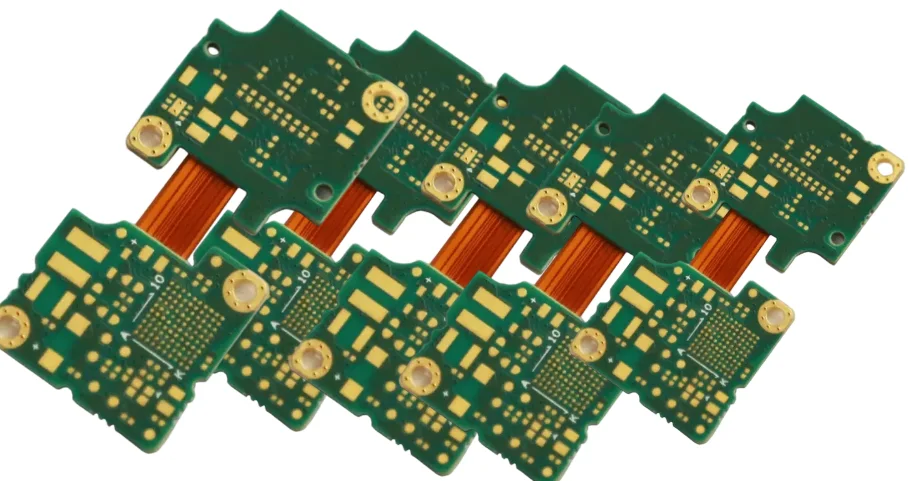
Les PCB rigides-flex associent la souplesse mecanique du polyimide a la rigidite structurelle et a la forte densite d'interconnexion des substrats FR4 rigides. Cette architecture hybride elimine les connecteurs encombrants et les faisceaux de cables, reduit sensiblement le poids et ameliore la fiabilite dans les applications aeronautiques, medicales et automobiles. En revanche, reussir l'integration de cette technologie impose de respecter strictement des regles de conception complexes concernant la symetrie de l'empilage, la compatibilite des materiaux et la maitrise des contraintes mecaniques.
Points forts
- Optimisation de l'encombrement : reduit le volume du systeme jusqu'a 60 % par rapport aux assemblages classiques a faisceaux.
- Fiabilite : supprime les points de defaillance potentiels au niveau des soudures et des sertissages presents dans les cablages standard.
- Integrite du signal : assure une impedance controlee et une inductance parasite reduite pour les signaux a haute vitesse.
- Integration 3D : permet de plier la carte pour l'adapter a des boitiers de forme irreguliere lors de l'installation.
Specifications rigides-flex en un coup d'oeil
| Parametre | Specification standard | Capacite avancee | Remarque critique |
|---|---|---|---|
| Couches flexibles | 1-4 couches | 6-12+ couches | Maintenir les couches flexibles au centre de l'empilage, sur l'axe neutre. |
| Rayon de courbure minimal (statique) | 10x epaisseur du flex | 6x epaisseur du flex | Uniquement pour les applications de mise en forme a l'installation. |
| Rayon de courbure minimal (dynamique) | 20x epaisseur du flex | 25x-40x epaisseur du flex | Pour les applications soumises a un mouvement continu. |
| Largeur/espacement des pistes (flex) | 4 mil / 4 mil (0,1 mm) | 2 mil / 2 mil (0,05 mm) | Des pistes plus larges sont preferables dans les zones de courbure pour limiter les fissures. |
| Distance percage-cuivre (flex) | 10 mil (0,25 mm) | 6 mil (0,15 mm) | Exige des anneaux plus grands que sur les cartes rigides. |
| Controle d'impedance | ±10 % | ±5 % | Plus difficile a tenir dans les zones flexibles a cause des variations dielectriques. |
Sommaire
- Architecture et configuration de l'empilage
- Criteres de selection des materiaux
- Conception mecanique et rayon de courbure
- Routage des pistes et integrite du signal
- Conception des vias et trous metallises (PTH)
- Procedes de fabrication et DFM
- Finitions de surface et fiabilite
- Defis d'assemblage (PCBA)
- Facteurs de cout et optimisation
- Assurance qualite et essais
- Checklist recapitulative pour les concepteurs
Architecture et configuration de l'empilage
La base d'un PCB rigide-flex robuste reside dans son empilage. Contrairement aux cartes multicouches classiques, l'empilage d'un rigide-flex doit prendre en compte les ecarts de dilatation sur l'axe Z entre le FR4 et le polyimide, ainsi que les exigences mecaniques de la charniere flexible.
