APTPCB Technisches Whitepaper
Tiefer Einblick: Die Physik und Thermodynamik der fortgeschrittenen PCB-Fertigung
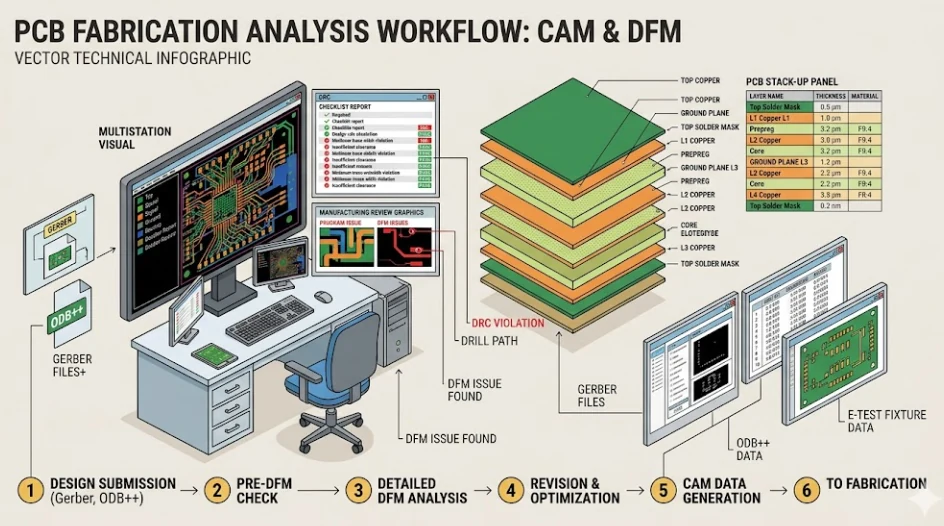
Für technische Architekten und leitende Hardware-Ingenieure sind Standard-PCB-Definitionen unzureichend.Das Verständnis der physikalisch-chemischen Gegebenheiten des Fertigungsbodens ermöglicht es Ingenieuren, Platten zu entwerfen, die die Grenzen der Dichte überschreiten, ohne Einbußen bei der Ausbeute hinnehmen zu müssen.Die folgenden Abschnitte bieten eine detaillierte technische Aufschlüsselung der kritischen Prozesse, die in der APTPCB-Produktionsanlage ausgeführt werden.
1.Grenzen der Photolithographie und LDI Auflösungsdynamik
Die herkömmliche PCB-Bildgebung basiert auf Mylar-Filmmastern und kollimiertem UV-Licht mit breitem Spektrum.Dieser Prozess wird grundsätzlich durch die Filmausdehnung (aufgrund von Temperatur/Feuchtigkeit) und Lichtbeugung (Unterhöhlung des Lacks) begrenzt.Bei APTPCB haben wir dies vollständig durch Laser Direct Imaging (LDI ersetzt.Unsere LDI-Systeme nutzen einen 355-nm-UV-Laser-Polygonscanner.Die Maschine liest die Referenzmarken auf der tatsächlichen Kupferplatte und skaliert das ODB++-Bild vor dem Brennen in Echtzeit digital.Diese dynamische Skalierung kompensiert die nichtlinearen Dimensionsänderungen, die der FR-4-Kern während der vorherigen Ätzschritte erfahren hat.Auf diese Weise erreichen wir zuverlässig Leiterbahn-/Abstandsauflösungen von 3-mil (75μm) und behalten die strenge ±1.0 mil-Registrierung bei, die für die Stapelung von Any-Layer HDI-Durchkontaktierungen erforderlich ist, wodurch das Risiko eines Ringausbruchs in 0.4mm-Abstandszonen BGA vollständig beseitigt wird.
