Process Engineering
Prozesskontrolle beim Oberflächenfinish und Umweltkonformität
Chemielinien für Oberflächenfinish verlangen kontinuierliche Überwachung und präzise Kontrolle, um konsistente Abscheidungen über Produktionslose hinweg zu erzielen. Jeder Finish-Typ besitzt seine eigenen kritischen Badparameter, Spülanforderungen und Abwasserbehandlungsprozesse.
Management der Chemiebäder
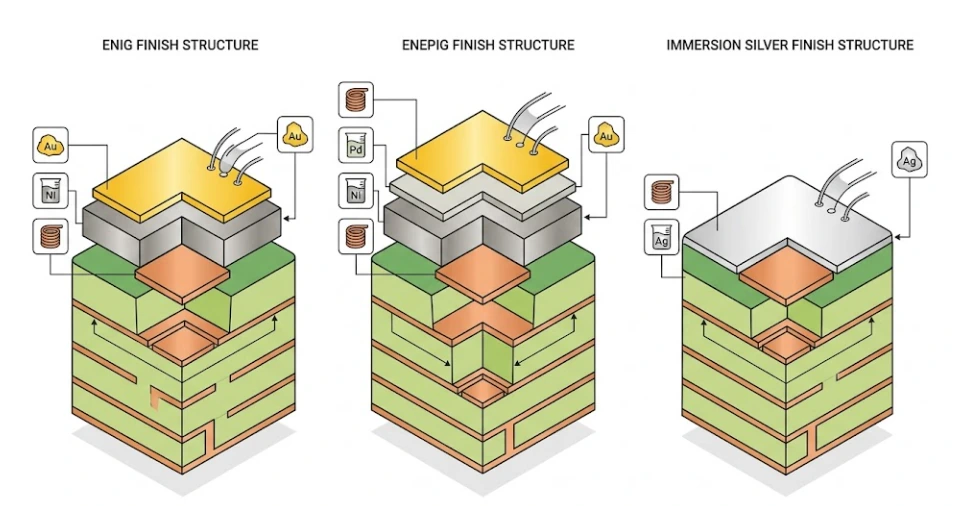
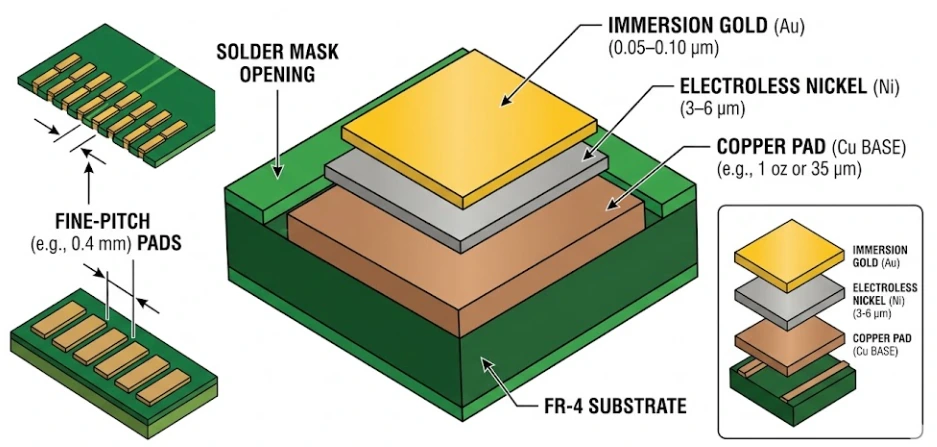
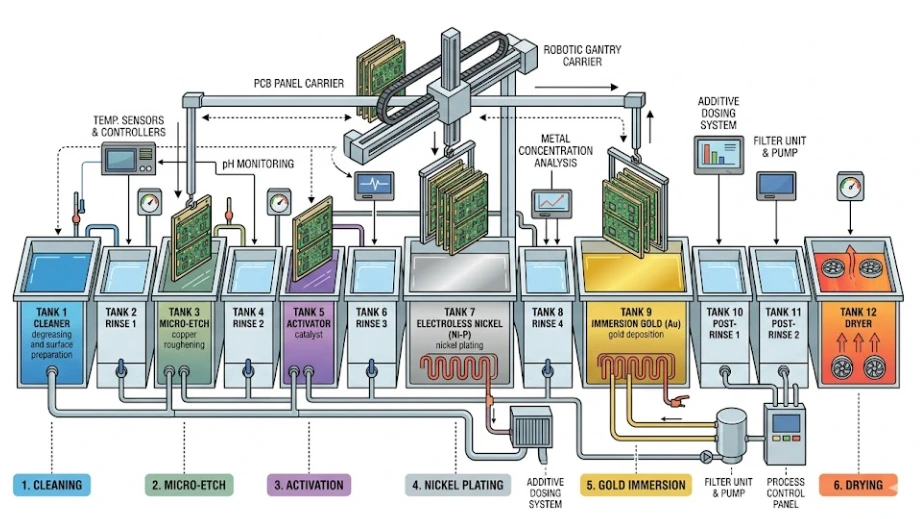
Die chemischen Nickelbäder für ENIG und ENEPIG sind die prozesssensitivste Chemie in unseren Finish-Linien. Badbeladung, also das Verhältnis von bearbeiteter Oberfläche zu Badvolumen, Nickelmetallkonzentration, Reduktionsmittel-Level, pH-Wert, Temperatur und Stabilisatorkonzentration müssen in engen Fenstern gehalten werden, um gleichbleibende Depositionsqualität zu erreichen. Wir nutzen automatische Dosiersysteme mit Echtzeit-Analyseüberwachung, einschließlich Titration des Nickelgehalts, pH-Messung und Temperaturregelkreisen. Das Badalter wird in Metal Turn-Overs verfolgt, und Bäder werden an definierten Grenzwerten ausgetauscht, um eine kumulative Verunreinigung zu vermeiden, die die Depositionsqualität verschlechtert.
