Die Skalierung einer CXL-3.0-Schnittstellen-PCB in die Serienfertigung erfordert einen konsequenten Wechsel von üblichen Fertigungsverfahren hin zu ultrapräziser Produktion. Bei Datenraten von 64 GT/s mit PAM4-Signalisierung bleibt für Fehler bei Impedanzkontrolle, Materialwahl und Bohrtoleranzen praktisch kein Spielraum. Dieser Leitfaden nennt die konkreten numerischen Grenzwerte, Prozesskontrollen und Verifikationsschritte, die für hohe Ausbeute und stabile Signalintegrität in der Volumenfertigung nötig sind.
Schnelle Antwort (30 Sekunden)
- Kritische Regel: Halten Sie die differentielle Impedanz bei 85 Ω ±5%; die übliche Toleranz von ±10% reicht für CXL-3.0-PAM4 nicht aus.
- Materialanforderung: Verwenden Sie Ultra-Low-Loss-Materialien, zum Beispiel Megtron 7/8 oder Tachyon 100G, mit Df < 0,002 bei 10 GHz.
- Wichtige Falle: Via-Stubs mit mehr als 6 mil (0,15 mm) erzeugen kritische Resonanzen; bei dicken Backplanes ist Backdrilling Pflicht.
- Verifikation: Führen Sie 100% TDR-Prüfung auf Coupons und zusätzliche Stichproben an realen Leiterplatten für die Kontrolle der Einfügedämpfung durch.
- Grenzfall: Wenn die Leiterbahnlänge 10 Zoll überschreitet, sollten Sie Kupfer mit geringer Rauheit (HVLP/VLP, Rz < 2 µm) einsetzen, um Skin-Effect-Verluste zu reduzieren.
- DFM-Punkt: Geben Sie eine Backdrill-Tiefentoleranz von ±2 mil an, damit Stubs entfernt werden, ohne aktive innere Signallagen zu beschädigen.
Highlights
- PAM4-Empfindlichkeit: CXL 3.0 verwendet Pulsamplitudenmodulation mit 4 Pegeln und reduziert damit das Signal-Rausch-Verhältnis gegenüber NRZ.
- Stackup-Präzision: Die Registrierung von Lage zu Lage muss innerhalb von 3 mil bleiben, damit keine Impedanzsprünge entstehen.
- Bohrtechnik: Vias mit hohem Aspektverhältnis bis 20:1 verlangen fortschrittliche mechanische Bohr- oder Laserbohrverfahren.
- Oberflächenfinish: ENIG oder ENEPIG sind wegen ihrer Planarität zu bevorzugen; HASL ist wegen der unebenen Oberfläche für Hochfrequenzsignale unzulässig.
- Sauberkeit: Ionische Verunreinigungen müssen streng kontrolliert werden, um elektrochemische Migration in hochdichten Designs zu verhindern.
- Prüfung: Für die Kanalkarakterisierung sind oft VNA-Messungen bis 32 GHz erforderlich.
Inhalt
- Definition und Geltungsbereich (Was es ist, was es nicht ist)
- Regeln und Spezifikationen (Schlüsselparameter und Grenzen)
- Implementierungsschritte (Prozesskontrollpunkte)
- Fehlerbehebung (Fehlermodi und Korrekturen)
- Auswahlhilfe (Designentscheidungen und Abwägungen)
- FAQ (Kosten, Lieferzeit, Materialien, Prüfung, Abnahmekriterien)
- Glossar (Schlüsselbegriffe)
- Angebot anfragen (DFM-Prüfung + Preis)
- Fazit (nächste Schritte)
Definition und Geltungsbereich (Was es ist, was es nicht ist)
Gilt, wenn:
- Server-Motherboards, Beschleunigerkarten oder Speichererweiterungsmodule gefertigt werden, die den Standard Compute Express Link (CXL) 3.0 unterstützen.
- Das Design die physikalische Schicht von PCIe 6.0 mit 64 GT/s nutzt.
