- La planification d’assemblage mixte doit être traitée comme un problème de définition de route, pas comme une simple liste floue de mots-clés de procédé.
- La frontière utile consiste à séparer le placement SMT, l’insertion traversante, les branches de soudure sélective ou manuelle et les étapes d’inspection ou de libération.
- Une carte peut avoir une nomenclature correcte tout en créant des frictions NPI évitables si la route d’assemblage, le moment d’insertion ou la gestion des exceptions ne sont pas figés de façon suffisamment nette.
- La planification d’assemblage mixte doit expliquer ce qui doit être décidé avant le premier lot, plutôt que d’inventer des chiffres universels de palette, de dégagement, de cadence ou de capacité.
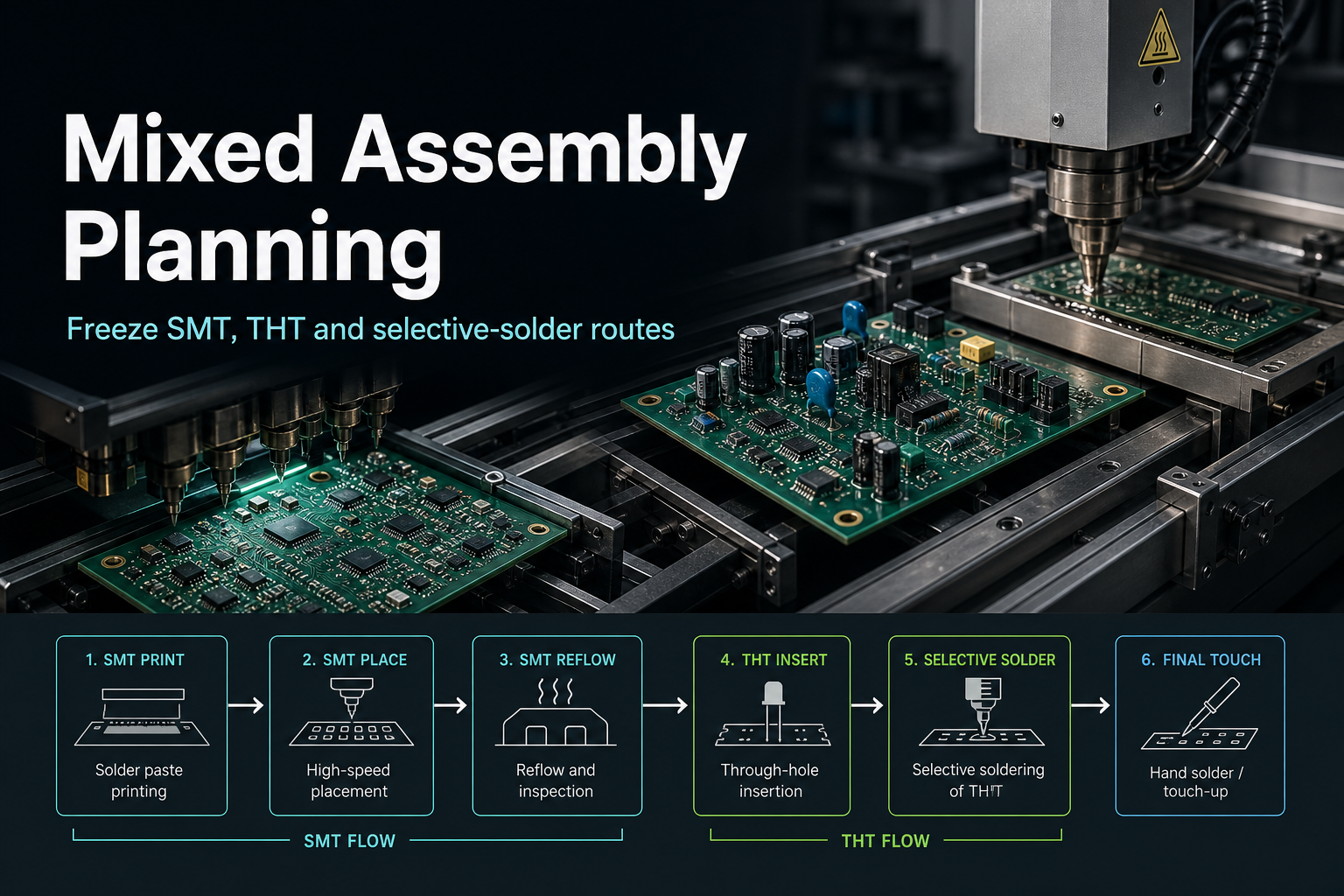
Réponse rapide La planification d’assemblage mixte est la plus solide lorsque l’équipe fige la route dans cet ordre : quelles pièces relèvent du SMT, quelles pièces sont insérées plus tard, quels joints doivent être traités de manière sélective ou manuelle, et quelles portes d’inspection ou de test électrique se trouvent entre ces branches. Avant la vérification contrôlée et la libération, il faut demander quel chemin d’assemblage suit chaque famille de composants.