La regle de l'axe neutre
La regle mecanique la plus importante consiste a placer les couches du circuit flexible aussi pres que possible de l'axe neutre de l'empilage. L'axe neutre correspond au plan de la carte ou le materiau ne subit ni compression ni traction pendant la flexion.
- Regle : dans un rigide-flex multicouche, les couches flexibles doivent se trouver au centre.
- Pourquoi c'est important : si les couches flexibles sont placees sur les bords exterieurs, elles subissent les efforts de traction ou de compression les plus eleves lors de la flexion, ce qui entraine un ecrouissage du cuivre puis une rupture.
- Verification : examinez le schema d'empilage pour confirmer la symetrie. Si la partie rigide comporte 8 couches, les couches flexibles devraient idealement etre les couches 4 et 5.
Construction equilibree ou non equilibree
Une construction equilibree est preferable pour eviter le gauchissement, mais certains designs imposent un empilage non equilibre a cause de contraintes d'impedance ou d'encombrement.
- Construction equilibree : epaisseur identique de dielectrique et de cuivre de chaque cote du noyau. Cela reduit le bow et le twist pendant le refusion.
- Construction non equilibree : souvent necessaire lorsque le routage exige un nombre precis de couches. Elle demande une selection rigoureuse de prepregs low-flow pour eviter un ecoulement excessif de l'adhesif sur le bras flexible.
Construction a espace d'air
Pour les conceptions qui exigent une flexibilite extreme ou un rayon de courbure tres serre, on utilise une construction dite a "espace d'air". Les couches flexibles restent alors separees, sans collage entre elles, dans la zone flexible, afin qu'elles puissent glisser les unes sur les autres comme les pages d'un livre.
- Plage d'utilisation : typiquement lorsque la section flexible depasse 4 couches.
- Avantage : reduit la rigidite effective de l'ensemble.
- Compromis : fabrication plus complexe et stabilite du controle d'impedance legerement moindre.
Criteres de selection des materiaux
Le choix des bons materiaux ne concerne pas seulement les performances electriques, mais la survie mecanique de la carte. L'interaction entre le FR4 rigide, le polyimide flexible et les systemes adhesifs determine la fiabilite de l'ensemble.
Polyimide avec adhesif ou sans adhesif
Les noyaux en polyimide (PI) existent sous deux formes principales :
Avec adhesif (standard) : un adhesif acrylique ou epoxy sert a lier le cuivre au PI.
- Avantages : cout plus faible, meilleure resistance au pelage.
- Inconvenients : l'adhesif a une temperature de transition vitreuse (Tg) faible et une forte dilatation thermique sur l'axe Z. C'est un point de defaillance courant lors de l'assemblage ou du fonctionnement a haute temperature.
- Limite : a eviter pour les applications aeronautiques a haute fiabilite ou les PCB pour l'electronique automobile soumis a des cycles thermiques importants.
Sans adhesif (haute performance) : le cuivre est coule ou depose directement sur le PI.
- Avantages : profil plus mince, meilleure stabilite thermique, Tg plus elevee.
- Inconvenients : cout matiere plus eleve.
- Recommandation : indispensable pour les conceptions HDI et les cartes rigides-flex de plus de 4 couches.
Coverlay ou masque de soudure
Dans la zone flexible, le masque de soudure liquide photosensible (LPI) est trop cassant et se fissure lors de la flexion. On utilise donc un coverlay en polyimide a la place.