- Der PCB-Stackup 12 bis 32+ Lagen umfasst und häufig HDI- oder dicke Backplane-Strukturen erfordert.
- Die Signalintegrität Ultra-Low-Loss-(ULL)-Laminate und enge Impedanztoleranzen verlangt.
- Das Fertigungsvolumen von kleinen Pilotläufen (NPI) bis zur vollen Serienfertigung von Leiterplatten reicht.
Gilt nicht, wenn:
- Für CXL 1.0/1.1 oder PCIe 4.0/5.0 mit 32 GT/s und NRZ ausgelegt wird, wo normale Low-Loss-Materialien noch ausreichen können.
- Die Schnittstellengeschwindigkeit unter 16 GT/s liegt und damit größere Toleranzen wie ±10% Impedanz zulässig sind.
- Normales FR-4 mit Tg 130-150 °C verwendet wird, dessen Verlustfaktor mit Df > 0,015 für diese Frequenzen zu hoch ist.
- Die Leiterplatte nur eine einfache 2- bis 6-lagige Leiterplatte für Unterhaltungselektronik ohne kontrollierte Impedanz ist.
Regeln und Spezifikationen (Schlüsselparameter und Grenzen)
Für CXL-3.0-Konformität in der Serienfertigung ist die strikte Einhaltung physikalischer und elektrischer Parameter erforderlich. Die folgende Tabelle fasst die nicht verhandelbaren Fertigungsregeln zusammen.
| Regel | Empfohlener Wert/Bereich | Warum sie wichtig ist | Wie geprüft wird | Wenn ignoriert |
|---|---|---|---|---|
| Differentielle Impedanz | 85 Ω ± 5% | Die CXL-3.0-/PCIe-6.0-Spezifikation verlangt 85 Ω zur Minimierung der Rückflussdämpfung. | TDR (Time Domain Reflectometry) an Testkupons. | Signalreflexionen verursachen hohe Bitfehlerraten und Fehler beim Link-Training. |
| Materialverlust (Df) | < 0,002 bei 10 GHz | Die Hochfrequenzdämpfung muss für 64 GT/s minimiert werden. | IPC-TM-650 2.5.5.5 oder zertifiziertes Materialdatenblatt. | Zu hohe Einfügedämpfung schließt das Signalauge; der Link erreicht die Zielgeschwindigkeit nicht. |
| Kupferrauheit | Rz < 2,0 µm (HVLP/VLP) | Skin-Effekt bei 16-32 GHz drängt den Strom an die Oberfläche; raues Kupfer erhöht den Verlust. | SEM-Analyse (Rasterelektronenmikroskop) der Folie. | Höhere Einfügedämpfung und Phasenverzerrung. |
| Via-Stub-Länge | < 6 mil (0,15 mm) | Stubs wirken wie Antennen oder Filter und erzeugen Resonanzeinbrüche im Frequenzgang. | Schliffbildanalyse oder Röntgeninspektion. | Resonanzen an der Nyquist-Frequenz zerstören die Signalintegrität. |
| Intra-Pair-Skew | < 5 ps | Differentielle Signale müssen gleichzeitig ankommen, damit die Gleichtaktunterdrückung erhalten bleibt. | VNA-Messung oder Flight-Time-Simulation. | Mode Conversion von differentiell zu common mode und reduzierte Augenbreite. |
| Backdrill-Tiefentoleranz | ± 2 mil (0,05 mm) | Sichert die Entfernung des Stubs, ohne in die aktive innere Lage zu schneiden. | Röntgenprüfung hinterbohrter Löcher. | Entweder bleibt der Stub zu lang oder die aktive Leitung wird unterbrochen. |
| Lagenregistrierung | ± 3 mil | Fehlversatz beeinflusst die Impedanz und kann in dichten BGA-Feldern Kurzschlüsse auslösen. | Röntgenprüfung der Bohrung und Mikroschliffe. | Impedanzsprünge und potenzielle elektrische Kurzschlüsse. |
| Lötsteg der Lötmaske | Mind. 3 mil (0,075 mm) | Verhindert Lötbrücken an feinpitchigen CXL-Steckverbinder-Footprints. | AOI (Automated Optical Inspection). | Lötbrücken bei der Bestückung und Kurzschlüsse. |
| Aspektverhältnis der Galvanik | Max. 20:1 | Stellt ausreichende Kupferdicke im Barrel tiefer Vias sicher. | Querschliffanalyse (Microsection). | Barrel-Risse beim Reflow und intermittierende Unterbrechungen. |
Implementierungsschritte (Prozesskontrollpunkte)
Die Überführung eines CXL-3.0-Designs in die Massenproduktion verlangt klar definierte Prozesskontrollen.