2.Fluiddynamik bei der Verkupferung mit hohem Aspektverhältnis
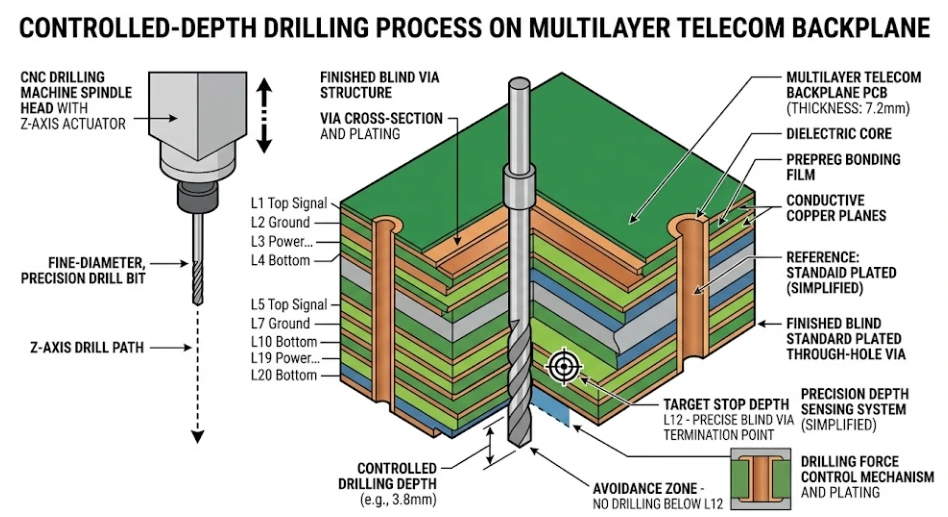
Die gleichmäßige Ablagerung von Kupfer in einem Bohrloch ist der kritischste Faktor für die Zuverlässigkeit von PCB.Das Aspektverhältnis (AR) ist die Plattendicke dividiert durch den Lochdurchmesser.Wenn die Platinendicke zunimmt (z. B. eine 6.0mm Telekommunikations-Backplane) und die Via-Größen schrumpfen (0.3mm), steigt der AR sprunghaft auf 20:1.
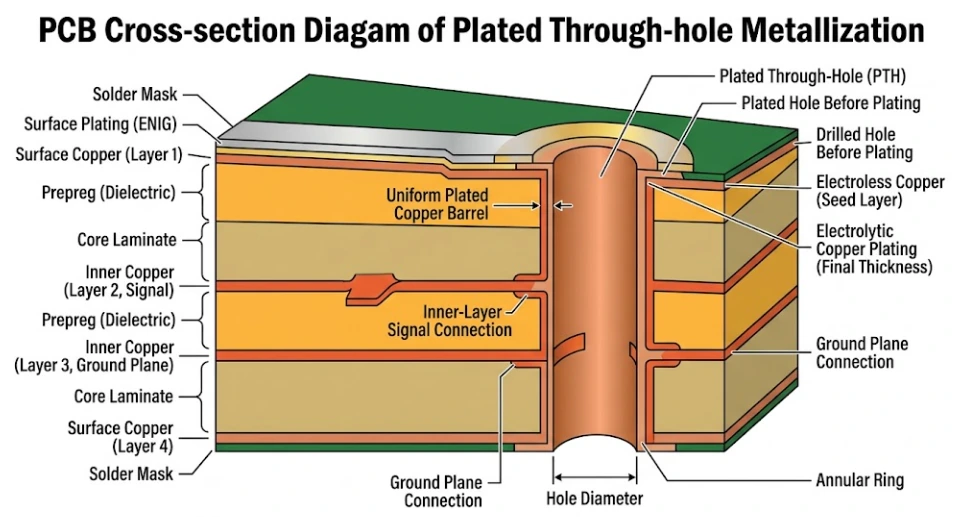
Bei der Standard-Gleichstrom-(DC)-Galvanisierung konzentriert sich die elektrische Felddichte natürlich an den scharfen 90-Grad-Kanten des LochsEingang.Dies führt zu einer massiven Kupferansammlung an der Oberfläche (Dog-Boning), während die Mitte des Via-Zylinders an Kupferionen mangelt.Das Ergebnis ist eine dünne, zerbrechliche Zylinderwand, die während des Thermoschocks des Wellenlötens bricht.
APTPCB mildert dies durch Pulse-Reverse-Galvanik.Unsere Gleichrichter liefern einen Vorwärtsimpuls im Millisekundenbereich (Abscheidung von Kupfer), dem sofort ein Hochstrom-Rückwärtsimpuls folgt (anodisches Abisolieren).Da das elektrische Feld an der Oberfläche am stärksten ist, entfernt der Rückwärtsimpuls das überschüssige Kupfer vom Locheingang, während das Kupfer im tiefen Zylinder intakt bleibt.Indem wir diese Wellenform durchlaufen, drücken wir die Beschichtungschemie tief in die Kapillare und garantieren so eine gleichmäßige 20-25 μm Kupferrohrdicke von oben bis unten, die vollständig den strengen Anforderungen der IPC-6012 Klasse 3 / 3A-Luft- und Raumfahrtnormen entspricht.
