Moderne Smartphones verpacken Rechenleistung, die Supercomputer von vor zwei Jahrzehnten übertrifft, in ein Gerät, das in Ihre Tasche passt. Das PCB im Herzen dieser Errungenschaft stellt eine der anspruchsvollsten Anwendungen in der Elektronikfertigung dar – es kombiniert HDI-Technologie, Starrflex-Konstruktion, HF-Leistung und Wärmemanagement unter Dicke-Beschränkungen, die für das Hauptlogikboard oft unter 1,0 mm liegen.
Dieser Leitfaden untersucht die Entscheidungen auf PCB-Ebene, die die Leistung, Zuverlässigkeit und Herstellbarkeit von Smartphones bestimmen: Stackup-Architektur für Any-Layer-HDI, Starrflex-Integration zur Raumoptimierung, HF-Überlegungen für 5G und WiFi, thermische Lösungen unter strengen Platzbeschränkungen und die Fertigungsfähigkeiten, die für die Großserienproduktion mit Strukturen unter 50 μm erforderlich sind.
In diesem Leitfaden
- HDI-Stackup-Architektur für maximale Komponentendichte
- Starrflex-Integration: Verbindung mehrerer Platinenabschnitte
- HF- und Antennen-PCB-Überlegungen für 5G und WiFi
- Wärmemanagement innerhalb ultraflacher Formfaktoren
- Fertigungsanforderungen für die Smartphone-PCB-Produktion
- Qualitäts- und Zuverlässigkeitsstandards für Mobilgeräte
HDI-Stackup-Architektur für maximale Komponentendichte
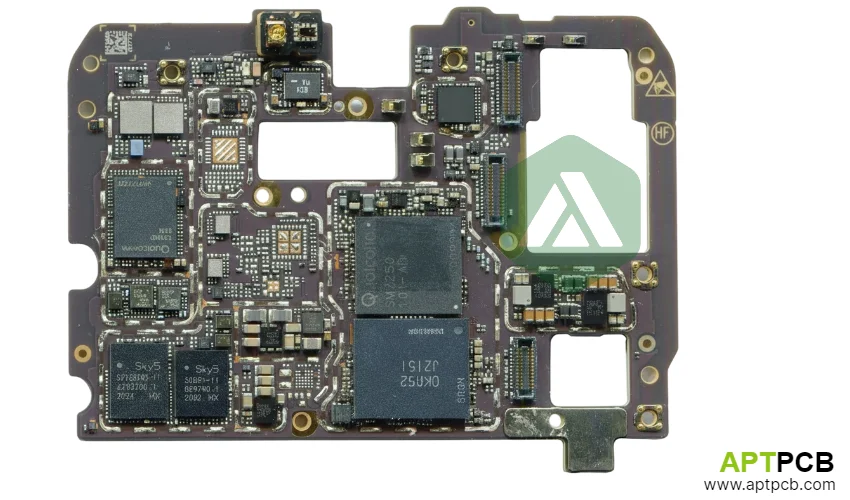
Smartphone-Hauptlogikboards erfordern Komponentendichten von über 50 Komponenten pro Quadratzentimeter, mit BGA-Gehäusen mit Rastermaßen von bis zu 0,3 mm und passiven Komponenten in der Größe 01005 (0,4 mm × 0,2 mm). Um diese Dichte bei gleichzeitiger Aufrechterhaltung der Signalintegrität und Stromversorgung zu erreichen, ist HDI-Technologie mit Any-Layer-Mikrovia-Strukturen erforderlich, die Routing-Escape von Ultra-Fine-Pitch-Geräten ermöglichen.
Any-Layer-HDI-Stackups verwenden typischerweise 8-12 Lagen mit gestapelten oder versetzten Mikrovias, die jedes Lagenpaar verbinden. Ein typisches Flaggschiff-Smartphone könnte eine 10-Lagen-Any-Layer-Konstruktion verwenden: Sequentielle Laminierung baut jedes Lagenpaar mit lasergebohrten Mikrovias (typischerweise 75-100 μm Durchmesser) auf, die gefüllt und planarisiert werden, bevor der nächste Aufbauzyklus beginnt. Dieser Ansatz eliminiert Einschränkungen durch Durchkontaktierungen und ermöglicht es Designern, Vias überall dort zu platzieren, wo sie für optimales Routing benötigt werden.
