Was ist der Unterschied zwischen PCB-Depaneling und PCB-Profilierung?
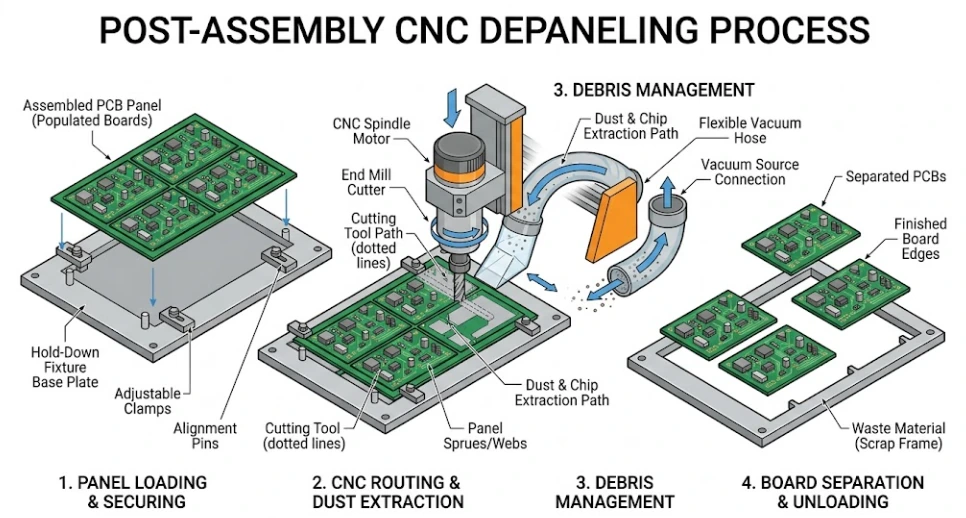
PCB-Profilierung bezeichnet das Ausschneiden der Leiterplattenkontur während der Bare-Board-Fertigung – also die Herstellung des fertigen Außenumfangs aus einem größeren Produktionspanel. PCB-Depaneling bezeichnet speziell das Trennen einzelner Leiterplatten aus einem Nutzen, der als Einheit bestückt und gelötet wurde. Beide nutzen ähnliche Verfahren wie CNC-Routing, V-Score oder Laser, aber Profilierung findet vor der Bestückung statt, Depaneling danach. Im Alltag werden die Begriffe oft gleichgesetzt, im Produktionskontext beschreiben sie jedoch unterschiedliche Prozessschritte mit unterschiedlichen Qualitätsanforderungen – insbesondere benötigt das Depaneling nach der Bestückung spannungsarme Verfahren zum Schutz der Lötstellen.
Welche PCB-Depaneling-Verfahren bieten Sie an?
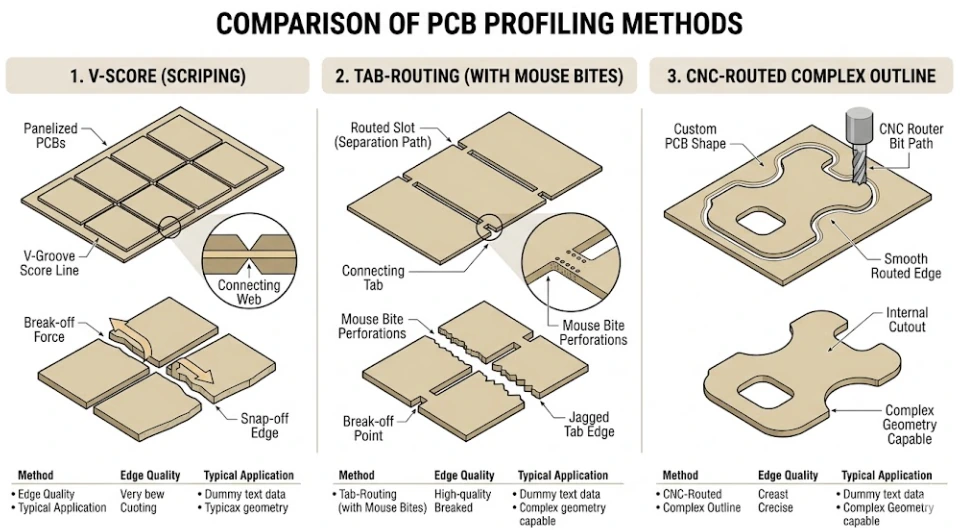
Wir bieten fünf Verfahren zur Leiterplattenvereinzelung an: (1) CNC-Routing – beliebige Form, ±0,1 mm Genauigkeit, für alle Materialien geeignet; (2) V-Score / V-Cut – nur gerade Linien, maximale Nutzenausnutzung, niedrigste Kosten für rechteckige Boards; (3) Stegfräsen mit Mouse-Bite-Perforationen – beliebige Form bei gleichzeitiger Fixierung im Nutzen für SMT; (4) UV-Laser-Depaneling – keine mechanische Belastung, ±0,05 mm Genauigkeit, erforderlich für Flex- und dünne Boards; (5) Stanzen / Schnittwerkzeug – für hochvolumige Flex-PCB-Vereinzelung. Im DFM empfehlen wir das optimale Verfahren anhand von Geometrie, Material, Produktionsvolumen und Bestückungsanforderungen.
Was ist V-Score (V-Cut) bei PCBs und wie funktioniert es?