3.Harzrheologie und der Laminierungspresszyklus
Beim Laminieren geht es nicht nur darum, Leim zu schmelzen;Es handelt sich um eine komplexe duroplastische Polymerreaktion.Das B-Stufen-Prepreg muss eine flüssige Phase durchlaufen (minimale Schmelzviskosität), um die Lücken zwischen den geätzten Kupferspuren zu füllen, bevor es vollständig zu einem festen C-Stufen-Polymer vernetzt.
Wenn die Wärmeanstiegsrate zu schnell ist, polymerisiert das Harz, bevor die Luft vollständig evakuiert ist, und fängt Mikroblasen ein, die später Conductive Anodic Filament verursachen.(CAF) Kurzschlüsse.Wenn die Rampenrate zu langsam ist, fließt das Harz zu den Rändern der Platte, so dass es in der Mitte an Dielektrikum mangelt (was zu schwerwiegenden Impedanzabfällen führt).APTPCB verwendet vakuumhydraulische Pressen, die mit dynamischer Thermoölheizung ausgestattet sind.Unsere CAM-Ingenieure berechnen die genaue Kupferdichte Ihres spezifischen Designs, um ein individuelles Druck-/Temperaturprofil zu erstellen.Wir halten den Stapel unter tiefem Vakuum (um flüchtige Stoffe zu extrahieren) und steuern das rheologische Strömungsfenster präzise, um eine hohlraumfreie, homogene dielektrische Matrix selbst in Leistungselektronikplatinen mit hohem Kupfergehalt (3oz+ sicherzustellen.
4.Sequential Build-Up (SBU) für Any-Layer HDI
Standard-Mehrschichtplatten durchlaufen einen einzigen Laminierungszyklus.High-Density Interconnect (HDI) Smartphones und AI Beschleuniger erfordern jedoch Sequential Build-Up (SBU).Eine 10-Schicht „Any-Layer ELIC“Platine wird kein einziges Mal gedrückt;es wird Schicht für Schicht aufgebaut.
Der Kern wird hergestellt, gebohrt und plattiert.Anschließend wird eine Schicht aus Dielektrikum und Kupferfolie auf die Außenseite auflaminiert.Ein UV-Laser trägt ein Mikrovia bis zum Kern ab.Dieses Via ist mit Kupfer gefüllt und planarisiert (VIPPO).Dann wird die nächste Schicht hinzugefügt und der Vorgang wiederholt sich.Eine 3+N+3-Struktur erfordert vier verschiedene Laminierungszyklen, vier Bohraufbauten und vier Plattierungsläufe.Dies verlängert die Herstellungszeit exponentiell und setzt den inneren Kern mehreren starken Hitzeexkursionen aus.Aus diesem Grund verwendet APTPCB für alle SBU-Aufbauten strikt hoch belastbare Materialien mit hoher Tg und niedriger Z-Achsen-CTE (wie Isola 370HR oder Megtron 6), um sicherzustellen, dass die grundlegenden Durchkontaktierungen während des letzten Presszyklus nicht reißen.
5.Impedanzmesstechnik und Ätzkompensation
Hardware-Ingenieure entwerfen 50Ω Leiterbahnen auf der Grundlage theoretischer geometrischer Modelle.Die physikalische Realität beim alkalischen Ätzen ist jedoch, dass Spuren keine perfekten Rechtecke sind;Es handelt sich um Trapeze, da das Ätzmittel den Fotolack unterätzt.
Um sicherzustellen, dass Ihre Platine physisch Ihren Polar Si9000-Simulationen entspricht, führt APTPCB eine dynamische Ätzfaktorkompensation durch.Wenn Sie eine 4.0-mil-Spur auf 1oz Kupfer benötigen, bildet unsere CAM-Software eine 4.5-mil-Spur auf dem Fotolack ab.Während sich die Platte durch den Ätzer bewegt, reduziert die Hinterschneidung von 0.5-mils die Spur an ihrer Basis auf genau 4.0 mils.Darüber hinaus berücksichtigen wir die Tatsache, dass der Laminierungsdruck das Prepreg-Harz in die angrenzenden Kupferspalten drückt und so die endgültige Dielektrikumsdicke (H) verändert.Durch die sorgfältige Kontrolle dieser physikalischen Variablen erreichen wir routinemäßig Impedanztoleranzen von ±5 % für die Protokolle PCIe Gen 5 und 112G-Ethernet, validiert durch Time Domain Reflectometry (TDR) vor der Auslieferung.