Überlegungen zum Stackup-Design
- Auswahl der Lagenzahl: Einsteiger-Smartphones können 6-8 Lagen HDI (1+4+1- oder 2+4+2-Strukturen) verwenden; Flaggschiffgeräte erfordern 10-12 Lagen Any-Layer-HDI für die Komplexität des Prozessor- und Speicher-Routings.
- Mikrovia-Durchmesser: Standardmäßige 100-μm-Laservias reichen für 0,4-mm-Raster-BGAs aus; 0,3-mm-Raster erfordert 75-μm- oder kleinere Vias mit entsprechenden Pad-Größenreduzierungen.
- Dielektrikumsdicke: Ultradünne Prepregs (50-75 μm) zwischen Signal- und Referenzlagen halten die Impedanzkontrolle aufrecht und minimieren gleichzeitig die Gesamtdicke; Kernmaterialien bei 100-200 μm sorgen für strukturelle Stabilität.
- Kupfergewichte: Äußere Lagen verwenden typischerweise 1/3 oz (12 μm) oder 1/2 oz (18 μm) Basiskupfer; innere Lagen können dünnere Folien (9 μm) verwenden, um feinere Linien nach dem Plattieren zu ermöglichen.
- Leitungs-/Abstandsfähigkeit: Any-Layer-HDI erfordert 30/30 μm oder feinere Leitungen/Abstände für dichten BGA-Fanout; fortschrittliche Prozesse erreichen 25/25 μm oder weniger.
- Via-Füllanforderungen: Gestapelte Mikrovia-Konstruktion erfordert vollständige Via-Füllung mit leitfähiger oder nicht leitfähiger Paste sowie Planarisierung auf ±10 μm Ebenheit für zuverlässige Registrierung von Lage zu Lage.
Designer, die HDI-Komplexität auswählen, sollten Routing-Anforderungen gegen Kosten abwägen – Any-Layer-HDI kostet 3-5× mehr als Standard-Multilayer und erfordert längere Vorlaufzeiten aufgrund mehrerer Laminierungszyklen. Fortschrittliche PCB-Fertigungsfähigkeiten bestimmen direkt erreichbare Strukturgrößen und Lagenzahlen.
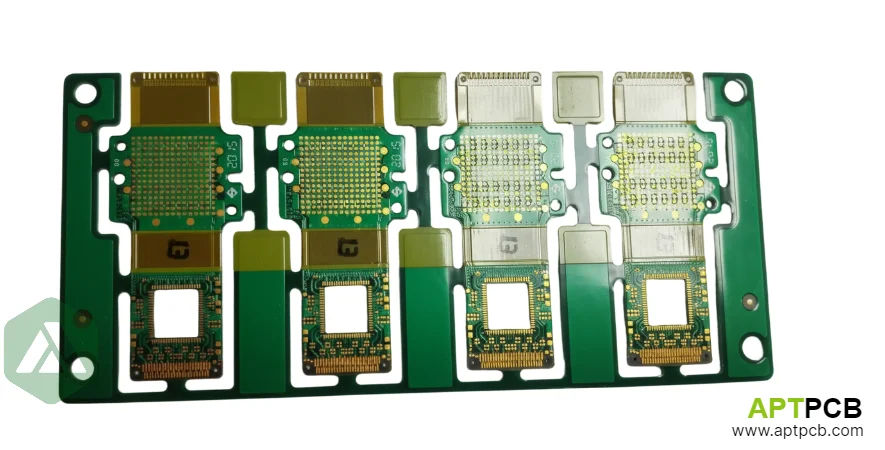
Starrflex-Integration: Verbindung mehrerer Platinenabschnitte
Smartphone-Architekturen verwenden zunehmend Starrflex-PCB-Konstruktionen, um Steckverbinder zu eliminieren, die Dicke zu reduzieren und 3D-Verpackung zu ermöglichen, bei der sich starre Abschnitte falten oder innerhalb des Gerätegehäuses stapeln. Eine typische Implementierung könnte Hauptlogikboard, Displayschnittstelle, Kameramodule und Batteriemanagement auf separaten starren Abschnitten umfassen, die durch flexible Polyimid-Schaltkreise verbunden sind.
