APTPCB Technical Whitepaper
Engineering Deep Dive: Physik und Thermodynamik des PCB-Bohrens
Für technische Architekten und Lead-Hardware-Ingenieure reichen Standarddefinitionen von PCB nicht aus. Die folgenden Abschnitte liefern eine präzise technische Einordnung der Materialwissenschaft, Kinematik und elektromagnetischen Folgen des Bohrprozesses, wie er in der APTPCB-Fertigung umgesetzt wird.
1. Die Physik von Signalintegrität und Backdrilling
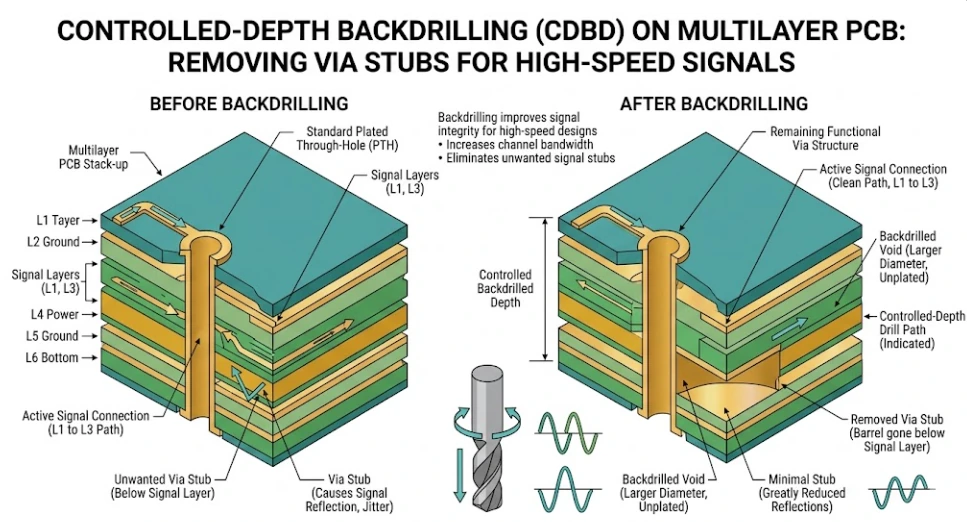
Im digitalen High-Speed-Design ist eine plated through-hole nicht nur eine DC-Verbindung, sondern ein komplexes kapazitives und induktives Netzwerk. Wenn ein Signal von Layer 1 auf eine innere Stripline-Lage in einem dicken Backplane wechselt, wird der verbleibende untere Barrel zu einer nicht terminierten Übertragungsleitung, also einem Via Stub. Dieser Stub verhält sich wie ein Viertelwellen-Resonator und kann eine scharfe Nullstelle im Insertion-Loss-Profil erzeugen. Controlled-Depth-Backdrilling entfernt diese Resonanzstruktur und ist oberhalb von 25G, 56G und 112G häufig zwingend erforderlich.
2. Laser-Microvia-Ablation und Materialinteraktion
CO2-Laser-Thermodynamik: Im Infrarotspektrum (~10,6 μm) überträgt der CO2-Laser thermische Energie auf die Molekülbindungen des Epoxidharzes, was zu rascher Verdampfung führt. Da Kupfer im IR-Spektrum stark reflektiert, wird die Laserenergie am inneren Target Pad zurückgeworfen und verhindert Schäden. Dieser inhärente „Stop-Mechanismus“ macht CO2-Laser extrem schnell und effizient für Standard-HDI mit 1+N+1. Allerdings ist der Spotdurchmesser eines CO2-Lasers durch Beugung begrenzt, sodass Via-Durchmesser unter 0,10 mm schwierig werden.
UV-Laser-Photochemie: UV-Laser im ultravioletten Spektrum (~355 nm) nutzen „Cold Ablation“. Die energiereichen Photonen brechen direkt die Molekülbindungen sowohl des dielektrischen Polymers als auch der Kupferfolie, ohne große thermische Gradienten zu erzeugen. Dadurch kann der UV-Laser direkt durch die äußere Kupferlage schneiden (Direct Laser Drilling, DLD), sodass kein photolithografischer Window-Opening-Schritt nötig ist. Zudem erlaubt die kurze Wellenlänge einen extrem kleinen Fokuspunkt, was makellose 0,075-mm-Microvias (3 mil) mit steilen Seitenwänden ermöglicht – unverzichtbar für 0,35-mm-Pitch-BGA-Fan-out in Any-Layer-ELIC-Konfigurationen.
