Advanced Engineering Guide
Die technischen Grundlagen der Multilayer-PCB-Laminierung
Ein Multilayer-Stack-up in Software zu entwerfen bedeutet im Grunde, eine theoretische Karte zu zeichnen. Das physische Verbinden von 24 Lagen aus Glasfaser, Harz und Kupfer zu einem einzigen monolithischen und dimensionsstabilen Block ist jedoch angewandte Thermodynamik und Materialwissenschaft. Bei APTPCB arbeiten wir weltweit mit Hardware-Ingenieuren zusammen, um den Laminierungsprozess nachvollziehbar zu machen und theoretische Designs hochgradig fertigbar umzusetzen. Nachfolgend ein tiefer Einblick in die Engineering-Strategien hinter fortschrittlicher Laminierung.
1. Prepreg-Dynamik und Harzfluss verstehen
Der "Klebstoff", der eine Multilayer-PCB zusammenhaelt, ist Prepreg (vorimraegniertes Glasgewebe). Prepreg besteht aus gewebtem Glasfasergewebe, das mit teilweise ausgehaertetem Epoxidharz (B-Stage) durchtraenkt ist. Waehrend des Laminierzyklus fuehrt Waerme (typisch 170°C bis 220°C, je nach Tg des Materials) dazu, dass dieses B-Stage-Harz fuer kurze Zeit in einen niedrigviskosen fluessigen Zustand uebergeht. Unter hydraulischem Druck fliesst dieses Harz aus und fuellt die geaetzten Zwischenraeume zwischen den Kupferleitern der benachbarten Kernlagen. Mit fortschreitendem Heizzyklus vernetzt sich das Harz und haertet dauerhaft in den C-Stage-Zustand aus.
Die Engineering-Herausforderung: Wenn eine Lage 2 oz Kupfer und nur sparse Routing enthaelt, gibt es ein grosses Volumen an "leerem Raum", das das Harz ausfuellen muss. Wenn das ausgewaehlte Prepreg nicht ueber ausreichend Resin Content (RC%) oder ausreichende Fliesseigenschaften verfuegt, werden diese Luecken nicht vollstaendig gefuellt. Das fuehrt zu "Resin Starvation" - mikroskopischen Lufteinschluessen, die die Durchschlagsfestigkeit beeintraechtigen und waehrend der Montage Delamination verursachen. Unsere CAM-Ingenieure berechnen den Kupferrestanteil jeder einzelnen Lage mathematisch und waehlen bewusst bestimmte Glasgewebestile des Prepregs, etwa harzreiche 1080- oder 106-Gewebe, um vollstaendige, void-freie Einkapselung sicherzustellen.
2. Sequential Lamination fuer HDI (High-Density Interconnect)
Standard-Laminierung mit nur einem Presszyklus ist fuer Leiterplatten ausreichend, die ausschliesslich mechanische Through-Hole-Vias verwenden. Moderne High-Density-Designs wie Smartphones oder AI-Motherboards benoetigen jedoch Blind-, Buried- und Microvias, um Routing-Flaeche zu sparen. Das erfordert Sequential Lamination.
Bei einem 2+N+2-HDI-Aufbau kann die Fabrik nicht einfach alles in einem Schritt pressen. Zuerst wird der innere Kern mit den "N"-Lagen laminiert, mechanisch gebohrt, plattiert und geaetzt. Danach kommen auf beide Seiten weitere Lagen Prepreg und Kupferfolie, das Board wird ein zweites Mal gepresst, anschliessend werden die Microvias per Laser gebohrt, plattiert und geaetzt. Abschliessend wird der Prozess fuer einen dritten Laminationszyklus wiederholt, um die aeussersten Lagen aufzubauen.
Jeder zusaetzliche Presszyklus bedeutet fuer den inneren Kern einen weiteren starken thermischen Schock, wodurch das Material jedes Mal leicht schrumpft. Wir verwenden hochstabile Laminate mit niedriger CTE sowie vorausschauende Skalierungskompensation, damit die im dritten Presszyklus gebohrten Laservias die mikroskopischen Kupfer-Capture-Pads im Inneren der Leiterplatte exakt treffen.