Die flexiblen Abschnitte ersetzen herkömmliche FPC-Steckverbinder, wodurch die Steckverbinderhöhe (typischerweise 0,5-1,0 mm) eliminiert, die Montagekomplexität verringert und die Zuverlässigkeit durch Eliminierung von Steckverbinderkontaktpunkten verbessert wird. Die Starrflex-Konstruktion erhöht jedoch die Fertigungskomplexität und die Kosten – erwarten Sie einen Aufschlag von 2-3× gegenüber äquivalenten separaten Platinen mit Steckverbindern.
Starrflex-Architekturentscheidungen
- Flex-Lagenzahl: Einlagiges Flex reicht für einfaches Signalrouting aus; Hochgeschwindigkeitsschnittstellen (MIPI DSI für Displays, CSI für Kameras) erfordern möglicherweise zweilagiges Flex mit Massereferenz.
- Biegeradius-Einschränkungen: Dynamische Flex-Bereiche (Scharnieranwendungen) erfordern einen Mindestbiegeradius von 10× Materialdicke; statisches Flex (einmaliges Falten während der Montage) toleriert 6× oder enger.
- Starr-Flex-Übergang: Die Verbindung zwischen starren und flexiblen Abschnitten stellt eine Zuverlässigkeitsschwachstelle dar; ordnungsgemäßes Design umfasst Ankerkupfer, das in starre Bereiche hineinragt, und kontrollierte Klebstoffabdeckung.
- Polyimid-Auswahl: Standard-Polyimid (25 μm oder 50 μm) für die meisten Anwendungen; dünneres Polyimid (12,5 μm), wo ultimative Flexibilität erforderlich ist; klebstofffreie Konstruktionen für höchste Zuverlässigkeit.
- Abdeckfolien-Design: Polyimid-Abdeckfolie schützt flexible Schaltkreise; Öffnungen für die Komponentenmontage erfordern 150-200 μm Ringraum um Pads.
- Versteifungsanwendung: FR-4- oder Polyimid-Versteifungen auf Flex-Abschnitten bieten Unterstützung bei der Komponentenmontage, wo dies erforderlich ist; Dickenauswahl gleicht Steifigkeit gegen Biegeanforderungen ab.
Moderne Starrflex-PCB-Konstruktion ermöglicht Smartphone-Designs, die mit herkömmlichen Board-to-Board-Steckverbindern unmöglich sind. Die Technologie erweist sich als wesentlich für faltbare Smartphones, bei denen der flexible Abschnitt >200.000 Biegezyklen standhalten muss.
HF- und Antennen-PCB-Überlegungen für 5G und WiFi
Smartphone-PCBs müssen mehrere gleichzeitige Funksysteme unterstützen: Mobilfunk (4G/5G über mehrere Bänder), WiFi (2,4 GHz, 5 GHz und zunehmend 6 GHz), Bluetooth, GPS, NFC und möglicherweise UWB. Jedes System stellt spezifische PCB-Anforderungen an Antennenspeisung, Anpassungsnetzwerke und Isolation von digitalen Rauschquellen.
5G bringt besondere Herausforderungen mit sich – Sub-6-GHz-Bänder erweitern bestehende Mobilfunkanforderungen, aber mmWave (24-39 GHz) erfordert PCB-Materialien und -Strukturen, die sich grundlegend von herkömmlichen Smartphone-Designs unterscheiden. mmWave-Antennenarrays integrieren sich direkt auf das PCB oder in Antenne-in-Package-Module, was verlustarme Substrate und präzise Impedanzkontrolle bei Frequenzen erfordert, bei denen Standard-FR-4 übermäßigen Verlust aufweist.
HF-PCB-Implementierung
- Material-Hybrid-Ansatz: Hauptlogikboard verwendet Standard-Hochgeschwindigkeits-FR-4 (Dk ~3,3-3,5, Df <0,008); HF-Frontend-Abschnitte können modifiziertes Epoxid oder verlustarme Materialien (Df <0,004) für Antennenspeisungen und Anpassungsnetzwerke verwenden.
- mmWave-Substrat: 5G-mmWave-Antennenmodule erfordern spezielle verlustarme Materialien – PTFE-basierte oder LCP-Substrate (Flüssigkristallpolymer) mit Df <0,002 bei 28 GHz.