- Materiau : une couche de polyimide avec un support adhesif acrylique.
- Epaisseur : generalement 1 mil (25 um) de PI + 1 mil (25 um) d'adhesif.
- Regle de conception : les ouvertures du coverlay sont percees ou decoupees au laser. Les ouvertures carrees sont difficiles ; il vaut mieux privilegier les formes circulaires ou ovales.
- Largeur minimale du pont : conserver au moins 10 mil (0,25 mm) de coverlay entre les pads pour garantir l'adherence.
Pour les specifications detaillees des materiaux, consultez notre guide des materiaux PCB.
Conception mecanique et rayon de courbure
Le calcul du rayon minimal de courbure est essentiel pour eviter la rupture du cuivre. Le rayon admissible depend du fait que l'application soit statique, donc pliee une fois pour l'installation, ou dynamique, donc soumise a des flexions repetees.
Formules de calcul
Le rayon minimal de courbure ($R$) depend de l'epaisseur totale de la section flexible ($h$).
1. Flex simple face :
- Statique : $R = 10 \times h$
- Dynamique : $R = 20 \times h$
2. Flex double face :
- Statique : $R = 10 \times h$
- Dynamique : $R = 25 \times h$
3. Flex multicouche :
- Statique : $R = 20 \times h$
- Dynamique : deconseille pour des nombres de couches eleves.
Defaillance courante : l'effet poutre en I
Lorsque des pistes sur des couches adjacentes sont empilees exactement l'une au-dessus de l'autre, elles augmentent localement la rigidite du circuit et creent un effet dit de "poutre en I".
- Regle : decaler les pistes des couches adjacentes dans la zone de courbure.
- Pourquoi c'est important : l'empilement des pistes concentre les contraintes et provoque des fissures du dielectrique ainsi qu'une fatigue du conducteur.
- Verification : inspectez les fichiers Gerber de la zone flexible. Les pistes de la couche 2 doivent passer entre celles de la couche 1.
Routage des pistes et integrite du signal
Le routage des signaux a travers la transition entre zone rigide et zone flexible demande des techniques specifiques pour preserver a la fois l'integrite du signal et la tenue mecanique.
La zone de transition
L'interface ou la carte rigide rejoint la queue flexible est une zone fortement contrainte.
- Regle : les pistes doivent traverser la zone de transition perpendiculairement (90 degres) au bord rigide.
- Piege : un routage en biais cree des points de concentration de contraintes qui peuvent dechirer le cuivre lors de la dilatation thermique.
- Mesure de reduction du risque : ajoutez des teardrops sur tous les pads et vias proches de la transition pour renforcer mecaniquement la zone.
Controle d'impedance dans les zones flexibles
Obtenir une impedance controlee dans les couches flexibles est plus difficile que sur les cartes rigides en raison de l'absence de plans de reference pleins, souvent remplaces par des motifs trames pour preserver la flexibilite.
- Plans de reference : utilisez un cuivre maille pour les plans de masse dans les regions flexibles.
- Motif : trame a 45 degres.
- Couverture : densite de cuivre de 50 % a 70 %.
- Impact : ameliore la flexibilite mais augmente l'impedance des pistes.
- Largeur de piste : dans les regions flexibles, les pistes doivent souvent etre plus larges que dans les regions rigides pour atteindre la meme cible d'impedance, par exemple 50 ohms, car le dielectrique y est plus mince que le FR4.
- Verification : utilisez un calculateur d'impedance specifiquement calibre pour les plans de masse trames.
Reduction progressive de largeur
Si un routage haute densite est necessaire dans la section rigide tout en conservant de la flexibilite dans la queue :
- Technique : router avec une largeur standard dans la zone rigide.
- Transition : reduire progressivement la largeur lorsque la piste entre dans la zone flexible, tout en gardant une largeur suffisante pour le courant a transporter.