Pour la chaîne plus large qui relie le contrôle des entrées d’assemblage, l’inspection, la planification des tests et les portes de libération, commencez par le Guide des tests et de la qualité de l’assemblage PCBA.
Table des matières
- Que doivent vérifier les ingénieurs en premier ?
- Que signifie ici la planification d’assemblage mixte ?
- Quelles décisions de route créent le plus vite un risque de libération ?
- Comment la planification d’assemblage mixte se relie-t-elle à la nomenclature, au dessin et à la vérification ?
- Que faut-il figer avant RFQ, premier lot ou libération ?
- Étapes suivantes avec APTPCB
- FAQ
- Références publiques
- Informations sur l’auteur et la revue
Que doivent vérifier les ingénieurs en premier ?
Commencez par la répartition des populations, l’ordre de la route, les branches de procédé spécial et la responsabilité de libération.
Cet ordre compte parce que la planification d’assemblage mixte est souvent l’endroit où une carte cesse d’être une simple disposition générique pour devenir une véritable route de fabrication.
Les premières questions d’ingénierie sont généralement les suivantes :
- Quelles pièces appartiennent à la route SMT principale et lesquelles n’y appartiennent pas ?
- Quelles pièces sont insérées après la refusion parce qu’elles sont traversantes, mécaniquement volumineuses ou sensibles au procédé ?
- Quels joints doivent être traités par soudure sélective, par une route orientée vague ou par des exceptions de soudure manuelle ?
- Quelles étapes d’inspection ou de test électrique doivent être terminées avant que la carte passe à la branche suivante ?
- Le dossier de libération est-il assez clair pour que l’usine n’ait pas à déduire la route elle-même ?
| Frontière de revue | Ce qu’elle répond | Ce qu’elle ne prouve pas |
|---|---|---|
| Répartition des populations | Quelles familles de composants relèvent de quelle route | Que le dossier de fabrication complet est déjà stable |
| Ordre de la route | Quand chaque branche d’assemblage se produit | Que chaque porte qualité est déjà fermée |
| Branche de procédé spécial | Où existent encore des traitements sélectifs ou manuels | Qu’une seule route est universellement la meilleure |
| Responsabilité de libération | Quelle porte ultérieure reste responsable de l’inspection, du test ou de la confirmation du premier lot | Que la planification de route suffit à elle seule à libérer la carte |
Que signifie ici la planification d’assemblage mixte ?
Ici, la planification d’assemblage mixte signifie la définition, au niveau carte, de la manière dont le SMT, le THT, la soudure sélective et les opérations d’insertion ou de soudure manuelle sont séquencés avant l’entrée dans la vérification contrôlée et la libération.
Cela comprend généralement :
- séparer le contenu peuplé en SMT du contenu traversant
- décider quand les connecteurs, borniers, blindages ou autres pièces insérées entrent dans la route
- marquer quelles zones nécessitent une soudure sélective ou un autre traitement local
- identifier quelles exceptions restent manuelles à ce stade de fabrication
- aligner les points de contrôle d’inspection et de test électrique avec l’ordre de la route
- s’assurer que la nomenclature et le dessin décrivent la même route
Cela ne veut pas dire :
- une séquence universelle pour toutes les cartes
- une promesse sur la géométrie de palette, le temps de cycle ou le débit
- la preuve que chaque carte mixte doit utiliser la même branche de soudure
- la preuve que la libération est terminée dès que la route existe sur le papier
Cette frontière compte, car les articles sur l’assemblage mixte dérivent souvent vers des affirmations non étayées sur les fenêtres de procédé ou les capacités des équipements.
La règle la plus sûre est la suivante :
la planification d’assemblage mixte doit d’abord expliquer la responsabilité de la route et le moment des branches avant de prétendre expliquer les résultats de production.
Quelles décisions de route créent le plus vite un risque de libération ?
Les problèmes les plus importants apparaissent généralement là où la population des composants et la route choisie cessent de correspondre proprement.
1. Répartition entre SMT et insertion post-refusion
La route doit rendre évident ce qui relève du flux SMT principal et ce qui attend après cette étape.
C’est particulièrement important pour :
- les connecteurs
- les borniers
- les blindages
- les interfaces soumises à des contraintes mécaniques
- les pièces volumineuses ou encombrantes qui ne doivent pas être traitées comme le peuplement SMT standard
Si cette séparation reste floue, les équipes NPI posent les questions de route de base trop tard.
