, validez-la sur un petit lot pilote avant de figer la libération série.