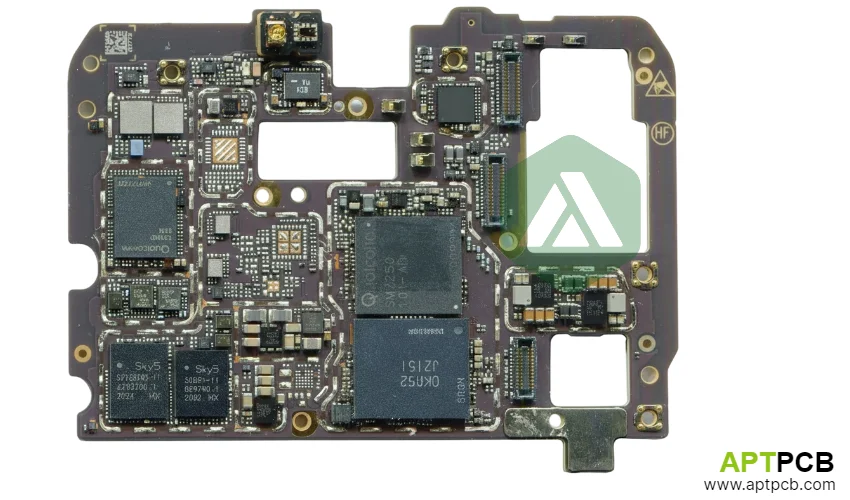
Les smartphones modernes intègrent une puissance de calcul qui dépassait celle des superordinateurs d'il y a vingt ans dans un appareil qui tient dans votre poche. Le PCB au cœur de cette réalisation représente l'une des applications les plus exigeantes de la fabrication électronique — combinant la technologie HDI, la construction flex-rigide, les performances RF et la gestion thermique dans des contraintes d'épaisseur souvent inférieures à 1,0 mm pour la carte logique principale.
Ce guide examine les décisions au niveau du PCB qui déterminent les performances, la fiabilité et la fabricabilité du smartphone : architecture d'empilement pour HDI de toute couche, intégration flex-rigide pour l'optimisation de l'espace, considérations RF pour la 5G et le WiFi, solutions thermiques dans des contraintes d'espace sévères, et les capacités de fabrication requises pour la production à grand volume avec des caractéristiques inférieures à 50 µm.
Dans ce guide
- Architecture d'empilement HDI pour une densité de composants maximale
- Intégration Flex-Rigide : Connexion de plusieurs sections de carte
- Considérations RF et antenne PCB pour 5G et WiFi
- Gestion thermique dans des facteurs de forme ultra-minces
- Exigences de fabrication pour la production de PCB de smartphone
- Normes de qualité et de fiabilité pour les appareils mobiles
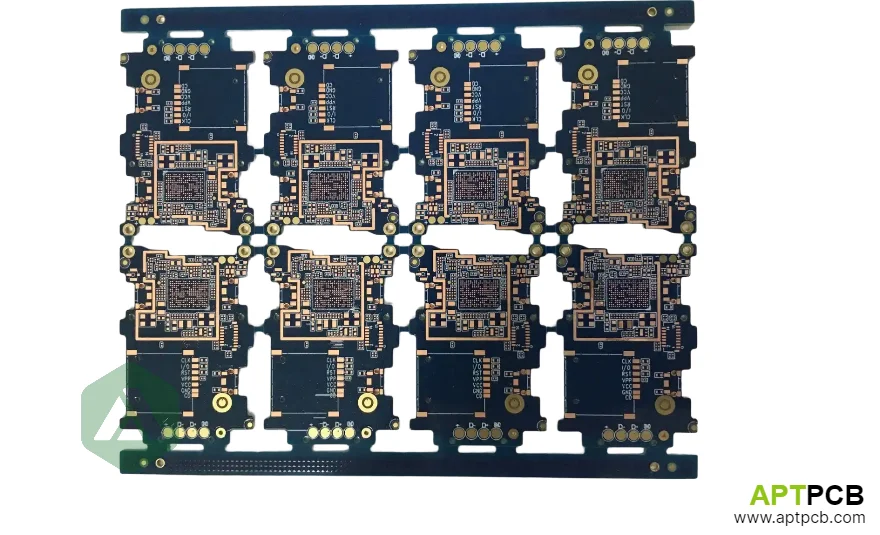
Architecture d'empilement HDI pour une densité de composants maximale
Les cartes logiques principales de smartphone nécessitent des densités de composants dépassant 50 composants par centimètre carré, avec des boîtiers BGA présentant un pas aussi fin que 0,3 mm et des composants passifs de taille 01005 (0,4 mm × 0,2 mm). Atteindre cette densité tout en maintenant l'intégrité du signal et la distribution d'énergie exige la technologie HDI avec des structures de microvias de toute couche qui permettent l'échappement du routage à partir de dispositifs à pas ultra-fin.