1. Materialauswahl und Verifikation
- Aktion: Wählen Sie Materialien wie Panasonic Megtron 7/8, Isola Tachyon 100G oder gleichwertige Alternativen.
- Prüfung: Verifizieren Sie den verwendeten Prepreg-Glasstil, etwa 1035 oder 1067, damit der Harzanteil Skew durch den Faserwebeeffekt verhindert.
- Abnahme: Dk-Toleranz ±0,05; Df < 0,002.
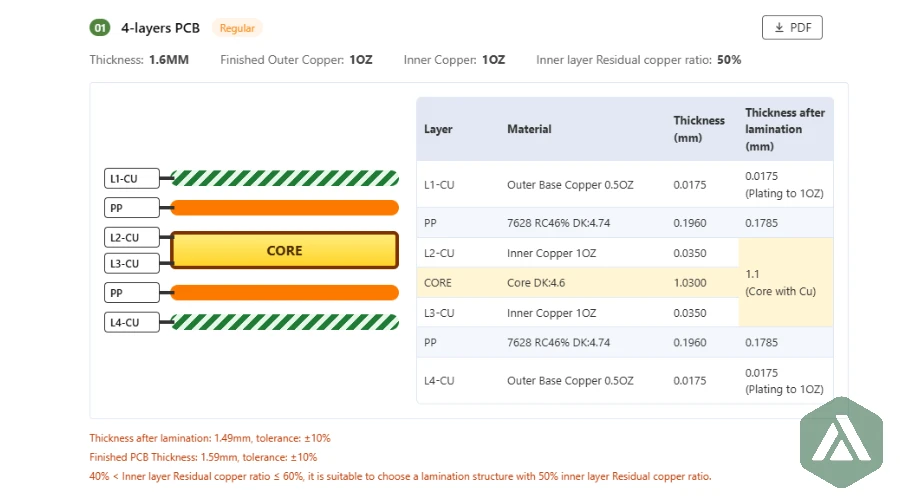
2. Stackup und Impedanzmodellierung
- Aktion: Verwenden Sie einen 2D-/3D-Feldlöser wie Polar SI9000 zur Berechnung der Leiterbahnbreiten.
- Prüfung: Berücksichtigen Sie Harzfluss und Kupferpresstärke. Für CXL 3.0 sind 85-Ω-Leiterbahnen oft etwas breiter als normale 100-Ω-Leiterbahnen.
- Abnahme: Das Simulationsergebnis muss vor Fertigungsstart innerhalb von ±1 Ω zum 85-Ω-Ziel liegen. Siehe dazu unseren Leitfaden PCB-Stackup.
3. Innenlagen-Belichtung und Ätzen
- Aktion: Nutzen Sie Laser Direct Imaging (LDI) für hohe Präzision.
- Prüfung: Ätzkompensationsfaktoren müssen exakt eingestellt sein. Die Toleranz der Leiterbahnbreite sollte auf ±0,5 mil oder besser kontrolliert werden.
- Abnahme: Die AOI-Prüfung darf auf Hochgeschwindigkeitsleitungen keine Einschnürungen oder Ausbuchtungen zeigen.
4. Laminieren und Registrieren
- Aktion: Nutzen Sie Pin-Lam- oder optische Ausrichtungssysteme bei hohen Lagenzahlen ab 20+ Lagen.