2. Branche entre soudure sélective et soudure manuelle
Les cartes contenant du traversant localisé ont souvent besoin d’une décision claire sur le fait que ces joints suivent :
- une branche de soudure sélective
- une autre branche de soudure locale contrôlée
- un chemin d’exception manuel
L’objectif principal n’est pas de présenter un chemin comme universellement meilleur. L’objectif principal est d’empêcher le dossier de libération de masquer le fait que différents joints requièrent des traitements différents.
3. Voisinages de procédé mixte
Lorsque des SMT denses et du THT inséré plus tard sont proches, la planification de route doit exposer le risque tôt au lieu de le traiter comme une surprise d’atelier.
La revue devrait demander :
- cette zone supporte-t-elle encore proprement la branche prévue ?
- y a-t-il des notes d’exception qui devraient apparaître dans le dessin d’assemblage ?
- l’inspection ou la vérification électrique ultérieure dépend-elle de la façon dont ce voisinage est construit ?
Une chaîne de défaillance fréquente apparaît lorsqu’une carte d’assemblage mixte compacte place des composants SMT 0402 ou même 0201 à moins de quelques millimètres des broches d’un lourd connecteur d’alimentation traversant. Sur le papier, ce voisinage semble encore routable. En soudure sélective, l’équipe procédé est toutefois forcée de faire un mauvais compromis. Une fontaine de soudure normale à plus de 260 C peut lessiver ou perturber thermiquement les petits SMT voisins. Pour les protéger, l’usine est poussée vers une palette fortement blindée ou une fenêtre de buse très étroite.
Ce blindage thermique résout un problème tout en en créant un autre. Le transfert de chaleur vers le joint traversant est alors limité, la remontée capillaire s’affaiblit et le remplissage du barillet peut tomber bien en dessous d’un état de fabrication acceptable. La broche du connecteur peut encore montrer une continuité momentanée au test usine, mais le joint part sur le terrain comme une connexion froide à haute résistance. Sous charge réelle, il chauffe, se dégrade et peut s’ouvrir de manière catastrophique. La planification d’assemblage mixte n’est donc pas un exercice de logigramme. C’est un compromis physique entre la distance de garde SMT et la thermodynamique de la soudure sélective.
4. Moment de l’inspection et du test
La planification d’assemblage mixte ne concerne pas seulement la route de soudure. Elle influence aussi le moment où les preuves peuvent être considérées comme fiables.
Par exemple :
- les défauts SMT visibles peuvent devoir être revus avant le début des branches d’insertion ultérieures
- les opérations traversantes ou de soudure manuelle ultérieures peuvent modifier ce que la continuité ou le criblage électrique doit confirmer ensuite
- la documentation du premier lot peut devoir refléter les exceptions de route avant que la libération n’avance
| Décision de route | Pourquoi elle compte | Ce qui peut mal tourner si elle reste floue |
|---|---|---|
| Répartition SMT / post-refusion | Rend la route principale lisible avant le démarrage | La ligne hérite de questions de préparation évitables |
| Branche sélective / manuelle | Rend la gestion des exceptions explicite | Des joints différents sont traités comme s’ils suivaient une seule route |
| Voisinage de procédé mixte | Expose tôt les conflits locaux de route | La logique d’inspection, d’insertion ou de retouche dérive trop tard |
| Moment du test et de l’inspection | Maintient la vérification alignée sur l’ordre de route | Les preuves sont collectées au mauvais stade ou interprétées hors contexte |
Une chaîne d’échec typique en assemblage mixte commence lorsque les branches SMT, THT, sélective et manuelle ne sont définies qu’en partie. Un connecteur ou un blindage est supposé compatible avec une étape sélective ultérieure, mais le dessin et les notes de route ne rendent pas cette séparation explicite. Le réglage traite alors le voisinage comme s’il partageait une seule branche par défaut, l’inspection a lieu au mauvais moment, et le premier lot découvre que l’ordre d’insertion, le chauffage local ou l’accès à la retouche ne correspondent plus au plan libéré. Le résultat en aval n’est pas seulement un problème de documentation. C’est une confusion de route, une gestion tardive des exceptions, de la retouche et un retard de libération causés par une seule décision de branche trop vague, répétée sur tout le lot.
Comment la planification d’assemblage mixte se relie-t-elle à la nomenclature, au dessin et à la vérification ?
La planification d’assemblage mixte ne fonctionne que si la route est soutenue par le reste du dossier de libération.
| Couche du dossier | Ce qu’elle porte principalement | Pourquoi c’est important pour l’assemblage mixte |
|---|---|---|
| Nomenclature | Identité des composants et répartition des populations | La route ne peut pas être figée si les familles de pièces restent ambiguës |
| Dessin d’assemblage | Notes de route lisibles, contexte de côté et exceptions | Les traitements spéciaux doivent être assez visibles pour le réglage et la revue |
| Plan d’inspection | Responsabilité de la revue des joints visibles et cachés | Les branches mixtes changent le moment où différentes preuves d’inspection deviennent pertinentes |
| Plan de test électrique | Position face à l’ICT, au flying probe, à la continuité ou au test fonctionnel | La route change quand la vérification électrique doit se faire et ce qu’elle contrôle |
C’est pourquoi la planification d’assemblage mixte doit être considérée comme une tâche d’alignement, et non comme une note de procédé isolée.