Les empilements HDI de toute couche utilisent généralement 8 à 12 couches avec des microvias empilés ou décalés connectant chaque paire de couches. Un smartphone phare typique pourrait utiliser une construction de toute couche à 10 couches : la stratification séquentielle construit chaque paire de couches avec des microvias percés au laser (généralement 75-100 µm de diamètre), remplis et planifiés avant le prochain cycle de construction. Cette approche élimine les contraintes de trous traversants, permettant aux concepteurs de placer des vias partout où cela est nécessaire pour un routage optimal.
Considérations de conception d'empilement
- Sélection du nombre de couches : Les smartphones d'entrée de gamme peuvent utiliser HDI de 6 à 8 couches (structures 1+4+1 ou 2+4+2) ; les appareils phares nécessitent HDI de toute couche de 10 à 12 couches pour la complexité du routage du processeur et de la mémoire.
- Diamètre de microvia : Les vias laser standard de 100 µm suffisent pour les BGA à pas de 0,4 mm ; le pas de 0,3 mm nécessite des vias de 75 µm ou moins avec des réductions correspondantes de la taille des pastilles.
- Épaisseur diélectrique : Les préimprégnés ultra-minces (50-75 µm) entre le signal et les couches de référence maintiennent le contrôle de l'impédance tout en minimisant l'épaisseur totale ; les matériaux de base à 100-200 µm assurent la stabilité structurelle.
- Poids de cuivre : Les couches externes utilisent généralement du cuivre de base de 1/3 oz (12 µm) ou 1/2 oz (18 µm) ; les couches internes peuvent utiliser une feuille plus mince (9 µm) pour permettre des lignes plus fines après le placage.
- Capacité ligne/espace : HDI de toute couche nécessite une ligne/un espace de 30/30 µm ou plus fin pour une sortie BGA dense ; les processus avancés atteignent 25/25 µm ou moins.
- Exigences de remplissage de via : La construction de microvia empilés exige un remplissage complet de via avec une pâte conductrice ou non conductrice, plus une planarisation à ±10 µm de planéité pour un enregistrement fiable couche à couche.
Les concepteurs choisissant la complexité HDI doivent équilibrer les exigences de routage par rapport au coût — HDI de toute couche coûte 3 à 5 fois plus que le multicouche standard et nécessite des délais plus longs en raison de multiples cycles de stratification. Les capacités de fabrication de PCB avancée déterminent directement les tailles de caractéristiques réalisables et les nombres de couches.
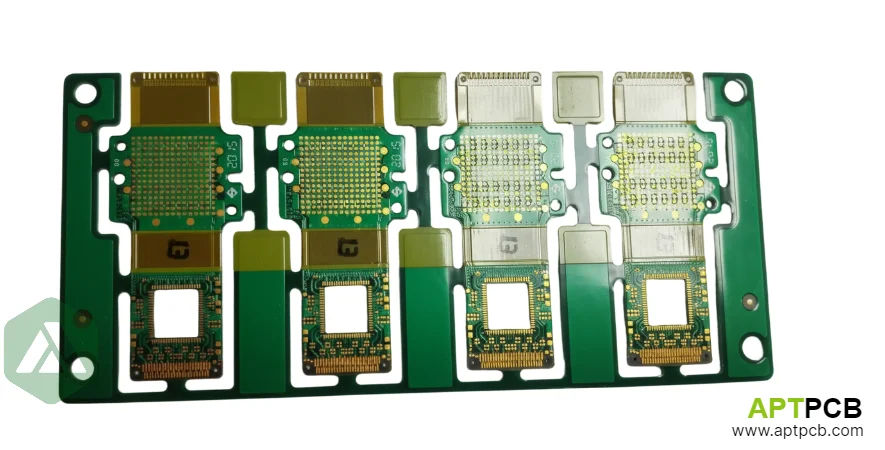
Intégration Flex-Rigide : Connexion de plusieurs sections de carte
Les architectures de smartphone utilisent de plus en plus la construction de PCB flex-rigide pour éliminer les connecteurs, réduire l'épaisseur et permettre un emballage 3D où les sections rigides se plient ou s'empilent dans le boîtier de l'appareil. Une mise en œuvre typique pourrait inclure la carte logique principale, l'interface d'affichage, les modules de caméra et la gestion de la batterie sur des sections rigides séparées connectées par des circuits flexibles en polyimide.