- Prüfung: Kontrollieren Sie die Lageausrichtung nach der Laminierung per Röntgen.
- Abnahme: Die Lagenregistrierung muss innerhalb von 3 mil liegen, damit Via-Pads die Ziellagen zentral treffen.
5. Bohren und Backdrilling
- Aktion: Bohren Sie Durchkontaktierungen und führen Sie anschließend kontrolliertes Backdrilling zur Stub-Entfernung durch.
- Prüfung: Überwachen Sie das Werkzeugleben der Bohrer, um raue Lochwände zu vermeiden.
- Abnahme: Die Backdrill-Tiefe muss innerhalb von ±2 mil zur Ziellage liegen.
6. Galvanik und Oberflächenfinish
- Aktion: Verwenden Sie eine galvanische Kupferabscheidung mit hoher Throwing Power, damit Barrel bei hohem Aspektverhältnis intakt bleiben.
- Prüfung: Messen Sie die Kupferdicke in der Mitte des Via-Barrels, mindestens 0,8 mil bzw. 20 µm.
- Abnahme: Das Oberflächenfinish ENIG oder ENEPIG muss für die hochdichte Steckverbinderbestückung plan sein.
7. Elektrische Prüfung (TDR und VNA)
- Aktion: Führen Sie 100% Netlist-Test sowie TDR-Impedanztest auf Coupons durch.
- Prüfung: Für CXL 3.0 misst eine VNA-Stichprobe, zum Beispiel SET2DIL, den Einfügedämpfungsverlust pro Zoll.
- Abnahme: Impedanz 85 Ω ±5%; Verlust innerhalb des Budgets, zum Beispiel -0,9 dB/Zoll bei 16 GHz.
Fehlerbehebung (Fehlermodi und Korrekturen)
Bei der Bestückung von CXL-3.0-Schnittstellen-PCBs zeigen sich Ausfälle oft eher als Signalintegritätsprobleme und nicht als einfache Unterbrechungen oder Kurzschlüsse.
Symptom 1: Hohe Bitfehlerrate (BER) oder instabiler Link
- Wahrscheinliche Ursache: Zu lange Via-Stubs erzeugen Resonanz.
- Prüfung: Röntgen Sie die hinterbohrten Vias. Ist der verbleibende Stub länger als 6 mil?
- Korrektur: Passen Sie die Backdrill-Tiefeneinstellungen an.
- Vorbeugung: Kennzeichnen Sie Sperrlagen für das Hinterbohren klar in den ODB++-Daten und erhöhen Sie die Backdrill-Freistellung.
Symptom 2: Impedanz dauerhaft zu niedrig, z. B. 78 Ω statt 85 Ω
- Wahrscheinliche Ursache: Die Leiterbahn ist zu breit oder das Dielektrikum dünner als berechnet.
- Prüfung: Erstellen Sie einen Querschliff. Messen Sie die reale Leiterbahnbreite oben und unten sowie die Dielektrikumshöhe.
- Korrektur: Passen Sie die Ätzkompensation für die nächste Charge an.
- Vorbeugung: Führen Sie vor dem vollständigen Serienlos einen Mikroschliff am Erstmuster durch.
Symptom 3: Vertikales Schließen des Augendiagramms
- Wahrscheinliche Ursache: Hohe Einfügedämpfung durch Material oder Kupferrauheit.
- Prüfung: Verifizieren Sie die Materialcharge, also ob es wirklich Megtron 7 ist. Kontrollieren Sie außerdem die Rauheit der Kupferfolie, also ob HVLP verwendet wurde.
- Korrektur: Wechseln Sie auf glattere Kupferfolie oder ein verlustärmeres Material.
- Vorbeugung: Fordern Sie mit jeder Lieferung Materialzertifikate (CoC).
Symptom 4: Skew-induzierter Jitter
- Wahrscheinliche Ursache: Faserwebeeffekt, bei dem Glasbündel parallel zu Leiterbahnen verlaufen.