Spülwasserqualität und Kontaminationskontrolle
Zwischen den einzelnen Prozessschritten durchlaufen Panels mehrstufige Spülkaskaden, die Chemieverschleppung entfernen und Kreuzkontamination zwischen Prozessbädern verhindern. Leitfähigkeit und pH-Wert des Spülwassers werden überwacht, um wirksame Reinigung sicherzustellen. Die Kontamination eines nachgelagerten Bads durch vorgeschaltete Chemie, etwa Zinnkatalysator-Verschleppung ins Nickelbad, kann Depositionsdefekte verursachen, die oft erst beim Assembly-Ausfall sichtbar werden.
RoHS, REACH und Umweltkonformität
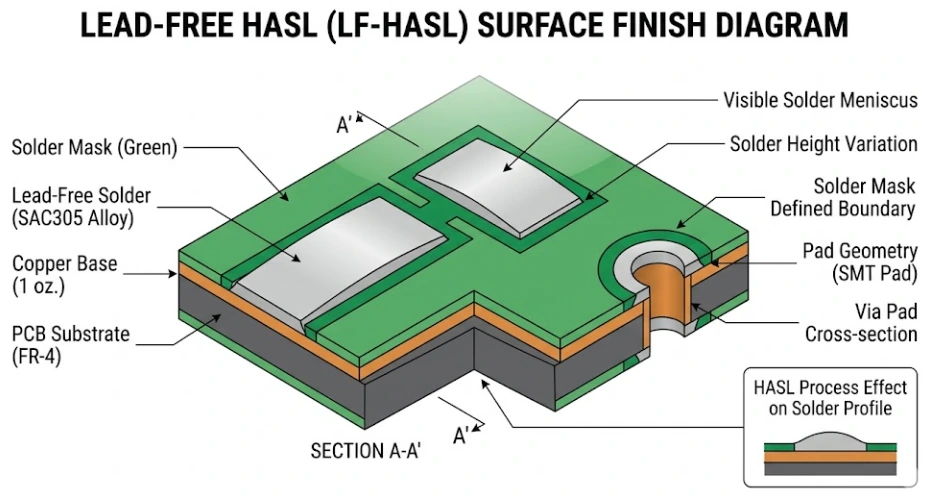
Alle von APTPCB angebotenen Oberflächenfinishs erfüllen die Anforderungen von RoHS und REACH. Bleifreies HASL verwendet Sn-Ag-Cu-Legierung statt des traditionellen Zinn-Blei-Systems. Chromfreie Prozesse werden eingesetzt, wo es anwendbar ist. Abwasserbehandlungssysteme bereiten verbrauchte Chemie und Spülwasser auf, damit die Umweltgrenzwerte vor dem Einleiten eingehalten werden.
Lagerung und Handhabung nach der Finish-Applikation
Fertige Leiterplatten werden mit antistatischen Handschuhen gehandhabt, um Fingerabdruck-Kontamination auf Pad-Oberflächen zu vermeiden. Leiterplatten werden mit Trocknungsmittel und Feuchteindikator-Karten nach IPC/JEDEC J-STD-033 vakuumverpackt, um feuchtigkeitsempfindliche Lagerung und Versand abzusichern. Die Verpackung erfolgt innerhalb kontrollierter Zeitfenster nach dem Finish-Prozess, was insbesondere für OSP und Immersionssilber mit geringerer Expositionstoleranz wichtig ist.