Pages utiles associées :
- Bonnes pratiques de nomenclature d’assemblage
- Fondamentaux du dessin d’assemblage
- Liste de contrôle Design for Assembly
- Tests et qualité
- Inspection du premier article
Parcours de service associés :
Que faut-il figer avant RFQ, premier lot ou libération ?
Avant une RFQ sérieuse, un premier lot ou une libération, figez :
- la séparation entre les branches SMT, THT, sélective et manuelle
- l’ordre de route prévu pour chaque famille de composants
- les notes d’exception qui doivent apparaître dans le dessin d’assemblage ou le dossier de route
- les points de contrôle d’inspection et de test électrique qui dépendent de la fin de route
- l’alignement entre nomenclature, dessin et attentes du premier lot
Si ces éléments bougent encore, la carte peut rester techniquement fabricable, mais la route d’assemblage n’est pas encore assez stable pour se comporter comme un dossier de libération contrôlé.
Étapes suivantes avec APTPCB
Si votre PCBA à forte densité force déjà les contenus SMT et THT dans le même voisinage serré, si le choc thermique de la soudure sélective menace des pièces sensibles, ou si vous n’êtes pas certain que la stratégie de palette et de buse puisse encore garantir un vrai remplissage de barillet, n’attendez pas le rendement du lot pilote pour obtenir la réponse.
Envoyez le dossier Gerber ou ODB++, la nomenclature, le dessin d’assemblage et votre intention préliminaire de zones de dégagement à sales@aptpcb.com, ou passez par la page de devis. L’équipe procédé PCBA et ingénierie DFM d’APTPCB renverra sous 24 heures une revue de la route mixte et des dégagements de soudure.
Cette revue est conçue pour détecter les conflits de route avant que l’argent du prototypage ne soit consommé : pièges de dégagement en soudure sélective, sur-blindage de palette, risque de faible remplissage de barillet et voisinages qui paraissent propres en CAO mais ne survivent pas à la vraie branche thermique sans dégradation du rendement. Le but est de figer une route qui n’oblige pas l’usine à choisir entre des composants SMT lessivés et des joints traversants sous-remplis.
Si vous devez aller plus loin d’abord, consultez :
FAQ
La planification d’assemblage mixte consiste-t-elle seulement à utiliser à la fois du SMT et du traversant ?
Non. Elle concerne aussi le moment où ces pièces entrent dans la route, quelles branches restent localisées et quelles étapes d’inspection ou de test doivent intervenir entre elles.
Chaque carte mixte a-t-elle besoin du même procédé sélectif ou manuel ?
Non. La route doit suivre la population réelle et la posture de libération de la carte, pas une règle générique copiée d’un autre programme.
Pourquoi le dessin d’assemblage compte-t-il autant dans les assemblages mixtes ?
Parce que les exceptions de route et le moment d’insertion dépendent souvent de notes que la nomenclature seule ne communique pas assez clairement pendant le réglage et le premier lot.
Peut-on séparer la planification de route de la planification de vérification ?
Pas en toute sécurité. Les branches mixtes affectent le moment où l’inspection visuelle, le contrôle électrique et la confirmation du premier lot deviennent vraiment pertinents.
Quand la planification d’assemblage mixte est-elle terminée ?
Elle n’est terminée que lorsque la répartition des populations, l’ordre de route, les notes d’exception et les points de vérification sont suffisamment stables pour que l’usine n’ait pas à déduire la route à partir d’entrées incomplètes.
Références publiques
Table des matières de l’IPC-7525C Point d’ancrage normatif public pour le contexte des directives de stencil et du contrôle d’impression en amont.
Table des matières de l’IPC-A-610H Point d’ancrage normatif public pour le contexte de la qualité d’exécution d’assemblage.
Table des matières de l’IPC J-STD-001J Point d’ancrage normatif public pour le contexte des exigences d’assemblage soudé.
Guide des tests et de la qualité de l’assemblage PCBA Page compagnon pour le cadrage en couches reliant la planification de route d’assemblage aux portes d’inspection, de test et de libération.
Assemblage SMT et THT Contexte de page de support pour les cartes qui combinent le montage en surface et le traversant.
Informations sur l’auteur et la revue
- Auteur : équipe de contenu APTPCB sur la planification d’assemblage mixte
- Revue technique : équipe de planification de route SMT, THT et NPI
- Dernière mise à jour : 2026-05-13