- Limite : eviter tout changement de largeur exactement sur la ligne d'interface rigide-flex. La transition doit etre faite a au moins 30 mil (0,75 mm) du bord.
Conception des vias et trous metallises (PTH)
Les vias sont des structures rigides. Les placer dans une zone flexible conduit presque toujours a une defaillance.
Regles de placement
- Aucun via en zone de courbure : ne placez jamais de via dans une portion de carte destinee a etre pliee. La metallisation se fissurera.
- Zone d'exclusion : respectez une distance minimale de 20 mil (0,5 mm) depuis l'interface rigide-flex pour tous les vias.
- Metallisation des pads : utilisez le button plating ou des pads de metallisation selective afin d'ancrer le cuivre au polyimide et d'eviter le soulevement du pad lors de la soudure.
HDI et microvias
Pour les conceptions complexes de PCB HDI integrant du rigide-flex :
- Vias empiles : eviter d'empiler des vias directement au-dessus de l'interface flexible.
- Percage laser : le controle de profondeur du laser est critique lorsqu'il s'arrete sur une couche flexible. Les parametres laser adaptes au FR4 different de ceux du polyimide.
- Rapport d'aspect : maintenez un rapport d'aspect inferieur a 0,8:1 pour les microvias afin de garantir une metallisation fiable des trous borgnes reliant les couches rigides au noyau flexible.
Procedes de fabrication et DFM
Le design for manufacturability (DFM) est particulier en rigide-flex a cause des cycles de lamination complexes.
Le "bikini cut" et la position du coverlay
Le coverlay ne s'etend pas sur toute la zone rigide. Il penetre generalement legerement dans cette zone afin d'assurer l'etancheite.
- Recouvrement : le coverlay doit s'etendre de 15 a 30 mil (0,4-0,8 mm) dans la section rigide.
- Jeu : le prepreg de la section rigide ne doit pas s'ecouler dans la zone flexible. Les fabricants utilisent pour cela des prepregs no-flow ou low-flow.
- Reflux de l'adhesif : il faut prevoir l'ecoulement de l'adhesif depuis le coverlay.
- Regle de conception : maintenez les pads et les autres elements a au moins 10 mil (0,25 mm) du bord du coverlay pour eviter que l'adhesif n'empiete sur les plages soudables.
Soulagement des contraintes
Le soulagement des contraintes est obligatoire a l'interface rigide-flex.
- Cordon d'epoxy : un cordon d'epoxy flexible est souvent applique a l'interface pour rigidifier la transition et empecher le circuit flexible de se plier a 90 degres contre le bord rigide.
- Rayons d'angle : les coins internes du contour flexible doivent avoir un rayon minimal de 30 mil (0,75 mm). Les angles vifs a 90 degres concentrent les contraintes et conduisent a des dechirures. Il faut aussi ajouter un tear-stop en cuivre, c'est-a-dire une piste cuivre factice le long du bord du circuit flexible.
Pour approfondir les contraintes de fabrication, consultez nos recommandations DFM.
Finitions de surface et fiabilite
La finition de surface influe a la fois sur la duree de stockage et sur la robustesse mecanique de l'assemblage.
ENIG (nickel chimique or par immersion)
Il s'agit de la finition standard pour les rigides-flex.
- Avantages : surface plane pour les composants a pas fin et excellente aptitude au wire bonding.
- Flexibilite : le nickel est cassant. L'ENIG convient aux sections rigides, mais une flexion excessive des zones revetues dans la partie flexible peut provoquer des microfissures.
- Regle : n'appliquez pas de finition de surface dans la zone de courbure dynamique. Le cuivre doit y rester nu, protege par le coverlay.
ENEPIG
Pour le wire bonding a haute fiabilite, l'ENEPIG (Electroless Nickel Electroless Palladium Immersion Gold) est preferable, mais plus couteux.
