Inhalt
- Der Kontext: Was Flex-PCB-Herstellung schwierig macht
- Die Kerntechnologien (Was in der Praxis wirklich funktioniert)
- Systemperspektive: Verwandte Boards / Schnittstellen / Fertigungsschritte
- Vergleich: Typische Optionen und ihre Vor- und Nachteile
- Zuverlässigkeits- und Leistungssäulen (Signal / Leistung / Thermik / Prozesskontrolle)
- Ausblick: Wohin sich das Feld entwickelt (Materialien, Integration, KI/Automatisierung)
- Angebot / DFM-Review für Flex-PCB-Hersteller anfragen (Welche Daten nötig sind)
- Fazit
Für APTPCB (APTPCB PCB Factory) ist eine "gute" Flex-Leiterplatte mehr als reine elektrische Durchgängigkeit. Sie ist das Ergebnis eines Gleichgewichts aus mechanischer Dauerfestigkeit - also Millionen Biegezyklen - und stabilem Fertigungsertrag. Hochwertige Herstellung stellt sicher, dass Coverlay-Öffnungen exakt zu Pads ausgerichtet sind und die Impedanz trotz sehr dünner Dielektrika konstant bleibt.
Kernaussagen
- Materialwissenschaft: Der entscheidende Unterschied zwischen klebstoffbasierten und klebstofffreien Laminaten für Signalintegrität und Flexibilität.
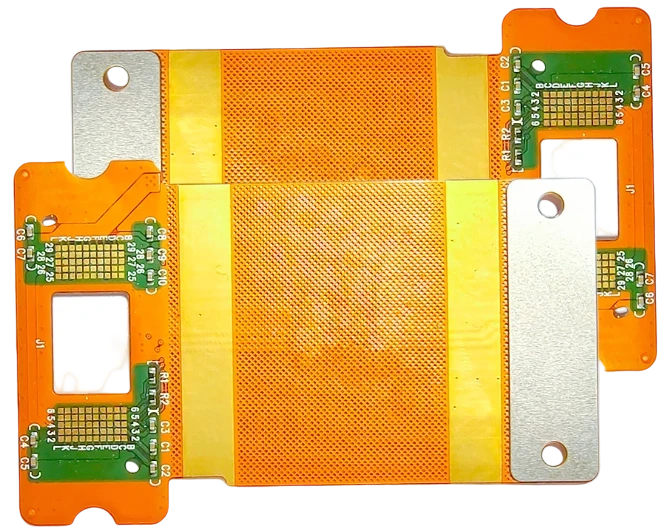
- Mechanische Verstärkung: Wie FR4-, Polyimid- oder Stahlversteifungen korrekt eingebracht werden, ohne Spannungsspitzen zu erzeugen.
- Prozesskontrolle: Umgang mit der Maßinstabilität von Polyimid in Nassprozessen und bei Hochtemperatur-Lamination.
- Dynamisch vs. statisch: Anpassung der Kupferkornstruktur (RA vs. ED) an das tatsächliche Bewegungsprofil der Anwendung.
Der Kontext: Was Flex-PCB-Herstellung schwierig macht
Flexible Printed Circuits (FPCs) bringen Variablen ins Spiel, die es bei starren PCBs nicht gibt. Die zentrale Herausforderung ist das Material selbst. Polyimid (PI) ist hygroskopisch und deutlich weniger maßstabil als FR4. Beim Ätzen, Galvanisieren und Laminieren dehnt es sich aus und zieht sich wieder zusammen. Der Hersteller muss diese Bewegung vorhersagen und Kompensationsfaktoren ins Artwork einrechnen. Sonst treffen Vias Pads nicht mehr sauber, und Coverlay-Ausschnitte verschieben sich.
Zusätzlich erfordert das Handling von Materialien mit nur 12 µm oder 25 µm spezielle Transportsysteme. Standard-Fördertechnik aus der Starrleiterplattenfertigung kann dünne Flex-Folien einreißen oder verknittern. Deshalb werden Leader-Boards oder spezialisierte Rahmen eingesetzt, um das Material sicher durch chemische Prozessbäder zu führen.