- Prüfung: Prüfen Sie den verwendeten Glasstil, etwa 106, 1080 oder 1035.
- Korrektur: Drehen Sie das Design um 10 Grad mit Zickzack-Routing oder verwenden Sie Spread-Glass-Stile.
- Vorbeugung: Geben Sie Spread-Glass-FR4 oder gleichwertige hochwertige Glasstile in den Fertigungsnotizen an.
Symptom 5: BGA-Pad-Cratering oder abgehobene Pads
- Wahrscheinliche Ursache: Sprödes Laminatmaterial in Kombination mit mechanischer Belastung.
- Prüfung: Prüfen Sie Tg und CTE (Coefficient of Thermal Expansion) des Materials.
- Korrektur: Verwenden Sie Materialien mit geringerem Z-Achsen-CTE oder erhöhen Sie die Zähigkeit des Harzes.
- Vorbeugung: Optimieren Sie das Reflow-Profil für BGA/QFN Fine Pitch, um thermischen Schock zu reduzieren.
Auswahlhilfe (Designentscheidungen und Abwägungen)
Richtige Entscheidungen in der frühen Designphase sparen Kosten und verbessern die Ausbeute bei der Serienfertigung von Leiterplatten.
Wenn die Leiterbahnlänge unter 5 Zoll liegt:
- Wählen: Materialien mit mittlerem Verlust, etwa Megtron 6 oder IT-968, können genügen, wenn das Verlustbudget es zulässt.
- Abwägung: Spart Materialkosten, reduziert aber die Reserve.
Wenn die Leiterbahnlänge über 10 Zoll liegt:
- Wählen: Ultra-Low-Loss-Materialien wie Megtron 7/8 oder Tachyon 100G plus HVLP-Kupfer.
- Abwägung: Höhere Materialkosten, aber für CXL-3.0-Konformität erforderlich.
Wenn die Lagenzahl über 20 liegt:
- Wählen: High-Tg-Materialien über 180 °C und Low-CTE-Materialien.
- Abwägung: Verhindert Barrel-Risse und Pad-Cratering über mehrere Reflow-Zyklen.
Wenn die Routing-Dichte extrem ist, etwa 0,4-mm-Pitch-BGA:
- Wählen: HDI-PCB mit gestapelten Microvias.
- Abwägung: Teurer als eine durchkontaktierte Lösung, verbessert aber die Signalintegrität, weil Stubs auf natürliche Weise reduziert werden.
Wenn Press-Fit-Steckverbinder verwendet werden:
- Wählen: Engere Lochtoleranzen von +0,05/-0,05 mm und, falls gefordert, Hartgold- oder chemisch Zinn-Finish.
- Abwägung: Erfordert sehr präzises Bohrwerkzeugmanagement.
Wenn das Budget eng ist, die Leistung aber kritisch bleibt:
- Wählen: Hybrid-Stackup mit ULL-Material für Hochgeschwindigkeitslagen und Standard-FR4 für Power-, Ground- und Low-Speed-Lagen.
- Abwägung: Komplexerer Laminationszyklus und Verzugrisiko durch CTE-Mismatch.
FAQ (Kosten, Lieferzeit, Materialien, Prüfung, Abnahmekriterien)
F: Wie stark erhöht Backdrilling die Kosten von CXL-3.0-PCBs? A: Backdrilling erhöht die Kosten der blanken Leiterplatte typischerweise um 10-20%. Dafür sind ein separates NC-Bohrprogramm, spezialisierte Tiefenkontrollmaschinen und zusätzliche Röntgenprüfungen erforderlich.
F: Wie lang ist die typische Lieferzeit für Ultra-Low-Loss-Materialien? A: Materialien wie Megtron 7 oder Tachyon haben oft 2-4 Wochen Lieferzeit, wenn sie nicht lagernd sind. Bei Bedarf an Schnellfertigungs-PCB sollte die Materialverfügbarkeit sofort geprüft werden.