HASL
- A eviter : le HASL est generalement deconseille pour les cartes rigides-flex. Le choc thermique eleve du procede peut delaminer les materiaux flexibles, et la surface irreguliere n'est pas adaptee aux assemblages a pas fin.
Pour en savoir plus sur les finitions possibles, consultez notre guide des finitions de surface.
Defis d'assemblage (PCBA)
Les cartes rigides-flex necessitent une manipulation specifique pendant l'assemblage PCBA.
Gestion de l'humidite (etuvage)
Le polyimide est hygroscopique et absorbe rapidement l'humidite de l'air, jusqu'a 3 % de son poids.
- Risque : si cette humidite reste emprisonnee dans le polyimide pendant le refusion (240 C+), elle se transforme en vapeur et provoque une delamination, appelee effet popcorn.
- Procedure : les cartes rigides-flex DOIVENT etre etuvees avant assemblage.
- Cycle type : 120 C pendant 2 a 4 heures immediatement avant la soudure.
Maintien en position
Les queues flexibles rendent la carte souple et difficile a manipuler sur les machines de pick-and-place.
- Solution : utiliser des palettes ou des outillages specifiques pour maintenir la partie flexible bien a plat pendant l'impression et la pose.
- Conseil de conception : prevoir des trous d'outillage dans la zone de rebut du panneau ou dans les sections rigides afin de faciliter la fixation de la carte sur l'outillage.
Facteurs de cout et optimisation
Les PCB rigides-flex sont intrinsequement plus chers que les cartes rigides, souvent de 3 a 5 fois. Une conception optimisee permet toutefois de mieux maitriser ce cout.
- Nombre de couches : reduisez autant que possible le nombre de couches flexibles. Un noyau flexible 2 couches est nettement moins cher qu'un noyau 4 couches.
- Imbrication : la forme de la queue flexible influence le rendement matiere sur le panneau. Les queues courbes ou en L generent plus de perte.
- Optimisation : concevoir des queues droites ou pliables pour permettre une imbrication plus serree sur le panneau de production.
- Raidisseurs : si une partie du flex doit etre rigidifiee uniquement pour supporter des composants et non pour le routage electrique, utilisez un stiffener en FR4 ou en polyimide colle sur la zone flexible au lieu de creer un empilage rigide-flex complet.
Assurance qualite et essais
Pour garantir que la carte reponde aux exigences strictes de l'aeronautique et de la defense ou du secteur medical, des essais specifiques sont necessaires.
- Choc thermique : cycles de temperature entre -55 C et +125 C pour verifier l'integrite des trous metallises, notamment les fissures de fut.
- Essai de pelage : verifie la force de liaison entre le cuivre et le polyimide.
- Endurance en flexion : essai specialise ou la carte est pliee de maniere repetee jusqu'au rayon de conception afin de valider la duree de vie, par exemple 100,000 cycles.
- Essai d'impedance : des coupons TDR sont places sur le panneau pour verifier l'impedance des pistes dans les zones rigides comme dans les zones flexibles.
Checklist recapitulative pour les concepteurs
Avant de soumettre les fichiers Gerber, passez en revue cette checklist finale :
- Empilage : les couches flexibles sont-elles sur l'axe neutre ?
- Rayon de courbure : le rayon est-il >10x l'epaisseur en statique ou >20x en dynamique ?
- Transitions : les pistes croisent-elles l'interface rigide-flex perpendiculairement ?
- Vias : tous les vias sont-ils a au moins 20 mil de la zone de transition ?
- Coverlay : le recouvrement dans la section rigide depasse-t-il bien 15 mil ?
- Pads : les pads dans la zone flexible disposent-ils de tie-downs ou d'anneaux plus larges ?
- Tear stops : des tear stops en cuivre ont-ils ete prevus dans les angles internes ?
La technologie rigide-flex apporte une polyvalence exceptionnelle a l'electronique moderne. En respectant ces regles de conception strictes et en collaborant tot avec le fabricant, vous pourrez obtenir des solutions d'interconnexion compactes, performantes et tres fiables.