Kostendruck steht dabei oft im direkten Konflikt mit Zuverlässigkeit. Günstigere klebstoffbasierte Laminataufbauten wirken auf den ersten Blick attraktiv, doch die Klebstoffschicht kann beim Reflow erweichen. Das führt zu Problemen wie Ringabrissen oder unerwünschter Z-Achsen-Ausdehnung. Diese Zielkonflikte sauber zu verstehen, ist der erste Schritt für eine belastbare Materialauswahl.
Die Kerntechnologien (Was in der Praxis wirklich funktioniert)
Damit ein flexibler Schaltungsträger zuverlässig funktioniert, braucht der Hersteller mehrere Kerntechnologien, die sich klar von klassischer Starrleiterplattenfertigung unterscheiden.
Klebstofffreie FCCL-Materialien (Adhesiveless Copper Clad Laminates): In High-Reliability-Anwendungen werden heute bevorzugt klebstofffreie Materialien eingesetzt, bei denen das Kupfer direkt auf das Polyimid aufgebracht wird. Dadurch entfällt die Acryl-Klebstoffschicht, was den Aufbau dünner macht und die thermische Performance verbessert. Für kontrollierte Impedanz ist das besonders wichtig, weil die Dielektrizitätskonstante homogener bleibt.
- Mehr dazu unter Flex-PCB-Fähigkeiten.
Coverlay-Lamination: Statt flüssiger Lötstoppmaske wird bei Flex-PCBs Coverlay verwendet - eine Polyimid-Folie mit Klebeschicht. Diese wird nicht gedruckt, sondern als feste Folie vorgebohrt oder gelasert und anschließend zum Kupfermuster registriert. Der Laminationsprozess verlangt präzise Druck- und Temperaturprofile: genug Fluss für saubere Einkapselung der Leiterbahnen, aber nicht so viel, dass Kleber auf Pads ausblutet.
Laser Direct Imaging (LDI) und Laserschneiden: Mechanisches Routen erzeugt Spannungen und kann auf weichem Polyimid Grat hinterlassen. Fortschrittliche Hersteller nutzen UV-Laser für Konturprofilierung und Microvias. Laserschnitte liefern spannungsarme Kanten, was in dynamischen Flex-Anwendungen entscheidend ist, weil Mikrorisse an Kanten sonst bis in Leiterbahnbrüche fortschreiten können.
Selektivbeschichtung: Flex-Boards benötigen je nach Einsatz Soft-Gold oder ENIG (Electroless Nickel Immersion Gold), z. B. für Wire Bonding oder Korrosionsschutz. Eine Vollflächenbeschichtung kann das Kupfer jedoch verspröden. Daher kommen Button Plating oder selektive Maskierung zum Einsatz, damit dynamische Biegezonen duktil bleiben, während Kontaktfinger gezielt gehärtet werden.
- Weitere Details unter PCB-Materialoptionen.
Systemperspektive: Verwandte Boards / Schnittstellen / Fertigungsschritte
Eine Flex-PCB steht selten für sich allein. Meist ist sie Teil einer größeren elektromechanischen Baugruppe.
Rigid-Flex-Integration: Die natürliche Weiterentwicklung ist die Rigid-Flex-PCB. Hier laufen Flexlagen durch starre Bereiche, wodurch Steckverbinder ganz entfallen können. Das erhöht die Zuverlässigkeit, macht die Fertigung aber komplexer, weil innerhalb eines Laminationszyklus zwei Materialsysteme mit unterschiedlichen thermischen Ausdehnungen (FR4 und PI) beherrscht werden müssen.
Bestückung (PCBA): Bei Flex- und Rigid-Flex-Bestückung wird die Flexibilität des Endprodukts im SMT-Prozess zum Nachteil: Der Flex-Schaltungsträger trägt sich auf dem Förderer nicht selbst. Er benötigt Trägerpaletten oder spezifische Fixtures, damit er beim Pastendruck und bei der Bauteilplatzierung plan bleibt. Wenn diese Hilfsmittel nicht korrekt ausgelegt sind, verzieht sich das Board im Reflow, was zu Open Joints oder Tombstoning führt.