3. Desmear-Chemie und Plasma-Aktivierung
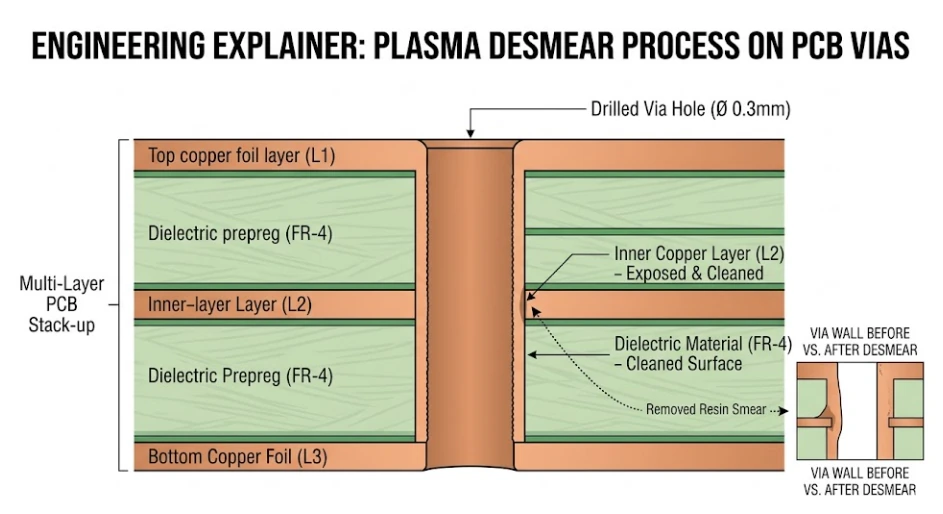
Mechanisches Bohren verschmiert erweichtes Harz über freigelegte Innenlagenkupferflächen, und dieser Schmierfilm muss vor der Metallisierung entfernt werden. Standard-FR-4 reagiert gut auf alkalisches Permanganat, während PTFE und andere RF-Dielektrika eine Plasma-Aktivierung benötigen. Das ist besonders wichtig bei Hochfrequenz-PCB und mmWave-Designs, weil eine schlechte Vorbereitung der Lochwand die Haftung der Plattierung und die Langzeitzuverlässigkeit direkt beeinträchtigt.
PTFE-/Teflon-Laminate: Reines PTFE ist weich und stark anfällig für thermische Ausdehnung. Ist die Spindeldrehzahl (RPM) zu hoch oder die Vorschubrate (Infeed) zu niedrig, verweilt der Bohrer zu lange im Material und erzeugt lokale Hitze. Das PTFE schmilzt, verschmiert das Loch und erstarrt sofort wieder als glatte, chemisch inerte Barriere über den Innenlagen. Um katastrophales Verschmieren zu vermeiden, setzen wir spezielle „Peck Drilling“-Zyklen, reduzierte RPM-Profile und aggressive Spanlasten ein, damit das Material geschnitten und abgeführt wird, bevor sich Wärme aufbauen kann.
4. CAF-Minderung und Bohrer-Optimierung
CAF-Wachstum (Conductive Anodic Filament) ist ein katastrophaler elektrochemischer Ausfallmodus, bei dem Kupferionen entlang der Epoxid-Glas-Grenzfläche von einer Hochspannungs-Anoden-Via zu einer Kathoden-Via wandern und schließlich einen internen Kurzschluss erzeugen. Mit steigender Packungsdichte schrumpft die „Web Thickness“, also der dielektrische Abstand zwischen zwei gebohrten Lochwänden, gefährlich nahe an 0,15 mm heran.