- Antennenintegration: Laser-Direkt-Strukturierungs-Antennen (LDS) auf Kunststoffgehäusen verbinden sich über Federkontakte oder Flex mit dem Haupt-PCB; PCB-integrierte Antennen verwenden Top-Layer-Kupfer mit spezifischen Masseabständen.
- Abschirmungsanforderungen: HF-Abschnitte erfordern umfassende Abschirmung – Abschirmdosen auf Platinenebene, interne Masseisolation und Via-Fencings, um Kopplung zwischen HF- und digitalen Abschnitten zu verhindern.
- Impedanzkontrolle: HF-Leiterbahnen erfordern ±5 % Impedanztoleranz; 50 Ω Mikrostreifen oder geerdeter koplanarer Wellenleiter je nach Routing-Einschränkungen und Frequenz.
- ESD-Schutz: Alle Antennenspeisungen erfordern ESD-Schutz; Platzierung der Schutzvorrichtung an der Stecker/Pad-Schnittstelle mit minimaler Leiterbahnlänge zur Antenne.
Das Verständnis von Hochfrequenz-PCB-Design-Prinzipien erweist sich als wesentlich für die HF-Leistung von Smartphones. Die Wechselwirkung zwischen PCB-Layout und Antennenleistung beeinflusst direkt den Mobilfunkempfang, die WiFi-Reichweite und die Akkulaufzeit durch Sendeleistungsanforderungen.
Wärmemanagement innerhalb ultraflacher Formfaktoren
Moderne Smartphone-Prozessoren geben während der Spitzenleistung 5-10 W ab, doch die typische Smartphone-Dicke (7-9 mm) bietet minimales Volumen für die Wärmeverteilung. Das thermische PCB-Design konzentriert sich darauf, Wärme aus Prozessorgehäusen zu extrahieren und über die maximal verfügbare Fläche zu verteilen – typischerweise fungieren die Displaybaugruppe und der Metallrahmen als primärer Kühlkörper.
Das PCB selbst dient als kritisches Wärmeverteilungsmedium. Thermische Vias direkt unter Prozessorgehäusen leiten Wärme zu internen Kupferflächen, die Wärme seitlich zu Rahmenkontaktpunkten verteilen. Thermische Schnittstellenmaterialien (TIMs) überbrücken Lücken zwischen PCB, Graphitverteilern und Gerätegehäusekomponenten.
Thermische Designansätze
- Thermische Via-Arrays: Dichte Via-Arrays (0,3 mm Raster, 0,2 mm Bohrer) unter Hochleistungskomponenten bieten vertikale Wärmeleitung; gefüllte und verschlossene Vias verhindern Lötzinnabfluss während der Montage.
- Kupferguss-Optimierung: Maximale Kupferabdeckung auf inneren Schichten unter und um Prozessoren; 2 oz Kupfer auf dedizierten thermischen Schichten, wo Stackup dies zulässt.
- Graphitfolien-Integration: Synthetische Graphitfolien (25-100 μm dick, >1000 W/m·K in der Ebene) verteilen Wärme seitlich; montiert auf der PCB-Rückseite mit thermischen Schnittstellenmaterialien.
- Dampfkammer-Kompatibilität: Einige Designs integrieren Dampfkammern; PCB muss flachen, thermisch leitfähigen Schnittstellenbereich bieten, der dem Kammerkontaktbereich entspricht.
- TIM-Auswahl: Spaltfüllende TIMs (Wärmeleitpads oder dosierte Verbindungen) überbrücken PCB-zu-Gehäuse-Lücken; Wärmeleitfähigkeit 1-6 W/m·K je nach Spaltdicke und Leistungsanforderungen.
- Komponentenplatzierungsstrategie: Hochleistungskomponenten über den Platinenbereich verteilt statt konzentriert; thermische Simulation leitet die Platzierung, um Hotspots zu verhindern.
Wärmemanagement-PCB-Design in Smartphones erfordert eine enge Zusammenarbeit zwischen PCB-Designern, Maschinenbauingenieuren und thermischen Analysten. Die extremen Platzbeschränkungen machen simulationsgestützte Optimierung unerlässlich – physische Prototypen allein können den Designraum nicht effizient erkunden.