Steckerschnittstellen: Flex-PCBs enden häufig in ZIF-Steckverbindern (Zero Insertion Force). Dafür muss die Gesamtdicke im Fingerbereich sehr präzise eingehalten werden. Üblicherweise wird unter der Kontaktzone ein Stiffener (PI oder FR4) aufgebracht, um z. B. 0,3 mm ±0,03 mm sicher zu treffen.

Vergleich: Typische Optionen und ihre Vor- und Nachteile
Bei der Spezifikation einer Flex-PCB stehen mehrere Binärentscheidungen an. Material- und Strukturwahl bestimmen direkt Flexibilität, Temperaturverhalten und Kosten.
Entscheidungsmatrix: Technische Wahl → Praktisches Ergebnis
| Technische Wahl | Direkte Auswirkung |
|---|---|
| Rolled Annealed (RA) vs. Electro-Deposited (ED) Copper | RA-Kupfer besitzt eine horizontale Kornstruktur und ist für dynamisches Biegen essenziell. ED-Kupfer ist günstiger, neigt in bewegten Bereichen aber stärker zu Ermüdungsrissen. |
| Adhesiveless vs. Adhesive-based Laminate | Klebstofffreie Aufbauten ermöglichen dünnere Boards, bessere Maßstabilität und höhere Temperaturfestigkeit. Klebstoffbasierte Varianten sind günstiger, aber dicker. |
| Polyimide (PI) vs. FR4 Stiffener | PI-Stiffener dienen oft zur moderaten Dickenanpassung im ZIF-Kontaktbereich. FR4-Stiffener liefern starre Unterstützung für schwere Bauteile oder Steckverbinder. |
| Laser Profiling vs. Die Punching | Laser bietet hohe Präzision ohne mechanische Belastung (ideal für Prototypen und komplexe Geometrien). Stanzen ist bei einfachen Formen im Großvolumen schneller und kostengünstiger. |
Die Wahl der richtigen Oberflächenveredelung ist ebenfalls entscheidend. ENIG ist Standard, aber bei extremen Biegeanforderungen können OSP oder Immersion Tin geeigneter sein, um sprödes Verhalten nickelhaltiger Systeme im Biegebereich zu vermeiden.
Zuverlässigkeits- und Leistungssäulen (Signal / Leistung / Thermik / Prozesskontrolle)
Die Zuverlässigkeit flexibler Leiterplatten wird durch mechanische Integrität und elektrische Konsistenz bestimmt.
Signalintegrität: Die Impedanzkontrolle auf Flex-Boards ist anspruchsvoll. Die Dielektrika sind sehr dünn (oft 1-2 mil), daher müssen Leiterbahnen für 50 Ω bzw. 100 Ω entsprechend schmal ausgelegt werden. Schon 0,5 mil Breitenabweichung kann deutliche Impedanzfehler verursachen. Hersteller brauchen hochpräzise Ätzprozesse und setzen häufig "Hatching" auf Masseflächen ein, um Flexibilität und Schirmwirkung in Balance zu halten.
Thermisches Management: Polyimid besitzt sehr gute thermische Eigenschaften, die im Coverlay verwendeten Klebstoffe jedoch nicht in gleichem Maß. Beim bleifreien Reflow (260°C) kann gebundene Feuchte im Polyimid verdampfen und Delamination ("Popcorning") auslösen. Das Vortrocknen der Flex-Boards vor der Bestückung ist daher ein verpflichtender Schritt der Qualitätssicherung.