F: Ist 100% VNA-Prüfung in der Serienfertigung erforderlich? A: Nein. 100% VNA-Prüfung ist zu langsam und zu teuer. Üblicherweise wird 100% TDR-Impedanzprüfung durchgeführt, während die VNA-Kontrolle der Einfügedämpfung statistisch über Stichproben erfolgt, etwa ein Panel pro Los.
F: Können wir Standard-FR4 für CXL-3.0-Designs verwenden? A: Nein. Standard-FR4 hat ungefähr Df 0,020 und verursacht enorme Signalverluste bei 16 GHz, also Nyquist für 32 GT/s, sowie bei 32 GHz, also Nyquist für 64 GT/s. Sie müssen Materialien mit Df < 0,005 einsetzen.
F: Welche minimale Leiterbahnbreite ist für 85 Ω erforderlich? A: Das hängt vom Lagenaufbau ab, liegt bei Stripline aber typischerweise bei 4-5 mil bzw. 0,10-0,127 mm. Schmalere Leiterbahnen erhöhen Verluste durch den Skineffekt; breitere Leiterbahnen verlangen dickere Dielektrika.
F: Wie gehen Sie in der Fertigung mit dem Faserwebeeffekt um? A: Wir verwenden gespreiztes Glasgewebe oder führen Leiterbahnen in einem kleinen Winkel, etwa 10°, relativ zum Gewebe. Dadurch werden Dk-Schwankungen gemittelt.
F: Welches Oberflächenfinish ist für CXL 3.0 am besten geeignet? A: ENIG (Electroless Nickel Immersion Gold) oder ENEPIG. Beide liefern eine plane Oberfläche für Fine-Pitch-Bauteile und verursachen keine nennenswerte Zusatzdämpfung wie HASL.
F: Was sind die Abnahmekriterien für Impedanz in der Serienfertigung? A: IPC Class 2 oder 3 verwendet oft standardmäßig ±10%, doch für CXL 3.0 müssen Sie ±5% explizit in Fertigungsnotizen und der Masterzeichnung festschreiben.
Glossar (Schlüsselbegriffe)
| Begriff | Bedeutung | Warum es in der Praxis wichtig ist |
|---|---|---|
| PAM4 | Pulse Amplitude Modulation mit 4 Pegeln. | Kodiert 2 Bit pro UI und verlangt höheres SNR sowie bessere Linearität als NRZ. |
| UI (Unit Interval) | Zeitdauer eines Bits oder Symbols. | Bei 64 GT/s ist das UI mit etwa 15,6 ps extrem kurz, wodurch kaum Jitter-Marge bleibt. |
| Insertion Loss (IL) | Verlust an Signalleistung entlang der Leiterbahn. | Hauptbegrenzung der Leiterbahnlänge; das Budget muss sorgfältig geplant werden, etwa -30 dB für den GesamtkanaI. |
| Return Loss (RL) | Zum Sender zurückreflektierte Signalleistung. | Entsteht durch Impedanzfehlanpassung und verschlechtert das Signalauge. |
| Backdrilling | Entfernen des ungenutzten Abschnitts einer metallisierten Durchgangsbohrung, also des Stubs. | Für CXL 3.0 unverzichtbar, wenn durchkontaktierte Bohrungen sonst zu lange Resonanzstummel hinterlassen würden. |
Fazit
Die Serienfertigung einer CXL-3.0-Schnittstellen-PCB gelingt am sichersten, wenn Spezifikationen und Verifikationsplan früh definiert und anschließend durch DFM sowie Testabdeckung bestätigt werden. Nutzen Sie die oben genannten Regeln, Checkpoints und Fehlermuster, um Iterationsschleifen zu verkürzen und die Ausbeute bei steigenden Stückzahlen zu schützen. Wenn eine Randbedingung unklar bleibt, validieren Sie sie mit einem kleinen Pilotlauf, bevor Sie die Serienfreigabe festschreiben.