Les sections flexibles remplacent les connecteurs FPC traditionnels, éliminant la hauteur du connecteur (généralement 0,5-1,0 mm), réduisant la complexité de l'assemblage et améliorant la fiabilité en éliminant les points de contact du connecteur. Cependant, la construction flex-rigide ajoute de la complexité de fabrication et des coûts — attendez-vous à une prime de 2 à 3 fois par rapport à des cartes séparées équivalentes avec connecteurs.
Décisions d'architecture Flex-Rigide
- Nombre de couches flexibles : La couche flexible simple suffit pour le routage de signal simple ; les interfaces à haute vitesse (MIPI DSI pour les écrans, CSI pour les caméras) peuvent nécessiter une couche flexible double avec référence de masse.
- Contraintes de rayon de courbure : Les zones flexibles dynamiques (applications de charnière) nécessitent un rayon de courbure minimal de 10 fois l'épaisseur du matériau ; le flexible statique (plié une fois lors de l'assemblage) tolère 6 fois ou plus serré.
- Transition rigide-flexible : La jonction entre les sections rigides et flexibles représente une vulnérabilité de fiabilité ; une conception appropriée inclut l'ancrage du cuivre s'étendant dans les zones rigides et une couverture adhésive contrôlée.
- Sélection du polyimide : Polyimide standard (25 µm ou 50 µm) pour la plupart des applications ; polyimide plus mince (12,5 µm) où une flexibilité ultime est requise ; constructions sans adhésif pour une fiabilité maximale.
- Conception de la couche de couverture : La couche de couverture en polyimide protège les circuits flexibles ; les ouvertures pour le montage des composants nécessitent un anneau annulaire de 150-200 µm autour des pastilles.
- Application de raidisseur : Les raidisseurs FR-4 ou polyimide sur les sections flexibles fournissent un support de montage de composants si nécessaire ; la sélection de l'épaisseur équilibre la rigidité par rapport aux exigences de courbure.
La construction de PCB flex-rigide moderne permet des conceptions de smartphone impossibles avec des connecteurs carte à carte traditionnels. La technologie s'avère essentielle pour les smartphones pliables où la section flexible doit résister à >200 000 cycles de courbure.
Considérations RF et antenne PCB pour 5G et WiFi
Les PCB de smartphone doivent prendre en charge plusieurs systèmes radio simultanés : cellulaire (4G/5G sur plusieurs bandes), WiFi (2,4 GHz, 5 GHz et de plus en plus 6 GHz), Bluetooth, GPS, NFC et potentiellement UWB. Chaque système impose des exigences PCB spécifiques pour l'alimentation de l'antenne, les réseaux d'adaptation et l'isolation des sources de bruit numérique.
La 5G introduit des défis particuliers — les bandes sous-6 GHz étendent les exigences cellulaires existantes, mais les ondes millimétriques (24-39 GHz) exigent des matériaux et des structures PCB fondamentalement différents des conceptions de smartphone traditionnelles. Les réseaux d'antennes à ondes millimétriques s'intègrent directement sur le PCB ou dans des modules antenne-dans-paquet, nécessitant des substrats à faible perte et un contrôle précis de l'impédance à des fréquences où le FR-4 standard présente une perte excessive.
Mise en œuvre de PCB RF
- Approche hybride des matériaux : La carte logique principale utilise du FR-4 haute vitesse standard (Dk ~3,3-3,5, Df <0,008) ; les sections frontales RF peuvent utiliser un époxy modifié ou des matériaux à faible perte (Df <0,004) pour les alimentations d'antenne et les réseaux d'adaptation.
- Substrat à ondes millimétriques : Les modules d'antenne 5G à ondes millimétriques nécessitent des matériaux spécialisés à faible perte — substrats à base de PTFE ou LCP (polymère à cristaux liquides) avec Df <0,002 à 28 GHz.
- Intégration de l'antenne : Les antennes à structuration directe par laser (LDS) sur les boîtiers en plastique se connectent au PCB principal via des contacts à ressort ou flex ; les antennes intégrées au PCB utilisent du cuivre de couche supérieure avec des dégagements de terre spécifiques.
- Exigences de blindage : Les sections RF nécessitent un blindage complet — boîtiers de blindage au niveau de la carte, isolation de terre interne et clôture par via pour empêcher le couplage entre les sections RF et numériques.
- Contrôle de l'impédance : Les traces RF nécessitent une tolérance d'impédance de ±5 % ; ligne microruban de 50 Ω ou guide d'ondes coplanaire mis à la terre selon les contraintes de routage et la fréquence.