3. Die Komplexitaet hybrider Laminierung (PTFE + FR-4)
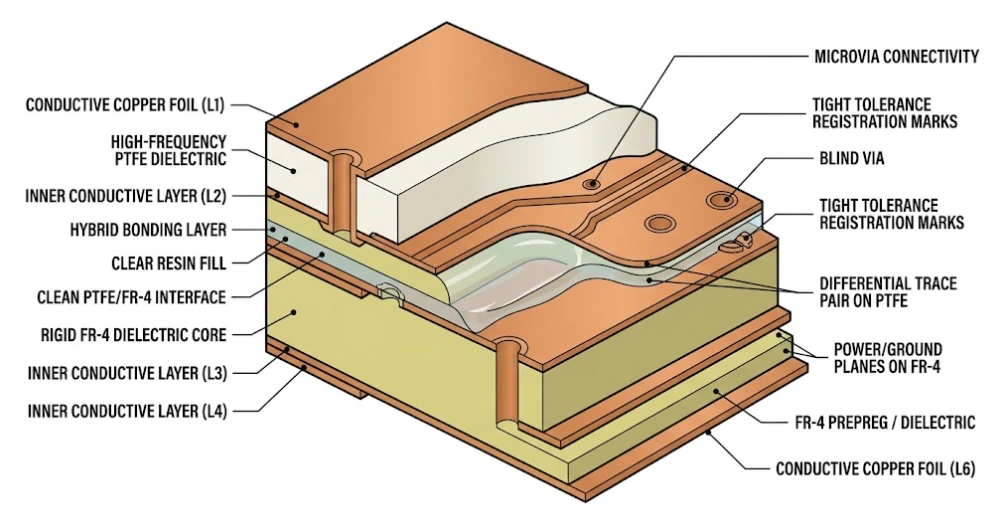
Fuer hochfrequente RF- und Microwave-Anwendungen wie 77-GHz-Automotive-Radar benoetigen Entwickler ultra-lossarme Materialien wie PTFE (Teflon) von Rogers oder Taconic. Eine 12-lagige Leiterplatte vollstaendig aus PTFE aufzubauen, waere jedoch wirtschaftlich kaum tragfaehig. Die Loesung ist Hybrid Lamination, bei der die kritischen aeusseren RF-Lagen PTFE nutzen, waehrend die inneren Struktur-Lagen aus kostenguenstigem FR-4 bestehen.
Die Engineering-Herausforderung: PTFE und FR-4 haben drastisch unterschiedliche Coefficients of Thermal Expansion (CTE) und Schmelztemperaturen. Wenn beide Materialien mit Standard-FR-4-Prepreg zusammen gepresst werden, kann die PTFE-Lage beim Abkuehlen delaminieren oder sich stark verziehen.
Die APTPCB-Loesung: Wir setzen spezielle, verlustarme Bonding-Prepregs auf Thermoset-Basis wie Rogers RO4450F oder Taconic fastRise 27 ein, die chemisch so formuliert sind, dass sie sowohl an PTFE als auch an FR-4 haften. Dazu entwickeln wir hochgradig angepasste thermische Pressprofile mit doppelter Rampe, welche die Haertekurven beider Materialsyste me beruecksichtigen und so eine plane, zuverlaessige Hybrid-Leiterplatte ermoeglichen.
4. Umgang mit Leiterplattenverzug (Bow and Twist)
Eine PCB muss fuer die SMT-Bestueckung aussergewoehnlich plan sein; uebermaessiger Verzug (Bow and Twist) fuehrt dazu, dass die Pick-and-Place-Maschine Bauteile ungenau setzt oder BGA-Loetstellen waehrend des Reflow aufreissen. Warpage wird fast vollstaendig durch asymmetrische Laminations-Stack-ups verursacht.
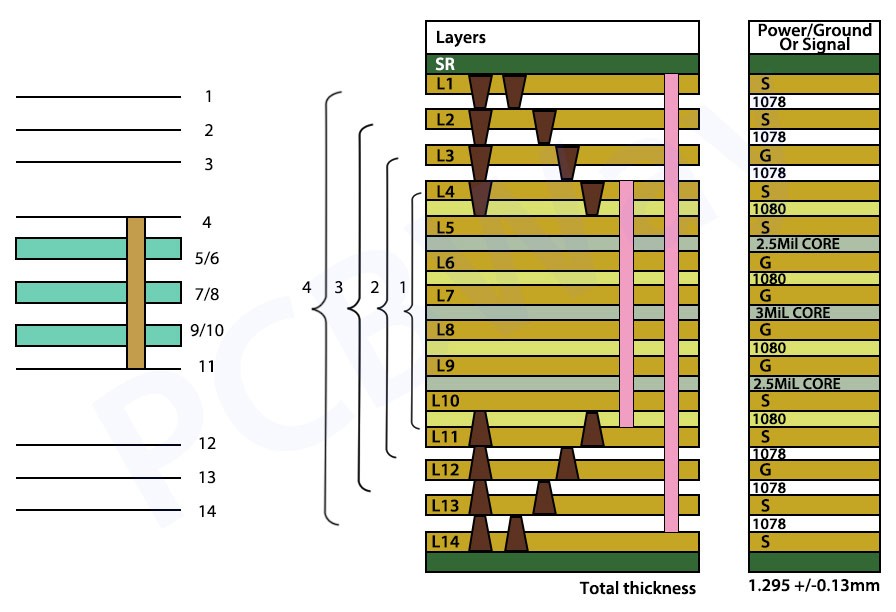
Als physikalische Grundregel muss eine Leiterplatte um ihre Z-Achsen-Mitte symmetrisch aufgebaut sein. Liegt auf Layer 2 eine massive 2-oz-Kupfer-Masseflaeche, waehrend Layer 9 als Spiegelpartner nur sparse 1-oz-Signalleitungen enthaelt, wird sich die Leiterplatte beim Abkuehlen von den 200°C der Laminierpresse wie ein Kartoffelchip verformen, weil Heavy Copper anders schrumpft als das Harz. Unser Engineering-Team erzwingt strenge DFM-Richtlinien und empfiehlt haeufig "Copper Thieving", also zusaetzliche nicht-funktionale Kupferflaechen in duenner bestueckten Bereichen, um die Metalldichte auszugleichen und sicherzustellen, dass Ihre Boards plan bei Ihnen ankommen.