V-Score – auch V-Cut oder V-Nut genannt – ist ein Trennverfahren, bei dem eine rotierende Klinge von beiden Seiten des PCB-Nutzens entlang der vorgesehenen Trennlinie eine V-förmige Nut einbringt. Die Klinge schneidet nicht komplett durch, sondern lässt einen Reststeg von 0,3–0,5 mm stehen, der die Leiterplatten während der SMT-Bestückung zusammenhält. Nach der Bestückung werden die Boards durch Biegekraft entlang der Scoring-Linie getrennt. V-Score ist für rechteckige Leiterplatten das wirtschaftlichste Verfahren, weil kein Abstand zwischen den Boards nötig ist – im Gegensatz zum CNC-Routing, das eine 1,6–2,4 mm breite Fräsfuge entfernt. V-Score ist auf gerade Trennlinien beschränkt und erfordert ≥0,5 mm Abstand zwischen Nutmitte und Bauteilen.
Was sind Mouse-Bite-Löcher beim Stegfräsen?
Mouse-Bite-Löcher – auch Stamp Holes oder Breakaway-Perforationen genannt – sind Reihen kleiner nichtmetallisierter Durchgangsbohrungen, typischerweise 0,5–0,6 mm im Durchmesser und 0,75–1,0 mm im Pitch, entlang der vorgesehenen Breakaway-Linie in einem steggefrästen PCB-Nutzen. Sie liegen innerhalb eines 2,0–3,0 mm breiten Verbindungsstegs, der die Leiterplatte mit der Rail verbindet. Beim Trennen nach der Bestückung wirken diese Perforationen wie eine Sollbruchlinie – die Leiterplatte bricht mit moderater Kraft entlang der Lochreihe. Mouse-Bite-Stege hinterlassen an jeder Stegposition einen kleinen Noppen, der bei Bedarf nachbearbeitet werden kann. Die Breakaway-Kraft wird über den Lochabstand eingestellt – engere Löcher senken die Kraft, größere Abstände erhöhen sie und steigern die Steifigkeit des Nutzens. Mouse-Bites sind die bevorzugte Lösung für nicht rechteckige Leiterplatten, die dennoch im SMT-Nutzen gehalten werden müssen.
Was bedeutet PCB-Castellation (Kantenmetallisierung)?