Akzeptanzkriterien: Ein robuster Qualitätsplan enthält spezifische Prüfungen für Flex-Schaltungen:
| Prüfparameter | Typisches Akzeptanzkriterium | Bedeutung |
|---|---|---|
| Peel Strength | > 0,8 N/mm (IPC-TM-650) | Stellt sicher, dass Leiterbahnen beim Löten oder Biegen nicht ablösen. |
| Flexural Endurance | > 100.000 Zyklen (dynamisch) | Validiert Kupferkornstruktur und Stackup-Auslegung. |
| Coverlay Registration | ± 0,15 mm | Fehlregistrierung kann Pads abdecken oder Nachbartraces freilegen. |
| Dimensional Stability | < 0,1% Schrumpfung/Ausdehnung | Kritisch für Steckerausrichtung und automatisierte Montage. |
Ausblick: Wohin sich das Feld entwickelt (Materialien, Integration, KI/Automatisierung)
Die Nachfrage aus Wearables, Foldables und Medizintechnik treibt Flex-Technologie zu höherer Integrationsdichte. Das Feld entwickelt sich vom reinen "Kabelersatz" hin zu komplexen mehrlagigen Logikboards, die zugleich flexibel sind.
5-Jahres-Leistungstrend (illustrativ)
| Leistungskennzahl | Heute (typisch) | Richtung in 5 Jahren | Bedeutung |
|---|---|---|---|
| Min Trace/Space | 3mil / 3mil | < 1.5mil (mSAP) | Notwendig für Direct-Chip-Attach und hochdichte Interconnects in Wearables. |
| Layer Count | 1-4 Layers | 6-10+ Layers (HDI) | Komplexes Routing für Smartphones und medizinische Bildsensorik. |
| Via Technology | Mechanical / Laser Blind | Stacked Microvias / Any-Layer | Ermöglicht extreme Miniaturisierung und hohe Z-Routing-Freiheit. |
Diese Entwicklung erfordert fortschrittliche HDI-PCB-Techniken auf flexiblen Substraten, einschließlich semi-additiver Prozesse (mSAP) für ultrafeine Leiterbilder.
Angebot / DFM-Review für Flex-PCB-Hersteller anfragen (Welche Daten nötig sind)
Um von APTPCB ein präzises Angebot und ein aussagekräftiges DFM-Review zu erhalten, muss das Datenpaket konkret sein. Unklare Anforderungen führen zu Annahmen, die Flexibilität und Zuverlässigkeit gefährden können.
- Gerber-Dateien: Standardformat RS-274X.
- Stiffener-Zeichnungen: Positionen und Materialien (FR4, PI, Stahl) klar auf separatem Mechanical Layer markieren.
- Stackup-Diagramm: Gesamtdicke, Kupfergewicht und Coverlay-Dicke angeben.
- Anwendungstyp: Eindeutig als "dynamisch" (kontinuierliche Bewegung) oder "statisch" (einmaliges Biegen zur Montage) kennzeichnen.
- Oberflächenveredelung: ENIG ist Standard; Wire-Bonding-Anforderungen explizit angeben.
- Impedanzvorgaben: Zielwerte in Ohm und Referenzlagen aufführen.
- Menge: Prototyp vs. Serie beeinflusst die Werkzeugmethode (Laser vs. Stanze).
- Biegeradius: Falls bekannt, minimalen Radius zur Materialeignungsprüfung angeben.
Fazit
Die Wahl eines Flex-PCB-Herstellers ist eine strategische Entscheidung mit direktem Einfluss auf die mechanische Funktionsfähigkeit des Produkts. Sie verlangt eine belastbare Abwägung zwischen Kupferduktilität, thermischen Grenzen der Klebstoffe und realen Fertigungstoleranzen. Ein erfolgreiches Design besteht nicht nur den E-Test, sondern hält den mechanischen Randbedingungen der Anwendung dauerhaft stand.
Wenn Sie frühzeitig mit dem Engineering-Team zusammenarbeiten - inklusive Biegeradius, Stiffener-Positionen und dynamischer Anforderungen - lassen sich kritische Ausfallmechanismen bereits vor dem Fertigungsstart eliminieren. Ob statischer Sensorstreifen oder hochzyklisches Robotikgelenk: Der passende Herstellprozess entscheidet darüber, ob die flexible Schaltung über die gesamte Produktlebensdauer zuverlässig arbeitet.