Der Bohrprozess ist der primäre mechanische Auslöser von CAF. Wird ein stumpfer Bohrer durch das Laminat gezwungen, bricht er die Silan-Bindung zwischen Glasfasergewebe und umgebendem Epoxidharz auf. Diese Mikrorisse erzeugen hohle Kapillarwege. Unter feuchten Betriebsbedingungen dringt Feuchtigkeit ein, löst Kupfersalze aus dem Plattierungsprozess und wandert dann unter DC-Bias weiter. APTPCB reduziert CAF mechanisch durch hochfrequente Spindel-Run-Out-Prüfungen (Total Indicator Reading, TIR < 10 μm), aggressive Vorschübe, die die Glasfaserbündel schneiden statt drücken, und den Einsatz hochwertiger CAF-resistenter High-Tg-Laminate mit speziellen Silan-Behandlungen.
5. Herausforderungen der Galvanik in High-Aspect-Ratio-Vias
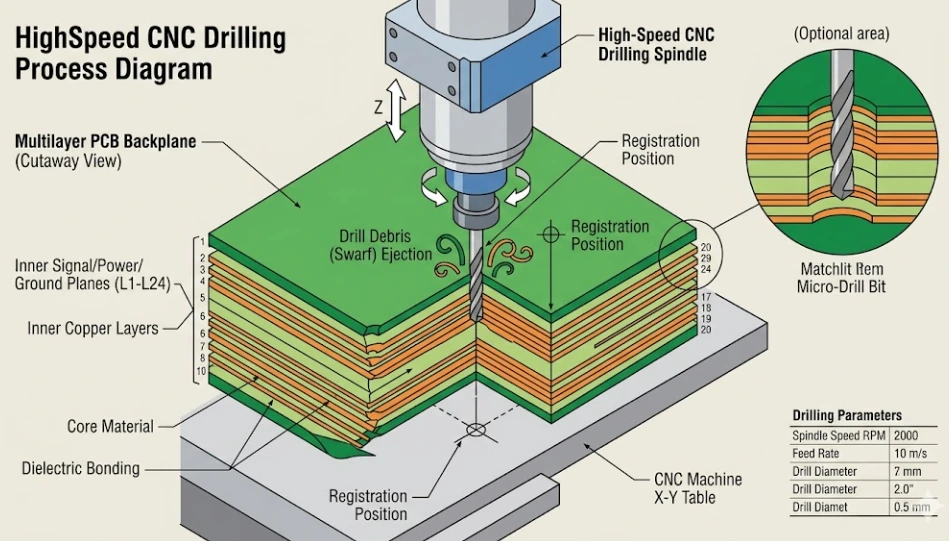
Ein tiefes Loch zu bohren ist nur die halbe technische Herausforderung; die gleichmäßige Kupferabscheidung im Inneren vollendet erst die Interconnect-Struktur. Das Aspect Ratio (AR) ist das Verhältnis von Leiterplattendicke zu gebohrtem Lochdurchmesser. Ein 8,0 mm dickes Backplane mit einem 0,5 mm Loch besitzt ein AR von 16:1.
In einem Standard-DC-Galvanikbad konzentriert sich die elektrische Felddichte stark an den scharfen Kanten des Locheintritts – der sogenannte „Dog-Bone“-Effekt. Folglich wächst Kupfer an der Oberfläche schnell, im Zentrum des tiefen Barrels aber sehr langsam. In einem 15:1-Loch könnte DC-Galvanik 40 μm Kupfer an der Oberfläche abscheiden, jedoch nur 10 μm in der Mitte – zu wenig für IPC Class 3 und damit ein kritischer Schwachpunkt unter dem enormen thermischen Schock des Wellenlötens.
APTPCB überwindet die Grenzen der DC-Physik mit Pulse-Reverse-Electroplating. Die Gleichrichter geben einen Vorwärtspuls zur Kupferabscheidung und unmittelbar danach einen Rückwärtspuls mit hohem Strom zur anodischen Abtragung. Weil das elektrische Feld am Locheintritt am stärksten ist, trägt der Rückwärtspuls überschüssiges Kupfer bevorzugt an den Oberflächenkanten ab, während das tiefe Barrel weitgehend unberührt bleibt. Durch die kontinuierliche Wiederholung dieser Pulse-Reverse-Wellenform über mehrere Stunden „drücken“ wir Kupfer tief in die Via und erreichen hervorragende Throwing Power sowie eine gleichmäßige Kupfer-Barrel-Dicke von 20-25 μm von oben bis unten – selbst in extremen 15:1-Aerospace-Backplanes mit höchsten Zuverlässigkeitsanforderungen.