PCB-Castellation bezeichnet kupfermetallisierte Halbbohrungen an der Leiterplattenkante, die Lötflächen für die Oberflächenmontage eines Moduls auf einem größeren Motherboard bilden. Der Prozess beginnt mit dem Bohren vollständiger Durchgangsbohrungen entlang der vorgesehenen Kantenlinie, anschließend werden diese galvanisch mit Kupfer metallisiert – im gleichen Prozess wie Standard-PTH-Vias – und schließlich wird beim finalen Profilieren durch die Bohrungsmitte gefräst, sodass die halbkreisförmige metallisierte Wand freiliegt. Die resultierende Castellated-Kante erlaubt das Platzieren des Moduls auf Pads des Motherboards und das Reflow-Löten mit Lötfillet an Wand und Pad. Castellation wird häufig bei Wi-Fi-, Bluetooth-, LoRa-, GPS/GNSS- und Power-Management-Modulen eingesetzt. Mindestdurchmesser der Castellated-Bohrung ist 0,6 mm; typische Produktionsgrößen liegen bei 0,8–1,2 mm.
Wann sollte ich Laser-Depaneling statt CNC-Routing verwenden?
Laser-Depaneling ist in vier Situationen erforderlich oder dringend empfohlen: (1) Flex-PCBs und Rigid-Flex-Boards – der Laser vermeidet Delamination an der Polyimid-Kupfer-Grenze nahe des Rigid-Flex-Übergangs, die durch CNC-Belastung entstehen kann; (2) ultradünne Boards (<0,8 mm) – mechanisches Routing verursacht Vibration und Biegebelastung, die dünne Laminate verziehen oder Lötstellen beschädigen kann; (3) Bauteile in 0,1–0,2 mm Abstand zur Kante – CNC erfordert ≥0,3 mm, Laser erlaubt ≥0,1 mm; (4) bestückte Boards mit MLCCs, feinen BGAs oder QFN-Gehäusen nahe der Breakaway-Linie – die spannungsfreie Trennung des Lasers eliminiert das Mikrorissrisiko, das mechanische Vibration in Keramik verursacht. Laser-Depaneling ist pro Board teurer als CNC-Routing und wird deshalb meist für Designs eingesetzt, bei denen mechanische Verfahren die Anforderungen an Kante, Spannung oder Bauteilabstand nicht erfüllen.
Welchen Goldfinger-Fasenwinkel sollte ich angeben – 20° oder 30°?
Der Standard-Fasenwinkel für die meisten Card-Edge-Steckverbinder ist 20°. 30° sollten Sie verwenden, wenn der Steckplatz besonders eng ist und eine aggressivere Fase nötig ist, um die Karte sauber einzuführen; wenn die Leiterplatte dicker als üblich ist (>1,6 mm) und eine 20°-Fase die Kante nicht ausreichend verjüngt; oder wenn der Steckverbinderhersteller explizit 30° fordert. Für PCIe-, DDR-, M.2-, SODIMM- und PCI-Anwendungen ist 20° der richtige Standardwert. Die Fasentiefe wird üblicherweise auf 30–50 % der Kantenstärke eingestellt – tiefere Fasen benötigen mehr vergoldete Fläche, damit die Fasenfläche vollständig abgedeckt bleibt. Geben Sie Winkel, Tiefenanteil und die betroffenen Leiterplattenkanten in Ihren Fertigungsnotizen an.
Wie klein darf ein Innenausschnitt in einer PCB sein?
Die minimale Innenausschnittbreite für CNC-Routing beträgt 1,0 mm und wird durch den kleinsten praktisch einsetzbaren Fräser begrenzt, der beim Schneiden noch ausreichend stabil ist. Der minimale Innenradius entspricht dem Fräserradius – typischerweise 0,5–0,8 mm bei Standardwerkzeugen. Für engere Innenradien (<0,5 mm) lassen sich überlappende Eintauchfräsungen einsetzen, was jedoch die Routingzeit erhöht und meist auf nichtmetallisierte Ausschnitte beschränkt bleibt. Metallisierte Innenschlitze haben eine Mindestbreite von 0,6 mm und müssen bereits vor dem Routing im Bild- und Metallisierungsprozess definiert werden – nachträgliche Metallisierung ist nicht möglich. Für Innenausschnitte in Rogers-PTFE oder Flex-Substraten kann Laserbearbeitung kleinere Maße von 0,3–0,5 mm erreichen als CNC-Routing.