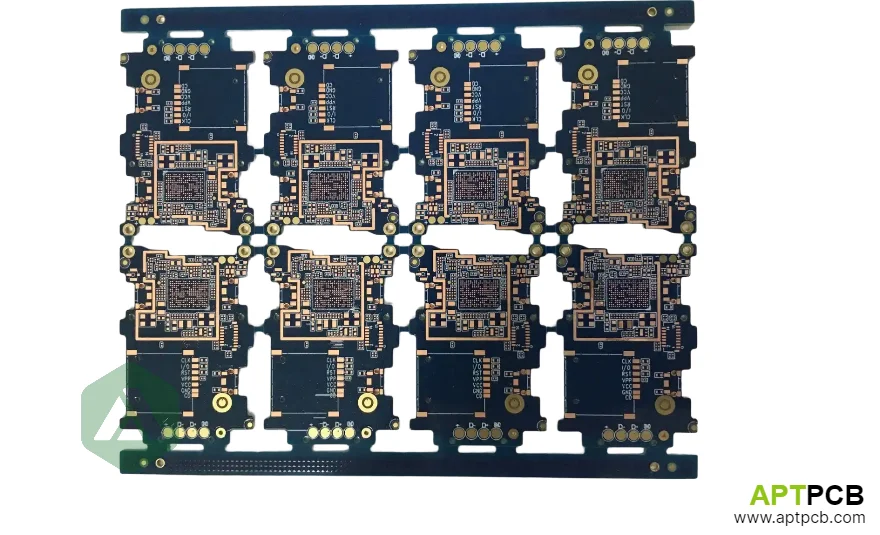
Fertigungsanforderungen für die Smartphone-PCB-Produktion
Die Smartphone-PCB-Fertigung kombiniert die anspruchsvollsten Aspekte der HDI-Fertigung mit Qualitätsanforderungen auf Automobilniveau und Volumenerwartungen der Unterhaltungselektronik. Produktionsstätten müssen eine Merkmalsauflösung von <50 μm konsistent über Millionen von Einheiten erreichen und gleichzeitig Ausbeuten über 95 % für komplexe Any-Layer-Konstruktionen aufrechterhalten.
Die Prozesskomplexität für Any-Layer-HDI erfordert mehrere sequentielle Laminierungszyklen – eine 10-Lagen-Any-Layer-Platine könnte 4-5 Laminierungszyklen erfordern, gefolgt von Bohren, Plattieren und Belichten. Jeder Zyklus führt Registrierungsherausforderungen ein; die kumulative Genauigkeit muss die Ausrichtung von Lage zu Lage innerhalb von ±25 μm für Fine-Pitch-BGA-Zuverlässigkeit aufrechterhalten.
Fertigungsfähigkeitsanforderungen
- Laserbohren: UV- oder CO2-Laser für die Mikrovia-Bildung; UV bevorzugt für <75 μm Vias mit kontrollierter Tiefengenauigkeit; Blind-Via-Tiefenkontrolle innerhalb von ±10 μm.
- Direktbelichtung: LDI (Laser Direct Imaging) für Feinlinienauflösung erforderlich; traditionelle Photolithographie kann 25/25 μm Merkmale nicht konsistent erreichen.
- Via-Füllprozess: Leitfähige oder nicht leitfähige Via-Füllung mit Planarisierung; Oberflächenebenheit ±10 μm für zuverlässigen nachfolgenden Lagenaufbau.
- Registrierungsgenauigkeit: Sequentielle Laminierung erfordert Röntgen- oder optische Registrierungssysteme; Ausrichtung von Lage zu Lage ±25 μm oder besser für Zuverlässigkeit gestapelter Vias.
- Plattierungsgleichmäßigkeit: Kupferplattierungsdickengleichmäßigkeit ±10 % über das Panel; kritisch für Impedanzkontrolle und Via-Füllzuverlässigkeit.
- Inspektionssysteme: AOI mit Fehlererkennung unter 25 μm; Röntgeninspektion zur Überprüfung der Via-Füllung und der internen Lagenausrichtung.
Die Volumen-Smartphone-PCB-Produktion erfordert typischerweise Massenproduktionsfähigkeiten, die 100.000 Einheiten pro Monat und Produkt überschreiten, wobei Ausbeute- und Qualitätsmetriken unter statistischer Prozesskontrolle stehen.