- Protection ESD : Toutes les alimentations d'antenne nécessitent une protection ESD ; placement du dispositif de protection à l'interface connecteur/pastille avec une longueur de trace minimale vers l'antenne.
Comprendre les principes de conception de PCB haute fréquence s'avère essentiel pour les performances RF des smartphones. L'interaction entre la disposition du PCB et les performances de l'antenne affecte directement la réception cellulaire, la portée WiFi et la durée de vie de la batterie via les exigences de puissance d'émission.
Gestion thermique dans des facteurs de forme ultra-minces
Les processeurs de smartphone modernes dissipent 5 à 10 W lors des pics de performance, pourtant l'épaisseur typique des smartphones (7 à 9 mm) fournit un volume minimal pour la diffusion de la chaleur. La conception thermique du PCB se concentre sur l'extraction de la chaleur des boîtiers de processeur et sa diffusion sur la surface maximale disponible — généralement, l'assemblage de l'écran et le cadre métallique agissent comme le dissipateur thermique principal.
Le PCB lui-même sert de support de diffusion de chaleur critique. Des vias thermiques directement sous les boîtiers de processeur conduisent la chaleur vers les plans de cuivre internes, qui diffusent la chaleur latéralement vers les points de contact du cadre. Les matériaux d'interface thermique (TIM) comblent les espaces entre le PCB, les diffuseurs en graphite et les composants du boîtier de l'appareil.
Approches de conception thermique
- Réseaux de vias thermiques : Des réseaux denses de vias (pas de 0,3 mm, perçage de 0,2 mm) sous les composants haute puissance assurent une conduction thermique verticale ; les vias remplis et coiffés empêchent l'aspiration de la soudure lors de l'assemblage.
- Optimisation du remplissage de cuivre : Couverture maximale de cuivre sur les couches internes sous et autour des processeurs ; cuivre de 2 oz sur les couches thermiques dédiées là où l'empilement le permet.
- Intégration de feuilles de graphite : Les feuilles de graphite synthétique (25-100 µm d'épaisseur, >1000 W/m·K dans le plan) diffusent la chaleur latéralement ; montées sur la surface arrière du PCB avec des matériaux d'interface thermique.
- Compatibilité avec chambre à vapeur : Certaines conceptions intègrent des chambres à vapeur ; le PCB doit fournir une zone d'interface plate et thermiquement conductrice correspondant à la région de contact de la chambre.
- Sélection de TIM : Les TIM de remplissage d'espace (tampons thermiques ou composés distribués) comblent les espaces PCB-boîtier ; conductivité thermique 1-6 W/m·K selon l'épaisseur de l'espace et les exigences de performance.
- Stratégie de placement des composants : Composants haute puissance répartis sur la zone de la carte plutôt que concentrés ; la simulation thermique guide le placement pour éviter les points chauds.
La conception de PCB de gestion thermique dans les smartphones nécessite une collaboration étroite entre les concepteurs de PCB, les ingénieurs en mécanique et les analystes thermiques. Les contraintes d'espace extrêmes rendent l'optimisation guidée par simulation essentielle — les prototypes physiques seuls ne peuvent pas explorer l'espace de conception efficacement.
Exigences de fabrication pour la production de PCB de smartphone
La fabrication de PCB de smartphone combine les aspects les plus exigeants de la fabrication HDI avec les exigences de qualité de niveau automobile et les attentes de volume de l'électronique grand public. Les installations de production doivent atteindre une résolution de caractéristiques <50 µm de manière cohérente sur des millions d'unités tout en maintenant des rendements supérieurs à 95 % pour les constructions complexes de toute couche.
La complexité du processus pour HDI de toute couche nécessite plusieurs cycles de stratification séquentiels — une carte de 10 couches de toute couche peut nécessiter 4 à 5 cycles de stratification, chacun suivi de perçage, placage et imagerie. Chaque cycle introduit des défis d'enregistrement ; la précision cumulative doit maintenir l'alignement couche à couche à ±25 µm pour la fiabilité BGA à pas fin.
Exigences de capacité de fabrication
- Perçage laser : Lasers UV ou CO2 pour la formation de microvias ; UV préféré pour les vias <75 µm avec précision de profondeur contrôlée ; contrôle de profondeur de via borgne à ±10 µm.
- Imagerie directe : LDI (imagerie directe par laser) requise pour une résolution de ligne fine ; la photolithographie traditionnelle ne peut pas atteindre les caractéristiques 25/25 µm de manière cohérente.