Wie beeinflussen Fiducial-Marken die Panelisierung und das Depaneling?
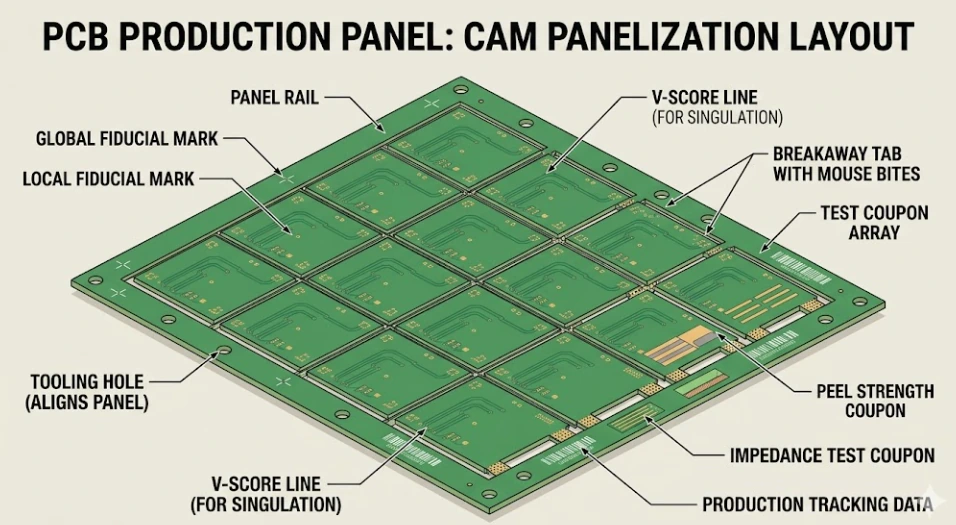
Fiducial-Marken sind Kupferreferenzpunkte, die automatisierte Bestückungs- und Depaneling-Anlagen zur optischen Ausrichtung nutzen. Bei der SMT-Bestückung ermöglichen globale Fiducials an den Rail-Ecken die Kompensation von Positionsversatz oder Rotation des Panels auf dem Förderer. Lokale Fiducials an zwei Ecken jeder einzelnen Leiterplatte erlauben die Feinkorrektur von Board-zu-Board-Abweichungen im Nutzen. Für automatisiertes CNC- oder Laser-Depaneling nach der Bestückung sind lokale Fiducials unerlässlich – ohne sie kann der Depaneling-Router die aufaddierten Positionsabweichungen zwischen Bare-Board-Koordinatensystem und bestücktem Panel nicht korrigieren. Standardspezifikation: 1,0 mm kupferfreigelegter Kreis, 3 mm kupferfreier Keepout, mindestens drei pro Panel und zwei pro Board in diagonal gegenüberliegenden Ecken.
Welche maximale Nutzengröße können Sie verarbeiten?
Unsere Standard-Maximalgröße für Produktionsnutzen beträgt 18 × 24 Zoll (457 × 610 mm). Dieses Format ist die gängigste große PCB-Nutzengröße und optimiert die Ausnutzung auf unseren Routing-, Metallisierungs-, Imaging- und Inspektionsanlagen. Für geringe Stückzahlen oder Prototypen stehen kleinere Spezialformate zur Verfügung, z. B. 12 × 18 Zoll (305 × 457 mm), sowie individuelle Panels bis hinunter zu 50 × 50 mm für spezielle Anwendungen. Wenn Ihr Design größere Panels als 18 × 24 Zoll benötigt – etwa Backplane-Segmente oder große LED-Arrays –, sprechen Sie unser Engineering-Team bitte direkt an.