Qualitäts- und Zuverlässigkeitsstandards für Mobilgeräte
Smartphone-PCBs stehen vor anspruchsvollen Zuverlässigkeitsanforderungen – Geräte müssen 2-3 Jahre täglichen Gebrauchs über Temperaturextreme (-20 °C bis +60 °C Umgebungstemperatur, wobei der Prozessorbetrieb potenziell 100 °C erreicht), mechanische Stöße durch Stürze und Feuchtigkeitseinwirkung überstehen. Qualitätssysteme müssen Fehler erkennen, die zu Feldausfällen führen könnten, während der Produktionsdurchsatz aufrechterhalten wird.
Große Smartphone-Hersteller stellen Qualifikationsanforderungen, die über die Standard-IPC-Spezifikationen hinausgehen. Typische Anforderungen umfassen Temperaturwechseltests (-40 °C bis +125 °C, mindestens 1000 Zyklen), Falltests (1,5 m auf Beton), Feuchtigkeitseinwirkung (85 °C/85 % rel. Luftfeuchtigkeit, 1000 Stunden) und Biegetests für Starrflex-Konstruktionen.
Qualitäts- und Zuverlässigkeitsrahmenwerk
- IPC-Klasse 3-Konformität: Smartphone-PCBs erfordern typischerweise IPC-6013 Klasse 3 für Starrflex, IPC-6012 Klasse 3 für starre Abschnitte – die höchste Zuverlässigkeitsklasse für kommerzielle Elektronik.
- Mikroschliffanalyse: Querschnittsprüfung von Via-Strukturen, Kupferplattierung und Lagenregistrierung; durchgeführt an Produktionsmustern und 100 % an Qualifikationslosen.
- Elektrische Prüfung: 100 % Netzlistenprüfung über Flying Probe oder Fixture; Impedanzprüfung an kontrollierten Leiterbahnen; Hochspannungsisolationsprüfung zwischen Strom und Masse.
- Temperaturwechsel: Qualifikationstests umfassen Zyklen von -40 °C bis +125 °C; Produktionslose können verkürzte Zyklen als fortlaufende Zuverlässigkeitsüberwachung erhalten.
- HALT/HASS: Hochbeschleunigtes Lebensdauertesten während der Entwicklung; hochbeschleunigtes Stress-Screening während der Produktion für einige kritische Programme.
- Rückverfolgbarkeit: Vollständige Chargenrückverfolgbarkeit von Rohstoffen bis zu Fertigwaren; wesentlich für Fehleranalyse und Rückrufmanagement.
Umfassende PCB-Qualitätssysteme mit dokumentierten Prozessen, statistischen Kontrollen und kontinuierlichen Verbesserungsprogrammen sind Grundvoraussetzung für Smartphone-PCB-Lieferanten. Große OEMs prüfen Lieferantenanlagen umfassend vor der Qualifikation.
Technische Zusammenfassung
Smartphone-PCB-Design stellt die Schnittmenge mehrerer fortschrittlicher Technologien dar: HDI für Komponentendichte, Starrflex für Raumoptimierung, HF-Engineering für drahtlose Leistung und Wärmemanagement unter strengen Einschränkungen. Erfolg erfordert Fachwissen in allen Bereichen sowie Fertigungsfähigkeiten, die komplexe Designs in Volumen der Unterhaltungselektronik ausführen können.
Zu den wichtigsten Entscheidungen für Smartphone-PCB-Projekte gehören Stackup-Komplexität (HDI-Niveauauswahl basierend auf Komponentenanforderungen), Starrflex-Architektur (Abwägung von Integrationsvorteilen gegen Kosten), HF-Materialauswahl (Verlust- vs. Kostenabwägungen) und thermische Strategie (Rolle des PCB in der thermischen Lösung des Systems).
Für Teams, die Smartphones oder andere kompakte Mobilgeräte entwickeln, erweist sich die Auswahl des PCB-Partners als kritisch – Fähigkeitslücken bei der HDI-Verarbeitung, der Starrflex-Fertigung oder Qualitätssystemen können Projekte unabhängig von der Designqualität zum Scheitern bringen. Beginnen Sie mit der Überprüfung der Fertigungsfähigkeit und entwerfen Sie dann nach nachgewiesenen Prozessfähigkeiten, anstatt zu hoffen, dass Lieferanten über ihre bewährten Grenzen hinausgehen können.