- Processus de remplissage de via : Remplissage de via conducteur ou non conducteur avec planarisation ; planéité de surface ±10 µm pour une construction de couche ultérieure fiable.
- Précision d'enregistrement : La stratification séquentielle nécessite des systèmes d'enregistrement par rayons X ou optiques ; alignement couche à couche ±25 µm ou mieux pour la fiabilité des vias empilés.
- Uniformité du placage : Uniformité de l'épaisseur du placage de cuivre ±10 % sur le panneau ; critique pour le contrôle de l'impédance et la fiabilité du remplissage de via.
- Systèmes d'inspection : AOI avec détection de défauts inférieure à 25 µm ; inspection par rayons X pour la vérification du remplissage de via et de l'alignement de la couche interne.
La production de PCB de smartphone en volume nécessite généralement des capacités de production de masse dépassant 100 000 unités par mois par produit, avec des mesures de rendement et de qualité sous contrôle statistique du processus.
Normes de qualité et de fiabilité pour les appareils mobiles
Les PCB de smartphone sont confrontés à des exigences de fiabilité exigeantes — les appareils doivent survivre à 2-3 ans d'utilisation quotidienne à travers des températures extrêmes (-20°C à +60°C ambiant, avec un fonctionnement du processeur pouvant atteindre 100°C), des chocs mécaniques dus aux chutes et une exposition à l'humidité. Les systèmes de qualité doivent détecter les défauts qui pourraient causer des pannes sur le terrain tout en maintenant le débit de production.
Les principaux fabricants de smartphones imposent des exigences de qualification au-delà des spécifications IPC standard. Les exigences typiques incluent le cyclage thermique (-40°C à +125°C, 1000 cycles minimum), l'essai de chute (1,5 m sur béton), l'exposition à l'humidité (85°C/85% HR, 1000 heures) et l'essai de flexion pour les constructions flex-rigides.
Cadre de qualité et de fiabilité
- Conformité IPC Classe 3 : Les PCB de smartphone nécessitent généralement IPC-6013 Classe 3 pour le flex-rigide, IPC-6012 Classe 3 pour les sections rigides — la classe de fiabilité la plus élevée pour l'électronique commerciale.
- Analyse de microsection : Inspection en coupe transversale des structures de via, du placage de cuivre et de l'enregistrement de couche ; effectuée sur des échantillons de production et à 100 % sur des lots de qualification.
- Test électrique : Test de netlist à 100 % via sonde volante ou montage ; test d'impédance sur traces contrôlées ; test d'isolation haute tension entre l'alimentation et la terre.
- Cyclage thermique : Les tests de qualification incluent un cyclage de -40°C à +125°C ; les lots de production peuvent recevoir un cyclage abrégé comme surveillance continue de la fiabilité.
- HALT/HASS : Test de durée de vie hautement accéléré pendant le développement ; dépistage de stress hautement accéléré pendant la production pour certains programmes critiques.
- Traçabilité : Traçabilité complète des lots, des matières premières aux produits finis ; essentielle pour l'analyse des pannes et la gestion des rappels.
Des systèmes de qualité PCB complets avec des processus documentés, des contrôles statistiques et des programmes d'amélioration continue sont des enjeux de table pour les fournisseurs de PCB de smartphone. Les principaux OEM auditent les installations des fournisseurs de manière approfondie avant la qualification.
Résumé technique
La conception de PCB de smartphone représente l'intersection de plusieurs technologies avancées : HDI pour la densité des composants, flex-rigide pour l'optimisation de l'espace, ingénierie RF pour les performances sans fil et gestion thermique dans des contraintes sévères. Le succès nécessite une expertise dans tous les domaines ainsi que des capacités de fabrication capables d'exécuter des conceptions complexes à des volumes d'électronique grand public.
Les décisions clés pour les projets de PCB de smartphone incluent la complexité de l'empilement (sélection du niveau HDI basée sur les exigences des composants), l'architecture flex-rigide (équilibre des avantages d'intégration par rapport au coût), la sélection des matériaux RF (compromis perte contre coût) et la stratégie thermique (rôle du PCB dans la solution thermique du système).
Pour les équipes développant des smartphones ou d'autres appareils mobiles compacts, la sélection du partenaire PCB s'avère critique — les lacunes de capacité dans le traitement HDI, la fabrication flex-rigide ou les systèmes de qualité peuvent faire dérailler les projets indépendamment de la qualité de la conception. Commencez par la vérification de la capacité de fabrication, puis concevez selon les capacités de processus démontrées plutôt que d'espérer que les fournisseurs puissent s'étendre au-delà de leurs limites prouvées.